
浅谈一种2Cr13大型环锻件的热加工工艺
2020-02-19 02:27:32孙传金安凤军丹东丰能工业股份有限公司
锻造与冲压 2020年3期
文/孙传金,安凤军·丹东丰能工业股份有限公司
2Cr13属于马氏体不锈钢,对于大型环锻件来说其特性为导热性较差、对表面裂纹敏感,在加热以及锻造时容易开裂,导致内部出现夹杂、裂纹等缺陷。因此,制定合理的2Cr13大型环锻件锻造工艺很有必要,并结合实际生产情况,其工艺流程得到了有效的验证。
原材料特性
⑴化学成分按照JB/T 6398-2006《大型不锈、耐酸、耐热钢锻件》的标准要求,具体如表1所示。
⑵物理性能:2Cr13属于马氏体型不锈钢,主要用于制造承受较高应力、要求耐腐蚀和耐磨损的机械零件,也广泛用于造纸工业、食品工业、餐具以及医疗器械等。
⑶供货状态:锻后退火处理,为后续的淬回火做准备。
锻造工艺流程
鉴于2Cr13马氏体型不锈钢的特点,其锻造工艺流程为:钢锭→一次加热→剁切水冒口→二次加热→镦粗平整冲孔→三次加热→辗环→退火处理→粗车→探伤→打硬度→包装。
下料
⑴尺寸。如图表2所示。
⑵钢锭。可采用电弧炉、电弧炉+电渣重熔等方法冶炼,密度为7.75g/cm3,根据锻件重量计算采用4.3t锭型的钢锭,对水冒口进行热切割。
⑶准备。由于马氏体型不锈钢对表面裂纹敏感,因此在下料前先将钢锭表面打磨光滑后,再进行装炉加热,防止在加热时产生裂纹,如图1所示。
加热
⑴装炉炉温。冷钢锭装炉时装炉炉温不得高于400℃,若装炉炉温在300℃~400℃之间时应在对应的温度下保温23h后再开始加热,确保升温速度与保温时间。

表1 化学成分的质量分数(%)

表2 各工艺尺寸
⑵装炉位置。装炉前及时清理炉底氧化皮或垫上耐火砖。工件在炉内的装炉位置为中间,不准将工件放置在靠近炉门位置以及火焰喷口处。若无法避开烧嘴,则需要在烧嘴一侧处用耐火砖砌墙,挡住热流,防止局部温升速度快。
⑶升温速度。马氏体型不锈钢的导热性差,升温速度不宜过大,具体升温速度如图2所示。
⑷保温时间。根据锻件截面尺寸确定保温时间。
锻造
⑴技术要求。
1)锻造前需对锻造砧板及冲头进行预热,温度不低于200℃~300℃。锻造之前先锻其他锻件,砧板及冲头温度上升后再锻此工件。
2)镦粗并在900℃~950℃时应避免重击,以防破裂。
3)若镦粗拔长后锻坯表面出现裂纹,先进行随炉退火后及时清理,再进行辗环。
4)退火时需要先将炉温加热至850℃后,放入锻坯,随炉冷却。
5)冲孔连皮厚度φ400孔为100±10mm。
6)冲孔后将造成端面凸起,辗环时会出现端面折叠,因此在第二道冲孔后需将坯料端面凸起平整;若冲孔位置偏心较大≥30mm时需滚圆。
⑵锻造流程。
1)一次加热锻造流程:倒棱拔长→一次剁切→二次剁切→三次剁切(图3~图7)。
注意:剁切水冒口时应分三次进行,每次剁切至约三分之二处,每次剁切后旋转120°,第三次将水冒口切净后平整,保证无毛刺。
2)二次加热,锻造流程:镦粗→滚圆→冲孔(图8~图10)。
3)三次加热锻造流程:辗环(图11)。
注意:0℃~1200℃的热收缩系数为1.76%并按温度调整。辗环时不允许喷水,转速不宜过高,防止锻件裂纹。锻造、辗环以及退火后应标注好冒口位置。

表3 超声波探伤的质量等级
锻后退火处理
将辗环后的环坯放入预先加热至650±10℃并保温的炉中,并随炉冷却至650℃后按照退火曲线进行升温以及冷却,如图12所示。
结论
⑴UT探伤。将退火后的环件粗车端面,保证粗糙度Ra12.5μm,对端面进行100%UT探伤,探伤等级符合要求,如表3所示。
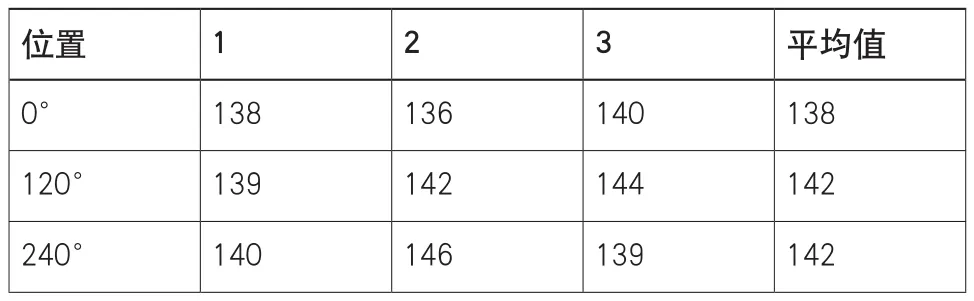
表4 成品硬度值(HB)
①如果2个缺陷症状的端—端间距不超过最大缺陷症状的主要尺寸,则它们视作一组。
⑵硬度检测。探伤后对环件进行布氏硬度检测,客户要求HB≤190,实测硬度值如表4所示,成品如图13所示。
猜你喜欢
金属加工(热加工)(2020年3期)2020-05-13 04:20:00
山东冶金(2019年2期)2019-05-11 09:11:58
材料与冶金学报(2019年1期)2019-03-08 07:47:30
中国铸造装备与技术(2017年6期)2018-01-22 01:50:04
电子制作(2017年13期)2017-12-15 09:00:24
设备管理与维修(2016年7期)2016-04-23 06:51:56
大型铸锻件(2015年4期)2016-01-12 06:35:33
大型铸锻件(2015年4期)2016-01-12 06:35:10
大型铸锻件(2015年1期)2016-01-12 06:33:08
铸造设备与工艺(2015年1期)2015-01-21 02:09:38
