
陶瓷工厂常用O形橡胶密封圈的泄漏及其解决途径
2020-02-21 00:59蔡祖光
佛山陶瓷 2020年12期
蔡祖光


摘 要:介绍了常用O形橡胶密封圈的密封构造及其密封机理,详细论述了O形橡胶密封圈泄漏的原因、泄漏量的理论计算值及其减少泄漏的途径
关键词:O形橡胶密封圈 ;密封构造及机理 ;泄漏原因 ; 泄漏理论计算值;减少泄漏的途径
1 引 言
O形橡胶密封圈就是截面形状为圆形(也称O形)的环形橡胶密封件,并简称O形密封圈或O形圈,其规格尺寸及材料性能符合“液压、气动用O形橡胶密封圈尺寸及公差(GB/T 3452.1-1992)”之要求。并且具有結构简单、生产制造及安装方便、价格便宜、密封性能优良及应用范围非常广等优点,所以说,O形橡胶密封圈已广泛应用于国防和工农业生产等部门。如:陶瓷工厂广泛应用的液压柱塞泵、液压压滤机、液压推车机、全液压自动压砖机(陶瓷墙地砖)、等静压成型机(盘、碟类陶瓷制品)及低压快排水、中压注浆和高压注浆成型机(卫生洁具)等。然而这些液压机械设备(液压传动装置)的致命弱点就是工作介质(如:液压油)的泄漏,不仅影响液压机械设备(液压传动装置)的工作性能和生产效率,而且还污染环境及浪费资源。
事实上,泄漏一般是指国防和工农业生产中不应当从机械设备流出或漏出的物质或流体,从而造成物质或流体的损失。造成泄漏的原因主要有两方面:一是由于金属切削加工的结果,迫使机械零件藕合面必然存在各种缺陷,如:尺寸偏差及形状位置误差等。因此,在机械零部件的各连接处(耦合面)不可避免的产生间隙。二是密封件的两侧存在压力(严格地说应为压强,以下类同)差,工作介质(液压油)就会通过间隙而泄漏。通过消除或减少以上因素的影响,就可以达到阻止或减少工作介质(如:液压油)的泄漏。所以说,积极研究和探讨陶瓷工厂O形橡胶密封圈的密封原理、泄漏原因、泄漏量及其解决途径,对提高陶瓷工厂O形橡胶密封圈的密封性能,减少液压机械设备(液压传动装置)工作介质(如:液压油)的泄漏量及陶瓷工厂的经济效益等具有非常重要的意义。
2 密封构造及其密封机理
2.1密封构造
O形橡胶密封圈是目前应用最广泛的固定密封(俗称静密封)、往复运动密封(俗称滑动密封)及旋转运动密封(俗称旋转密封,滑动密封及旋转密封又简称为动密封)用密封件,并具有结构简单、生产制造及安装方便、密封性能优良、使用范围广、安装用槽——密封槽易于设计制造及适应性强等特点。所以说,O形橡胶密封圈的应用范围非常广{工作压力:用作静密封时,可从1.33x105Pa至高达400MPa[1];用作往复运动密封时,可高达35MPa[1]。工作温度:-60~200℃,且大多数O形橡胶密封圈的使用温度通常在100℃内[1]。},用于往复运动密封(俗称滑动密封)时,其运行速度可高达0.5m/s[1];用于旋转运动密封时,其线速度可高达3m/s[1]。
如图1所示, O形橡胶密封圈可用作外径、内径、端面及端面倒角等处密封。
