坡口对异种钢中厚板对接焊成形质量的影响研究
2020-02-02 10:47陈建平黄昌文
广东技术师范大学学报 2020年6期
陈建平,姚 屏,黄昌文
(1.佛山职业技术学院 机电工程学院,广东 佛山 528317;2.广东技术师范大学 机电学院,广东 广州 510665;3.广州理工学院,广东 广州 510540;4.广东万和新电气股份有限公司,广东 佛山 528305)
0 引言
Q345钢是含有Mn和Si合金元素的低合金高强度结构钢,具有良好的机械性能和工艺性能.Q345钢仅比低碳钢Q235增加少量的Mn元素,但其强度可提升35%左右,是最为经济实用的合金结构钢.因其焊接性良好,且具有突出的抗大气海水腐蚀能力,常用于压力容器、锅炉管道和桥梁建设等.304不锈钢是应用最为广泛的一类奥氏体型不锈钢,具有良好的防腐防锈性能和生物相容性,可用于食品级容器、医疗器械等行业,但价格稍高.以上两种钢材在工业生产中各有侧重,均极为广泛.在实际应用中要求合理利用材料,常将不同性能的钢材进行焊接连接以满足不同性能的要求,实现成本优化和良好的经济效益.
哈尔滨工业大学李洪亮[1]等人对8mm板厚的异种钢304L和16Mn低合金钢进行自保护药芯焊丝水下湿法焊接,试件开设了钝边2mm、坡口角度60°V形坡口,采用自行开发的镍基管状焊丝进行单道焊,试验具有良好的电弧稳定性并获得了外观质量良好的焊缝.西南石油大学黄本生[2]等人采用TIG焊对12mm板厚的Q345与316L对接接头显微组织结构与力学性能进行研究,试件采用坡口角度75°V形坡口,对口间隙和钝边2mm,分析接头微观组织结构发现有明显的碳元素迁移现象,力学性能试验表明焊缝冲击韧性良好.重庆大学蔡建鹏[3-5]等人针对V形、X形、K形坡口10mm板厚Q345与304异种钢对接接头的残余应力和变形进行数值模拟研究和试验验证,焊接接头的横向收缩和角变形均较明显,不同坡口在母材与焊缝交界处的应力分布均出现不连续性;K形坡口焊缝交界处附近的应力较其他两种类型坡口明显较小,焊接接头变形亦较小.贺诚[6]等人针对板厚为24mm的Q345B与304L筒体结构焊接出现缺陷进行分析与解决,试验中焊缝开设坡口角度45°单V形坡口,采用手工电弧焊在焊接接头处出现肉眼可见的纵向裂纹,部分裂纹贯穿整个焊缝.通过分析焊缝裂纹产生原因,改用非熔化极惰性气体保护电弧焊(TIG)焊打底、手工焊条电弧焊(SMAW)或熔化极气体保护焊(GMAW)填充盖面、降低热输入等工艺措施,以实现焊接有效连接,防止了裂纹的产生.广东技术师范大学姚屏[7]等人针对电弧声谱图分析电弧声稳定性的方法对电弧焊过程进行定量评价,对多道焊过程中评价焊缝质量、判别是否出现热裂纹等缺陷提供了更及时便利的解决方案.
由此可见,Q345合金结构钢与304不锈钢的焊接作为典型异种钢连接,国内已经有一定的研究,但是由于不同钢材本身化学成分、膨胀系数、热导率等固有性能的差异,导致焊缝易出现不同程度的焊接缺陷,如裂纹、气孔等,因此选择合适的焊接规范具有一定的研究意义.
采用中厚板或厚板进行焊接连接,其应用场合通常要求致密性,并可承受一定压力.因此,可采用大的焊接热输入的熔焊方法来实现,以获得良好的致密性接头.本文结合企业商用热水锅炉进出水管路构件焊接生产实际,产品应用场景如图1所示,管路要求致密且可通过1.5MPa耐压力测试.Q345低合金结构钢按照不同温度下对冲击韧性要求区分A-E质量等级,本产品应用中无须承受冲击,牌号选用对冲击韧性不作要求的Q345A.本文主要以30mm等厚Q345A与304不锈钢异种钢板的焊接工艺进行研究,通过开设不同坡口形式,优化焊接工艺,防止焊接裂纹,以实现两种中厚板材料的可靠连接,获得可承载1.5MPa的致密焊缝.

