
触摸屏技术在电火花高频电源中的应用
2020-02-02 06:46高鑫刘雨兰周正陈桂斌
电子技术与软件工程 2020年15期
高鑫 刘雨兰 周正 陈桂斌
(江苏信息职业技术学院智能工程学院 江苏省无锡市 214153)
工业控制系统中,人机界面(HMI)是人与设备之间交换信息的重要媒介,人机交互技术受到广泛关注,近年来越来越智能化。此外,电火花高频电源作为电火花数控机床的一个重要组成部分,其人机交互方式通常采用数码管进行显示高频加工参数,采用琴键开关或拨码开关或按钮开关进行操作,操作面板结构复杂,且显示不直观,使用中操作开关经常损坏,故障率高,致使机床品质下降。为了解决这一问题,本文采用触摸屏控制技术,设计了一种电火花高频电源的触摸屏控制界面系统。
1 控制界面系统功能
本文设计的电火花高频电源的触摸屏控制界面系统可应用于电火花数控线切割机床、电火花数控穿孔机,其触摸屏控制界面系统流程图如图1所示。开机时,出现开机主界面,通过触摸各个开关进入到其余的4 个界面:线切割刀组设定界面、线切割高频控制界面、穿孔机高频脉冲设定界面、穿孔机高频控制界面,进行设定所需要的高频脉冲波及其相应的操作控制与显示。
2 硬件选型
电火花高频电源的触摸屏控制界面系统硬件框图如图2所示。由2 个主要元件构成:触摸屏,控制器。触摸屏与控制器通过串口通信方式进行交互数据,触摸屏中进行高频脉冲参数的设置或操作,并将这些数据通过串口传输给控制器,由控制器发出信号控制机床的工作;同时,控制器还将检测信号传送给触摸屏进行显示。
触摸屏选用一款5 寸分辨率为800*480 的基本型组态工业串口屏,工业级标准设计,适合室内外恶劣工作环境,系统处理器采用Cortex-M3+高速FPGA 双核设计,ARM 主要进行协议解析和图片下载,FPGA 主要实现Nandflash 图片读取和TFT 控制显示,内置大容量图片和字库存储器,支持常用组态控件,图文刷新快,多语言一键切换。
控制器选用atmega16 单片机,32 个通用I/O 口线,与触摸屏之间只需要发送和接收相应的串口指令。
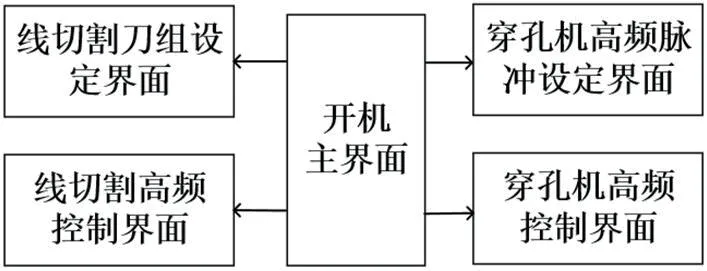
图1:触摸屏控制界面系统流程图
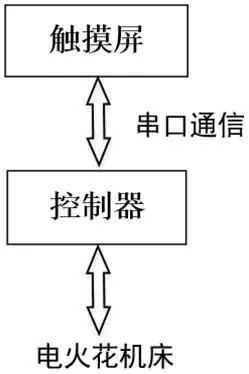
图2:触摸屏控制界面系统硬件框图

图3:开机主机面
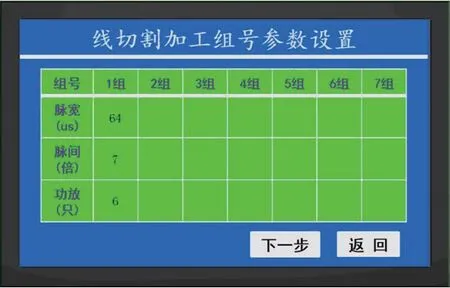
图4:线切割刀组设定界面
3 软件设计

图5:线切割高频控制界面
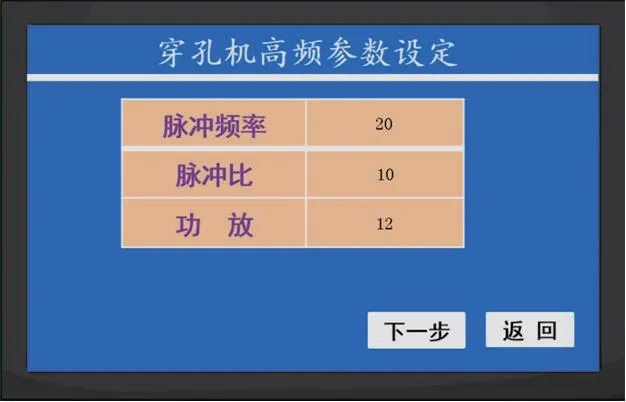
图6:穿孔机高频脉冲设定界面

图7:穿孔机高频控制界面
本设计的主要流程事先设计好所需画面,然后通过上位机VisualTFT 软件对工程画面中的按钮控件、文本控件、图标控制等进行配置,运行“虚拟串口屏”进行模拟仿真,最后通过USB 将整个工程下载到串口触摸屏内部存储器中。工程下载到触摸屏内后,一旦按下画面某个按钮,atmega16 单片机串口就会收到屏幕上传的ID 信息,经解析后控制电火花机床动作,或上传采集信息至触摸屏进行画面更新显示。
开机主界面如图3,触摸“数控线切割”图标、“数控穿孔机”图标,就可进入到相应的高频设定界面。
线切割刀组设定界面如图4,适用于快走丝数控线切割机床和中走丝数控线切割机床,同时设置7 组加工高频参数,参数设定跨度大,通过小键盘可任意设定,脉宽1us 至120us,脉间1 倍至14 倍,功放1 至6,实现多种规格材料的加工切割要求。
线切割高频控制界面如图5,进行当前高频加工参数的显示,让用户一目了然掌控切割进度状态,同时通过触摸“机床对刀”图标,可发出相应高频电流,通过单片机控制线切割机床的自动对刀操作。
穿孔机高频脉冲设定界面如图6,与现有市场产品相比,参数设定智能化,精准化,脉冲频率0.5KHz 至20KHz,脉冲占空比9%—90%,功放1 至12,可实现¢0.3——¢5 的精密穿孔要求。
穿孔机高频控制界面如图7,触摸相应的开关,可控制高频脉冲的通断,穿孔加工的开启与关闭等。
4 结论
本设计改变了人们操作电火花高频电源的方式,给机床用户带来更大的交互自由度,可供更多的电火花机床生产厂家使用,适用范围广,有很大的推广和应用价值。
猜你喜欢
湖北农机化(2020年4期)2020-07-24
装备制造技术(2019年12期)2019-12-25
计算机应用文摘(2019年24期)2019-05-30
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年4期)2017-06-22
读者(2015年13期)2015-05-14
河南科技(2014年12期)2014-02-27
自动化与仪表(2014年10期)2014-02-26