用作动密封可实现孔(活塞)密封(如图1a所示)、轴(活塞杆)密封(如图1b所示)及旋转运动轴密封(如图1c所示)。用作静密封时又可区分为径向静密封(如图1d所示)、端面静密封(也称轴向静密封,如图1e所示)和端面倒角处静密封(如图1f所示)三种结构形式。轴向静密封又可区分为承受内压作用式静密封(如图1g所示)和承受外压作用式静密封(真空管路,如图1h所示)两种工况。显然,承受内压作用时,应使O形橡胶密封圈的外径与密封槽的圆柱面大径之间的偏差尽可能小(如图1g所示);反之,对于承受外压作用(如:真空管路)时,应使O形橡胶密封圈的内径与密封槽的圆柱面小径之间的偏差尽可能小(如图1h所示)。只有这样,才能确保O形橡胶密封圈具有优良的密封效果及适宜的使用寿命并能最大限度地减少O形橡胶密封圈的泄漏。
2.2密封机理
由于O形橡胶密封圈属于压紧型密封件的范畴(也称挤压型密封件,但唇形密封圈属于自紧密型密封件),因此工作时必须依靠O形橡胶密封圈安装在密封槽中所产生的预压缩作用(压缩率通常约为8~25%[1])并形成弹性变形,该弹性变形就转变为对接触表面(密封面)产生适宜的初始接触应力σ0而获得密封效果(如图2a所示)。
在承受工作介质(如:液压油或压缩空气等)压力P的作用下,O形橡胶密封圈被迫移到密封槽的对应侧(低压侧),同时产生随工作介质压力P的变化而变化的附加接触应力σC(如图2b所示),结果适宜的初始接触应力σ0与附加接触应力σC一起共同作用(如图2b所示)阻止密封接触表面(耦合面)工作介质(如:液压油或压缩空气等)的泄漏,从而达到密封的目的。
如图2b所示,若以工作介质压力P的作用方向为z轴方向,按照右手定则建立直角坐标系xyz,并在O形橡胶密封圈中任意选取受力微元体,显然在介质压力P的作用下,该受力微元体呈现三向压应力(压缩应力的简称)状态(如图3所示),同时,该受力微元体在x、y及z方向的受力分别为:-σx、-σy及-P(负号表示压应力,正号表示拉应力),与其对应的受力微元体在x、y方向产生的变形——线应变分别为εx及εy ,依照《材料力学》[2]的广义虎克定律,我们获得O形橡胶密封圈在x、y方向的线应变分别为:
其中: E——O形橡胶密封圈橡胶材料的弹性模量,单位:Pa
μ——O形橡胶密封圈橡胶材料的泊松比或横向变形系数。
εx ——该受力微元体在x方向产生的线应变。
εy ——该受力微元体在y方向产生的线应变。
由于受力构件轴向尺寸伸长时,则横向尺寸收缩;而轴向尺寸缩短时,则横向尺寸伸长[2]。同时,所谓的横向变形系数就是在一定范围内,横向线应变与轴向线应变的绝对值之比,它是物质材料的一个基本性能,依材料种类而异,并且是一个定值,通常需由实验确定[2]。
考虑到O形橡胶密封圈用密封槽通常是由刚性好的金属材料等设计制造的,在工作介质压力的作用下,金属材料在x和y方向的变形(线应变)极小,所以,我们可以近似认为等于零;也就是说与其配合的O形橡胶密封圈在x和y方向的变形(线应变)也可近似认为是零。
通过查表获得O形橡胶密封圈橡胶密封材料的泊松比为0.47[3],将其值代入上式,求得附加接触应力σc为:
显然,在工作介质压力P的作用下,如果没有适宜的初始接触应力σ0的作用,仅依赖附加接触应力σc的作用是不可能实现密封的。所以说,O形橡胶密封圈安装在密封槽中因压缩所产生足量的弹性变形并获得对密封接触表面(耦合面)适宜的初始接触应力σ0(σ0>0.113Pm,P m——工作介质运行过程中的峰值压力)是实现密封工作介質的前提条件。