图1 产品应用场景
1 材料的焊接性分析
1.1 中厚板焊接性
焊接过程由局部快速加热和冷却阶段组成,使母材产生不均匀的应力应变,易导致变形和裂纹等缺陷.Q345A钢板通常情况下具有良好的焊接性能,但板厚较大时,在焊接应力的作用下,易产生纵向裂纹,为中厚板的焊接增加难度.
中厚板焊接连接通常采用多道焊,在选择焊接方法和焊缝填充材料时需避免夹杂.因而,可选择熔化极惰性气体保护焊、CO2气体保护焊等焊接方法可避免不必要的夹杂.母材厚度增加,焊缝难以焊透,其融合难度增加,为调整焊接热量输入和提高焊缝接头强度,需开设合适的坡口,调整焊缝成形系数,控制焊缝熔合比,获得较好的焊缝成型,以保证中厚板焊接获得良好的焊接接头.
1.2 异种钢焊接性
为了对比母材化学成分,Q345低合金结构钢选择Q345A作为试验材料.304不锈钢和Q345A低合金结构钢主要合金元素成分如表1所示,母材化学成分具有较显著的差异.在异种材料熔焊焊缝中,焊接接头的化学成分基本上由母材或者与填充材料三者按熔化量的比例混合而成,导致各化学成分的浓度被稀释而降低.在焊后加热过程中,因碳含量与碳活度不同,碳将从Q345A一侧向304不锈钢一侧扩散迁移,与不锈钢中的铬结合形成碳化物,而在Q345A一侧形成脱碳层,且晶粒长大,加剧形成两侧硬度差异,引起焊接接头力学性能恶化,可导致焊接构件在后续使用过程中出现严重的焊接质量问题.
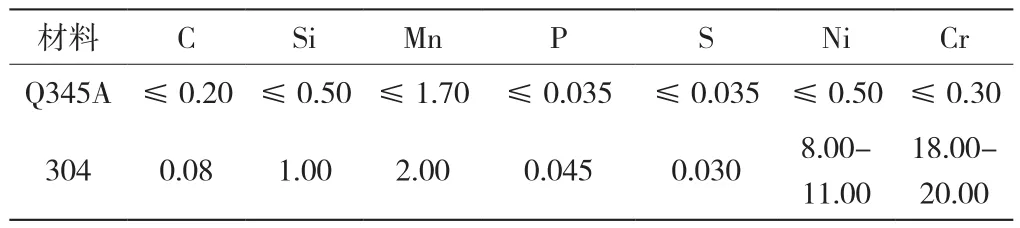
表1 304不锈钢和Q345A低合金结构钢合金成分表
由此可见,实现低合金结构钢Q345A与304不锈钢板的可靠连接,对焊接方法与焊接工艺提出更苛刻的要求.
在异种金属焊接中,由于不锈钢与低合金钢的化学成分、力学性能及物理性能的差别,焊缝容易产生气孔、夹渣,焊缝及近缝区易产生裂纹等缺陷[8].两种材料的焊接相关物理性能参数如表2所示,常温下的热导系数相差两倍以上,在高温焊接条件下,热膨胀系数仍具有显著的差异.Q345A钢材具有良好的焊接性能,但随板厚增加,具有一定的冷裂纹倾向,可采取一定的预热措施,以避免冷裂纹的产生.较于低合金结构钢,304不锈钢材料线膨胀系数大,热导率小,在焊接局部加热和冷却条件下,由于剧烈的热胀冷缩,一方面导致突出的焊接变形,另一方面导致焊缝及热影响区产生较大的焊接应力,进而产生热裂纹.
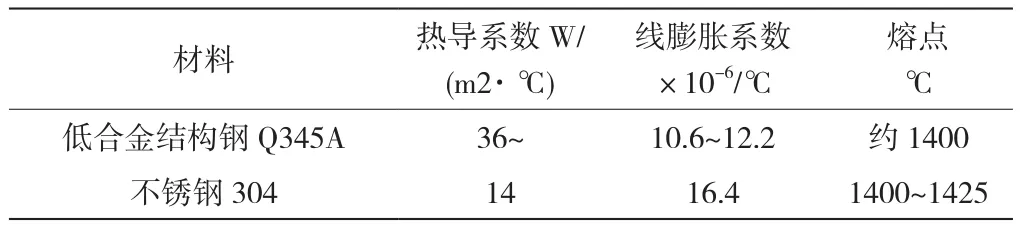
表2 低合金结构钢Q345A与不锈钢304物理性能参数
1.3 焊接工艺分析
根据304不锈钢和Q345A低合金结构钢的焊接性能分析,结合焊接的经济性和焊件产品的实际应用,焊接产品有密封和承压性能方面要求,需采用易获得密封性良好的焊缝.熔焊作为最为常见,应用最为广泛的焊接方法之一,其焊缝具有良好的密封性能.
