激光表面工程技术及应用实例
2020-01-17 12:50常晓惠河北共晶激光技术有限公司
卫星应用 2019年12期
文|常晓惠 河北共晶激光技术有限公司
一、激光表面工程技术
激光表面工程技术是将现代物理学、材料学、计算机学等先进技术成果和知识综合起来的一项高新技术,既能实现金属材料的表面强化,又可对材料表面进行熔覆修复,使低等级材料高性能化,达到零部件低成本与工作表面高性能的最佳结合。该技术解决了常规整体强化和其他表面强化手段难以克服的矛盾,甚至对原始设计产生了重大影响。按照技术类别,激光表面工程技术可分为三类:激光表面相变硬化技术、激光熔覆再制造技术和激光焊接技术。
激光表面工程技术适合各种中高碳钢、铸铁等材质,广泛应用于石油化工、冶金、机车、航空航天、汽车、船舶、机械、制药、发电、模具、印刷、包装、电器等行业领域。
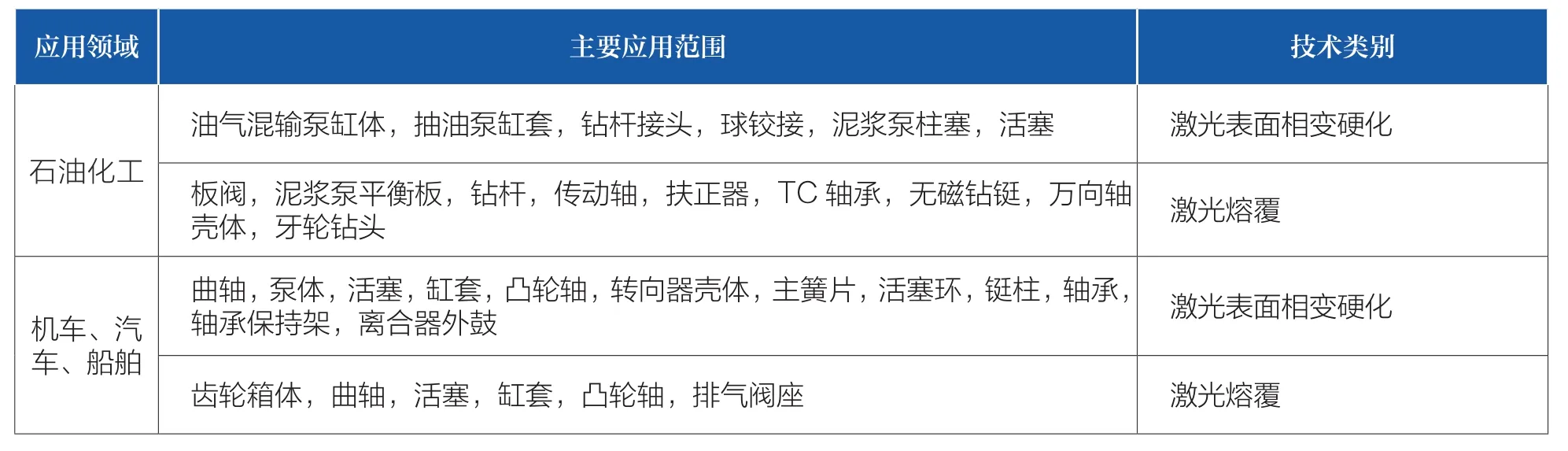
激光表面工程技术应用领域

续表
河北共晶激光技术有限公司是一家集研发、设计、生产、销售与服务为一体的生产型激光技术公司,为用户提供关键零部件的激光表面工程技术支持,以及完善的激光加工解决方案。
二、激光表面相变硬化技术
1.基本原理
以高能量(103~105W/cm2)的激光束快速扫描工件,被扫描的部分以极快的速度升高到相变点以上,随后自冷至马氏体点以下,组织转变为细晶马氏体,从而实现表面相变硬化。