由此可见,工作介质压力P越高,O形橡胶密封圈产生的弹性变形量就越大;也就是说,在一定范围内,作用于密封接触表面(耦合面)的附加接触应力σc也越大,这就是O形橡胶密封圈的自密封作用。结果密封接触表面(耦合面)获得的初始接触力σ0(σ0>0.113Pm, Pm——工作介质运行过程中的峰值压力)与附加接触应力σc之和(σ0+σc)也越大,从而阻止工作介质的泄漏,达到密封接触表面(耦合面)的效果,这就是O形橡胶密封圈的密封机理。
3 泄漏的原因
若O形橡胶密封圈的选用及使用不当,将会加剧加速O形橡胶密封圈的损伤损坏,从而丧失密封性能而形成工作介质(如:液压油)的泄漏。实践生产中造成陶瓷工厂O形橡胶密封圈密封失效产生泄漏的原因是多方面的,但归纳起来不外乎是以下几方面:
3.1永久变形
因用于制作O形橡胶密封圈的合成橡胶属于粘弹性材料,所以人们初期设定的压紧量(压缩率)和回弹堵塞能力经长时间使用后,会产生永久变形而逐渐消失,最终形成泄漏。永久变形和弹力(弹性变形)消失是导致O形橡胶密封圈丧失密封性能产生泄漏的主要原因。产生永久变形的因素大致如下:
(1)压缩率和拉升量
(2)工作温度与O形橡胶密封圈驰张过程
(3)介质工作压力
实践生产经验表明:O形橡胶密封圈所用材质的压缩永久变形率与工作温度相关。当压缩永久变形率在40%或更大时,O形橡胶密封圈就会产生泄漏。几种常用橡胶密封材料的耐热界限为:丁腈橡胶70℃、三元乙丙橡胶100℃、氟橡胶140℃。因此,国内外对O形橡胶密封圈的永久变形都有严格的规定。通常相同材质的O形橡胶密封圈在相同的工作温度下,截面直径大的比截面直径小的O形橡胶密封圈其压缩永久变形率较低。但长期浸泡在液压油中的工况下,因与液压油的不相容等作用而产生溶胀溶解等造成O形橡胶密封圈的泄漏。
此外,运动速度过高,O形橡胶密封圈硫化处理不充分,或橡胶材料硬度低以及长期浸泡在液压油中过度溶胀溶解等造成永久变形。
3.2:扭转(扭曲)损伤损坏
在往复运动状态下,O形橡胶密封圈如果细心妥善处理,安装得当及使用环境条件适宜时,通常不太容易出现“翻滚”扭转(扭曲)等不良现象,造成O形橡胶密封圈的扭转(扭曲)损伤损坏等。这是因为O形橡胶密封圈与密封槽的接触面积远大于与滑动表面的接触面积,而且密封槽之槽壁及槽底的表面粗糙度值较滑动表面粗糙度值高, 所以O形橡胶密封圈与密封槽之槽壁及槽底所产生的摩擦力远大于O形橡胶密封圈与滑动表面的摩擦力,摩擦力的分布也趋向确保安装于密封槽的O形橡胶密封圈处于静止状态,更不用说,O形橡胶密封圈的动摩擦力远小于其静摩擦力的缘故。所以说,安装O形橡胶密封圈时,严格遵守安装操作规程病细心操作时,通常是不会造成O形橡胶密封圈的扭转(扭曲)损伤损坏的。