本文拟采用熔焊的方法以实现不锈钢与低合金结构板的焊接对接连接,并对此进行了试验研究.
2 试验平台及方法
2.1 试验平台
试验采用的焊接电源是唐山松下产业有限公司生产的松下YD-500GL5电焊机,系数字IGBT控制CO2/MAG/MIG焊机,其小电流下可实现轻飞溅短路过渡,适合打底及大间隙焊接,也可应用于大熔深穿透焊和厚板打底焊.送丝机构采用松下YW-50DG管状送丝机构,配套采用松下YT-50CS空冷焊枪,W-201THNM气体调节器.承担打底焊的手工电弧焊机为北京时代科技股份有限公司生产的时代电焊机ZX7-400手工直流弧焊机.试验主要装置如图2所示.

图2 试验装置示意图
2.2 试验材料
试验母材采用30mm等厚低合金结构钢Q345A与304不锈钢板.母材选用尺寸规格为500mm×100mm×30mm(长×宽×高).熔化极活性气体保护焊(MAG)采用焊丝型号ER309L,即H03Cr24Ni13Si,规格为直径1.0mm,为哈焊所华通(常州)焊业股份有限公司制造,焊丝化学成分如表3所示,焊丝熔敷金属化学成分及机械性能如表4所示.ER309L系超低碳型不锈钢焊丝,在高温环境下的强度比ER309略低,但抗晶间腐蚀性能更佳.由于增加了Si的含量,焊接操作性及熔金流动性更佳,用超低碳不锈钢焊丝焊接对防止裂纹有利.考虑到产品后续需要采用热处理,降低熔合线碳迁移过程影响,其焊接裂纹倾向较ER309小的多.SMAW打底焊采用焊条为E309L-15碱性药皮的不锈钢焊条,直径为1.0mm,可进行全位置焊,熔敷金属具有良好的抗裂性能及抗氧化性能.

表3 焊丝化学成分(%)
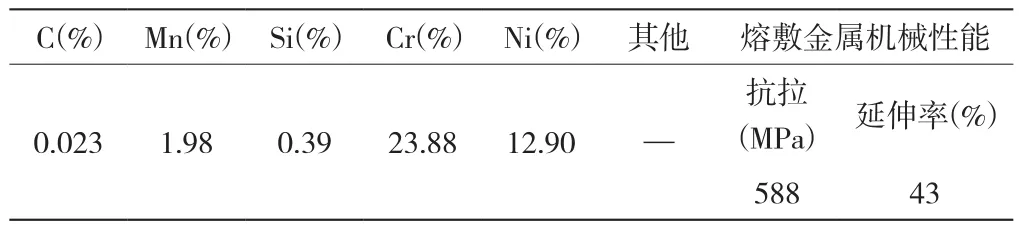
表4 ER309L焊丝熔敷金属化学成分及机械性能
2.3 坡口形式
焊接母材开设坡口是为了保证根部焊透,特别是中厚板和厚板,通过开设坡口可使焊接热源能深入接头根部,以获得优质焊接接头.坡口形式的选择主要取决于母材厚度、焊接方法和工艺要求.对接焊接常见坡口形式及其特点比较如表5所示.试验采用的是Q345A和不锈钢304异种钢30mm中厚板对接,须分析试验母材成分和焊接性,依据母材30mm厚度及可承载、致密性等工艺要求设计并开设坡口.因Q345A材料热导系数较304不锈钢大,线膨胀系数接近2/3,焊接过程中散热较快,角变形较大.若设计非对称坡口形式,坡口应朝向Q345材料一侧.坡口的合理开设可以调节焊缝成形金属成分,控制熔合比,形成具有良好组织性能的焊接接头,同时有利于控制焊后变形,防止裂纹等焊接缺陷.

表5 焊接对接常见坡口形式及特点
根据以上分析,为获得可承载致密性良好的焊接接头,控制焊接变形,防止裂纹,需有针对性地设计焊接接头形式.母材规格及焊接接头如图3所示.设计焊缝坡口具体尺寸开设如图4所示,试验组采用非对称K形坡口,坡口朝向Q345A一侧.坡口开设后可减小焊缝间隙,降低焊缝充填量.为了有利于焊缝根部焊透,同时便于焊材送入,开设45°坡口面角.打底焊主要作用为控制变形和焊缝成形质量,坡口深度取值宜较小,便于采用较慢的焊接速度,减少打底焊的焊缝充填量,同时可以提高后续焊接盖面效率.因此,开设坡口深入焊缝2/3板厚处.对照组采用I形坡口.