但当活塞与缸筒或活塞杆与导向套之间的密封间隙不均匀、偏心过大及密封槽的槽口处圆柱面与槽底圆柱面之间的同轴度(径向密封)和(或)端面环形凹槽处大小圆柱面之间的同轴度(轴向密封)误差过大、O形橡胶密封圈的截面直径不均匀等,造成O形橡胶密封圈各处的摩擦力不均匀,O形橡胶密封圈某处的摩擦力过大易出现“翻滚”扭转(扭曲)等不良现象,从而造成O形橡胶密封圈的扭转(扭曲)损伤损坏。通常截面尺寸小的O形橡胶密封圈更容易产生摩擦不均匀等造成扭转(扭曲)损伤损坏,所以说,动密封(滑动密封及旋转密封)用O形橡胶密封圈比固定密封(俗称静密封)用O形橡胶密封圈选用较大的截面直径就是这个原因。
此外,若O形橡胶密封圈的材料硬度过高和(或)弹性太小,或密封耦合面的选用不规范(如:密封耦合面表面粗糙度过高及表面硬度过低等),或安装过程中摩擦阻力较大且安装在密封槽中处理不充分等导致O形橡胶密封圈产生扭转(扭曲)变形等;或工作过程中因相对运动速度太低、过高和(或)润滑不良等污物造成O形橡胶密封圈的扭转(扭曲)损伤损坏等。
3.3挤入密封间隙损伤损坏
工作介质压力过大和(或)温度过高和(或)运动速度过高和(或)O形橡胶密封圈材料硬度低等因素,造成工作过程中O形橡胶密封圈的一部分挤入密封间隙而产生的损伤损坏等。
3.4压缩率过小(或无压缩)
如果 O形橡胶密封圈的设计选型不合理,如:O形橡胶密封圈的截面直径过小和(或)材料太硬(硬度过高)和(或)弹性较差;或密封槽尺寸偏大或形状位置误差较大等造成O形橡胶密封圈安装在密封槽中压缩率过小(或无压缩),那么O形橡胶密封圈对接触表面(耦合面)产生初始接触应力σ0过小(<0.113Pm, Pm——压力为P的工作介质运行过程中的峰值压力;或无初始接触应力,即σ0=0),仅依赖于O形橡胶密封圈对接触表面(耦合面)产生的附加接触应力σC=0.887P 3.5压缩率过大(过度压缩) 如果 O形橡胶密封圈的设计选型不合理,如:O形橡胶密封圈的截面直径过大、材料太软(硬度过低)、弹性较好、没有计及工作过程中橡胶材料的发热量及工作介质(如:液压油)的化学性能等造成的变形;或工作介质压力过大或密封槽尺寸偏小或形状位置误差较大等造成O形橡胶密封圈压缩变形过大。主要表现为O形橡胶密封圈接触表面呈现扁平状变形,严重时,甚至还伴有微细裂纹及可见裂纹等。
3.6磨粒磨损
因相对运动耦合面之间必须具有适宜的密封间隙及工作环境条件下粉尘和灰尘等尘埃颗粒等不可避免地粘附在活塞或活塞杆之外伸表面,并随活塞或活塞杆的往复运动与油膜一起被带入液压缸内,成为侵入O形橡胶密封圈的磨粒。同时考虑到滤油器滤芯的破损及液压橡胶管等脱落物或工作介质(如:液压油)的氧化变质等造成工作介质(如:液压油)的严重污染后,未及时更换工作介质(如:液压油)等造成O形橡胶密封圈严重的磨粒摩损。
3.7密封接触面(耦合面)及密封槽的加工制造质量差
密封接触面(耦合面)及密封槽的表面粗糙度、尺寸公差及形状位置公差选取不合理或选用不规范或加工制造过程中未达到设计要求等;造成 密封接触面(耦合面)及密封槽表面粗糙度太低、形状位置尺寸偏差过大等,主要表现为密封槽槽口和槽底未采用圆角光滑连接,密封槽槽口处圆柱面与槽底圆柱面之间的同轴度误差大(径向密封)和(或)端面密封环形凹槽处大、小圆柱面之间的同轴度误差大(轴向密封)等导致密封槽的加工制造质量差。
3.8O形橡胶密封圈的产品质量差