2.4 试验方法与工艺

图3 试验母材规格及焊接接头示意图
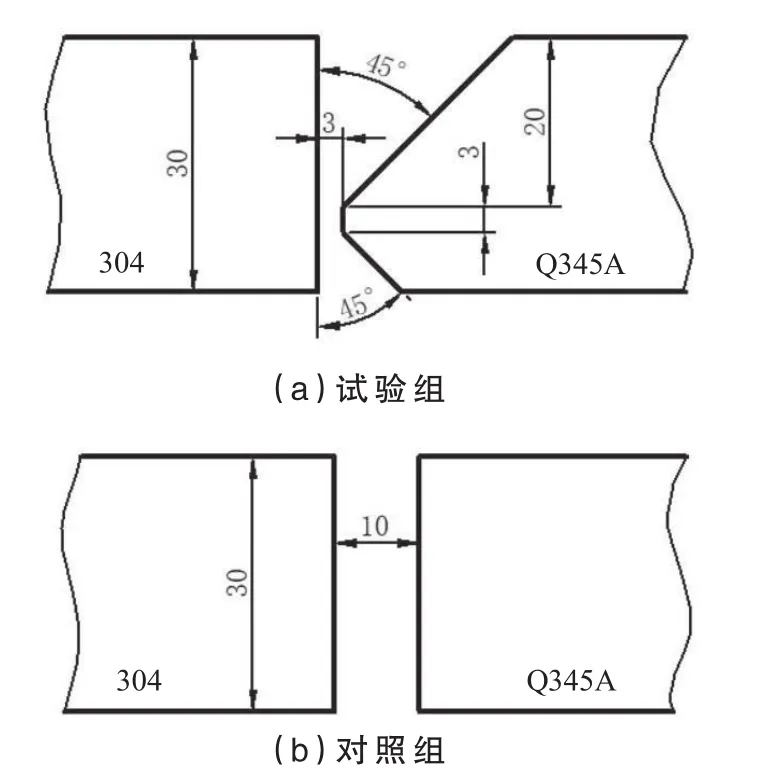
图4 母材焊缝坡口示意图
试验采用平焊,使用多道焊的方式进行.采用SMAW打底,再使用MAG进行盖面.打底焊前将试件整体预热至150℃,焊后即时用敲渣锤和钢丝刷清理焊缝表面焊渣,清理中注意观察焊缝是否存在裂纹.完成盖面焊接后,检测熔宽和余高,计算余高系数,分析焊缝外观质量.焊缝外观质量良好的试件采用超声波(UT)进行无损探伤.
试验材料采用Q345A低合金结构钢和304不锈钢板,材料厚度均为30mm.为避免无关因数对试验的影响,焊接坡口加工完成后,对于不锈钢试件待焊接区20mm范围内,用丙酮擦拭以去除材料表面油污,再对试件进行烘干确保无水分.对于低合金钢试件表面的待焊接区20mm范围内,用角向磨光机及砂纸进行抛光以去除氧化膜,直至露出金属光泽,之后再行清洗并烘干,确保无污物无水分.
SMAW打底焊主要试验工艺参数如表6所示,采用直流反接,直线运焊条,因对照组焊缝坡口空间较小,采用焊条直径为1.0mm,以保证焊接接头根部充填.MAG盖面焊接主要试验工艺参数如表7所示,焊丝伸出长度为12mm,与焊接方向保持65~80°倾角.试验组和对照组均制备3套试件,采用相同设备在相同条件下进行焊接试验.

表6 手工电弧焊(SMAW)打底焊主要试验工艺参数
表7 熔化极气体保护焊(MAG)盖面焊接主要试验工艺参数
3 试验结果与分析
试验发现30mm等厚的低合金结构钢Q345A与304不锈钢采用I形坡口的对照组,通过SMAW打底焊即在焊缝中心出现纵向裂纹,且焊料难以顺利流入根部,如图5所示,焊缝外观质量较差.在试验过程中,因产生裂纹无法达到产品使用的合格要求,未对已经产生肉眼可见裂纹的对照组进行盖面焊接.在焊接过程中,Q345A靠近焊缝一侧出现碳迁移过渡层,熔合区化学成分不均匀,成为焊接接头力学性能最为薄弱的区域.因加热与冷却过程中材料变形能力不同,304不锈钢的变形能力大而产生拉应力,Q345低合金结构钢则产生压应力,使得产生的热应力集中导致熔合区在凝固过程中出现热裂纹.