O形橡胶密封圈属于通用件,需由专业化工厂生产制造,其质量通常是可靠的。但由于生产厂家的技术水平参差不齐,操作工人的责任性差、原材料(如:再生料及填料增多等)、配比及模具成本费用(如:模具已报废了仍继续使用等)等造成O形橡胶密封圈的制造精度低,产品质量差。
3.9污染
工作介质污染后,导致O形橡胶密封圈表面粘附有异物。主要原因是生产过程中遭受环境污染和工作介质(如:液压油)污染。环境污染主要是指陶瓷工厂工作现场粉尘飞扬、不清洁、脏、乱、差等;总之,工作介质(如:液压油)污染后未及时更换以及O形橡胶密封圈长期浸泡在工作介质(如:液压油)中造成橡胶件的溶胀溶解和(或)不相容所产生的化学反应生成物等污物。
3.10安装及拆卸时的损伤损坏
安装及拆卸时的损伤损坏主要指安装过程中,O形橡胶密封圈的损伤损坏。由于O形橡胶密封圈通常价格低廉,一旦拆卸后即视为密封失效,因为密封装置拆卸一次非常困难,通常成本费用特别高。
O形橡胶密封圈的损伤损坏主要表现为:O形橡胶密封圈安装时,通过活塞(活塞杆)外表面和(或)横向孔洞处的尖角、锐角及毛刺等所造成的损伤损坏;或通过缸筒(导向套)内孔表面和(或)横向孔洞处的尖角、锐角及毛刺等所造成的损伤损坏;或O形橡胶密封圈的选型不合理,如:硬度过高、弹性过低和(或)规格尺寸过大或过小等引起安装阻力(摩擦阻力)较大导致其拉伸变形过大等造成的损伤损坏。
3.11储藏保管不善
在O形橡胶密封圈的储藏保管过程中,若处理不当易造成O形橡胶密封圈的老化及丧失弹性,甚至脆化变硬。特别是储存在阴暗潮湿或温度较高或阳光直射等地方,或与酸、碱、盐、油类及化学类物质等混放在一起时,将加剧O形橡胶密封圈的老化。
4 泄漏量的大小
陶瓷工厂广泛应用的液压柱塞泵、液压压滤机、液压推车机、全液压自动压砖机(陶瓷墙地砖)、等静压成型机(盘、碟类陶瓷制品)及低压快排水、中压注浆和高压注浆成型机(卫生洁具)工作时,O形橡胶密封圈等液压密封件紧贴密封表面并产生适宜的初始接触应力σ0(σ0>0.113Pm, Pm——压力为的工作介质运行过程中的峰值压力)和随工作介质压力P的增大而增大的附加接触应力σc共同作用(如图2所示)阻止密封接触表面(耦合面)处工作介质(如:液压油或压缩空气等)的泄漏,按理说O形橡胶密封圈等液压密封件不可能产生泄漏。但考虑到O形橡胶密封圈等液压密封件通常是由合成橡胶等非金属材料制造的,其材质柔软易变形,O形橡胶密封圈等液压密封件、密封接触表面(耦合面)及密封槽等不可避免地具有设计制造误差等因素,而且O形橡胶密封圈等液压密封件与随轴(活塞或活塞杆)运动的液压油之间又产生非常复杂的相互作用等导致O形橡胶密封圈等液压密封件与密封接触表面(耦合面)之间形成适宜厚度的润滑油膜。即使活塞或活塞杆的回程运动能带回一部分油膜量,但另一部分润滑油膜则形成了泄漏。所以所,欲求解O形橡胶密封圈的泄漏量,我们必须采用以下基本假设:
(1)假设O形橡胶密封圈与密封接触表面(耦合面)之间形成的润滑油膜属于不可压缩层流型牛頓流体,即润滑油膜流动时服从牛顿粘性阻力特性,并表现为其密度近似为常数,其粘度和压力沿润滑油膜厚度方向无变化,并且密封接触表面(耦合面)的变形极小,也可忽略不计。
(2)假设O形橡胶密封圈与密封接触表面(耦合面)之间形成的润滑油膜牢固地粘附在运动件(如:活塞或活塞杆)表面上,即运动件(如:活塞或活塞杆)表面上润滑油膜流速与运动件(如:活塞或活塞杆)表面的运动速度相等。
(3)假设O形橡胶密封圈与密封接触表面(耦合面)之间形成的润滑油膜的重力和运动所产生的惯性力与其粘性阻力相比极小,并可忽略不计。
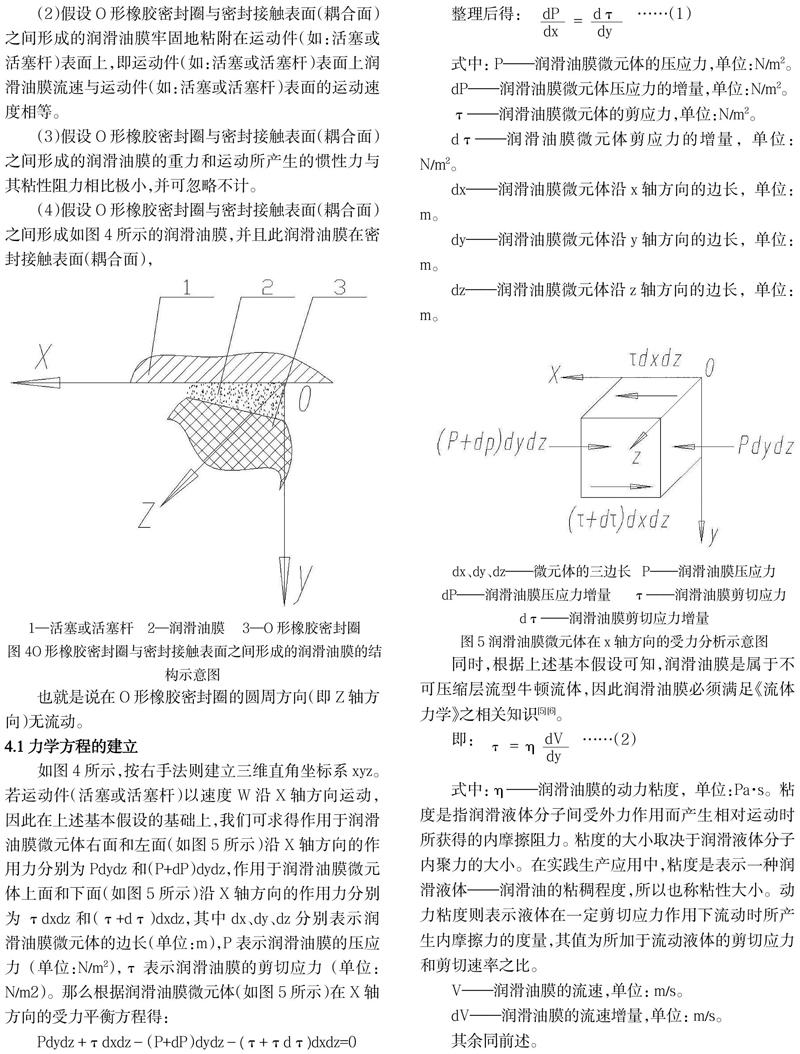
(4)假设O形橡胶密封圈与密封接触表面(耦合面)之间形成如图4所示的润滑油膜,并且此润滑油膜在密封接触表面(耦合面),
也就是说在O形橡胶密封圈的圆周方向(即Z轴方向)无流动。
4.1力学方程的建立
如图4所示,按右手法则建立三维直角坐标系xyz。若运动件(活塞或活塞杆)以速度W沿X轴方向运动,因此在上述基本假设的基础上,我们可求得作用于润滑油膜微元体右面和左面(如图5所示)沿X轴方向的作用力分别为Pdydz和(P+dP)dydz,作用于润滑油膜微元体上面和下面(如图5所示)沿X轴方向的作用力分别为τdxdz和(τ+dτ)dxdz,其中dx、dy、dz分别表示润滑油膜微元体的边长(单位:m),P表示润滑油膜的压应力(单位:N/m2),τ表示润滑油膜的剪切应力(单位:N/m2)。那么根据润滑油膜微元体(如图5所示)在X轴方向的受力平衡方程得:
5.2合理选用密封间隙
相对运动藕合面(密封表面)必须具有适宜的间隙以满足形成相对运动所需润滑油膜层的最小厚度,因此,两相对运动藕合面之间必须存在间隙。其间隙大小通常取决于介质压力及O形橡胶密封圈的硬度。若间隙太小,加工制造和装配困难,而且生产成本费用高,还难于获得所需的相对运动最小润滑油膜层厚度等;若间隙太大,工作时,O形橡胶密封圈易挤入间隙造成损伤损坏及相对运动润滑油膜层增厚等造成泄漏。通常介质压力越高,要求间隙越小;O形橡胶密封圈的硬度越高,间隙可选取大一些。同时,实践生产经验表明:相对运动藕合面之间选用H8/f8或H9/f9的间隙配合,且两耦合表面粗糙度值(Ra)选用1.6~0.8μm,可获得预定的相对运动润滑油膜层最小厚度、优良的密封效果及适宜的使用寿命。
5.3规范设计,提高密封槽的加工制造质量
O形橡胶密封圈用密封槽的规格尺寸通常可按 “活塞沟槽尺寸、活塞杆沟槽尺寸、轴向沟槽尺寸及沟槽尺寸公差(GB/T 3452.3-1988)”或O形橡胶密封件生产厂家规定的沟槽尺寸及公差等选用。设计制造过程中,应确保O形橡胶密封圈用密封槽槽口处圆柱面与槽底处圆柱面之间的同轴度要求(径向密封)和(或)端面环形槽大、小圆柱面之间的同轴度(轴向密封)要求;且密封槽槽口处及槽底部均采用圆角光滑连接,避免锐角、尖角及毛刺等损伤损坏O形橡胶密封圈;并努力提高密封槽槽壁及槽底的表面光洁度等。
5.4 O形橡胶密封圈产品质量符合规定要求
采购及选用O形橡胶密封圈时,主要是观察其外观质量。要求橡胶材料应结构致密,具有适宜的弹性,无气孔、无针眼、无麻点、无凸起、无凹坑、无裂纹及无毛刺等缺陷,且外表光洁,无粘附物等。并选用通过ISO9001:2000质量管理体系认证的大型生产厂家提供的且符合“液压、气动用O形橡胶密封圈尺寸及公差(GB/T 3452.1-1992)”要求并附有生产出厂日期及产品質量合格证的O形橡胶密封圈。