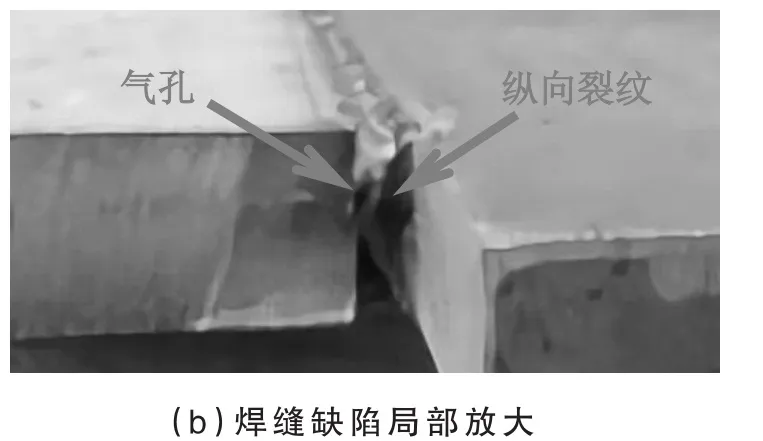
图5 30mm厚Q345A与304钢板焊接试验(对照组)
试验组通过采用SMAW打底,三组均未发现肉眼可见的热裂纹,之后采用MAG焊进行盖面焊接.焊后,经外观检测焊缝表面成型质量良好,焊缝如图6所示.

图6 30mm厚Q345A与304钢板焊接试验(试验组)盖面焊缝
试验组焊缝余高系数如表8所示,均介于4至8之间,符合合理的焊缝余高系数要求.通过余高系数的对比初步发现,在同等试验条件下,熔宽增加,余高降低.
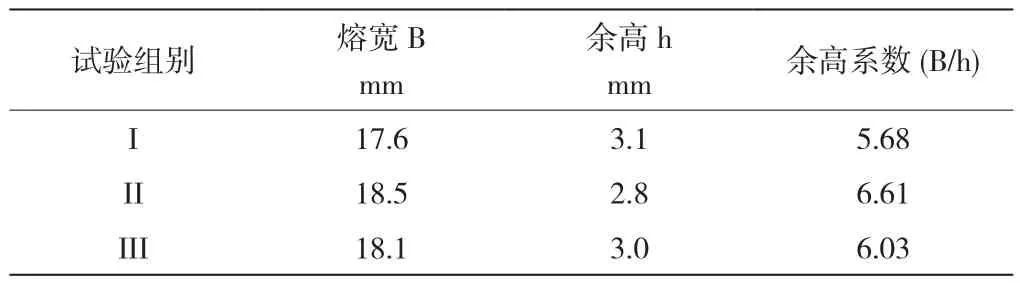
表8 试验组余高系数表
试验组开设K形坡口的焊接接头较对照组提高了焊缝截面的有效厚度,焊缝中热应力更加均匀分散,无明显热裂纹产生.后续产品通过超声波探伤(UT)检测为II级.由此可见,选择合理的焊接工艺可实现异种钢中厚板的良好连接.
4 结论
(1)焊接接头开设K形坡口,其坡口面角位于Q345A低合金结构钢一侧的30mm等厚Q345A与不锈钢304异种钢对接焊接,焊前母材采用150℃预热,采用SMAW进行打底焊,MAG进行盖面,可以较好地实现合金结构钢Q345A与不锈钢304中厚板的焊接连接.
(2)对板厚30mmQ345A与304异种钢对接采用I形坡口焊接,产生肉眼可见的焊接裂纹,焊接性能差,无法完成焊接.
(3)坡口形式对中厚板Q345A与304异种钢对接焊接成形质量有较为重要的影响,K形坡口可作为对接焊接的备选方案,可为后续类似异种钢对接焊工艺参数的选择提供借鉴.
猜你喜欢
山东冶金(2022年2期)2022-08-08
建筑与预算(2022年6期)2022-07-08
内燃机与配件(2020年4期)2020-09-10
重型机械(2020年3期)2020-08-24
建筑与预算(2020年2期)2020-04-16
山东冶金(2019年3期)2019-07-10
中国金属通报(2019年1期)2019-05-23
中国特种设备安全(2019年1期)2019-03-13
焊接(2016年1期)2016-02-27
山东工业技术(2014年23期)2014-04-18