5.5规范装配流程
(1)需在活塞(活塞杆)的端部加工制造成轴向长度约8~10mm及斜度角为15~30°的导向锥面,并在O形橡胶密封圈所经过的杆件表面均匀涂敷润滑脂或润滑油,以减小安装阻力(摩擦阻力),便于O形橡胶密封圈的安装:若安装过程中需通过外螺纹和(或)横向孔洞时,设计制造中可使外螺纹的外径或横向孔洞处的截面直径小于O形橡胶密封圈的内径,并在横向孔洞处的端部倒角或加工制造成圆角,以免造成O形橡胶密封圈的损伤损坏。
(2)需在缸筒(缸盖导向套)孔的端部加工制造成轴向长度约8~10mm及斜度角为15~300的导向锥面,并在O形橡胶密封圈所经过孔的内表面均匀涂敷润滑脂或润滑油,以减小安装阻力(摩擦阻力),便于O形橡胶密封圈的安装;若安装过程中需通过内螺纹和(或)横向孔洞时,设计制造中可使内螺纹的底径和(或)横向孔洞处的截面孔径大于O形橡胶密封圈的外径,并在横向孔洞处端部倒角或加工制造成圆角,以免造成O形橡胶密封圈的损伤损坏。
(3)安装过程中,应细心操作,最大限度地避免O形橡胶密封圈产生拉伸变形,以免损伤损坏O形橡胶密封圈。
5.6工作环境清洁
工作环境的清洁度主要是指工作介质(如:液压油、压缩空气等)的清洁度和现场环境的清洁度符合相应的法律法规要求。具体表现为:必须增强液压油的污染与防护意识,加强液压油的检测与管理。定期清洗和(或)更换滤油器的过滤芯及定期检测液压油的污染度,一旦滤油器过滤芯损坏和(或)液压油污染时,应及时更换液压油。同时,向液压传动系统(油箱)增补液压油时,必须是同一品种的液
压油并经过滤后才能加入油箱,绝不能混合不同品种的液压油;此外,还应做好液压油的储藏及保管等工作。同样,也应定期清洗和(或)更换设置于油箱上的空气过滤器(也称空气滤清器)的过滤芯。只有这样,才能确保工作介质(如:液压油、空气等)的清洁度符合规定的要求。现场工作环境要求是空气清晰、地面干燥、清洁卫生、无灰尘及污水等污物。
5.7做好储藏及保管等工作
应将O形橡胶密封圈存放在密封的聚四氟乙烯塑料袋内,并做好存放日期及规格尺寸等标识内容,然后存放在阴凉干燥通风的位置。避免存放在阴暗潮湿或温度较高或阳光直射的地方,或与酸、碱、盐、油类及化学类物质混放在一起,以免加速O形橡胶密封圈的老化。
参考文献
[1] 薛胜雄等.高压射流技术与应用[M].机械工业出版社,1998.
[2] 刘鸿文.材料力学[M].人民教育出版社,1979.
[3] 成大先 .机械设计手册 第四版 第1卷[M].化学工业出版社, 2002.
[4]成大先 .机械设计手册 第四版 第3卷[M].化学工业出版社, 2002.
[5] 明仁雄,王会雄.液压与气压传动 [M].国防工业出版社,2003.
[6] 周谟仁.流体力学 泵与风机[M].中国建筑工业出版社,1984.
[7] 网上文章 “O形密封圈的主要失效原因及其防治措施”.
[8] 网上文章 “O形密封圈常见使用问题及应对措施” .