2.技术优势
与传统硬化技术相比,激光表面相变硬化技术具有以下7个方面的优势:①激光表面相变硬化后的硬度比传统手段要高3~5 HRC;②激光加热和冷却速度非常快,变形小;③可对局部、沟槽、内壁、刃口等进行激光表面硬化,可加工形状复杂的零件;④相变硬化层组织细密,位错密度高,耐磨性更好;⑤几乎不破坏表面粗糙度,采用防氧化保护薄涂层;⑥不需要加热和冷却介质,无污染,清洁环保,效果好;⑦加工过程采用计算机控制,质量可靠、效率高。
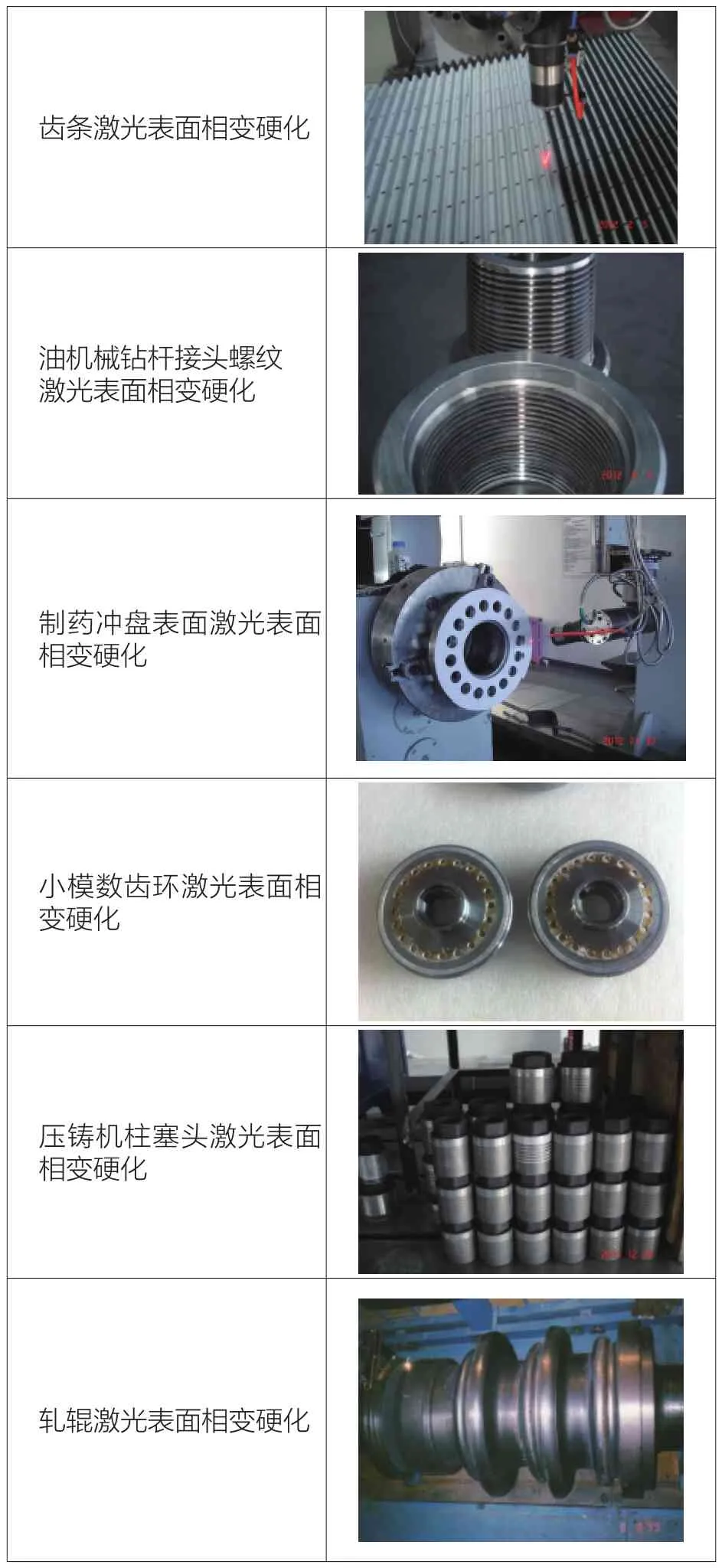
激光表面相变硬化技术应用案例
三、激光熔覆再制造技术
1.基本原理
激光熔覆再制造技术是利用高功率激光束经光学元件聚焦得到极高的能量密度,瞬间将基体表面熔化,同时使预置或与激光束同步自动送至基体表面的合金粉末完全熔化,获得与基体冶金结合的致密覆层。
激光熔覆再制造技术可以达到设计的预期目标,有利于节约成本、降低资源和能源消耗、减少环境污染,以最小的投入获得最大的经济效益,属于绿色环保先进制造技术,是实现经济可持续发展的重要技术途径,也是一种新兴的产业技术。
2.技术优势
激光熔覆再制造技术具有以下6个方面的优势:①被激光熔覆修复的零部件变形小,基体材料在激光加工过程中仅表面熔化,熔化层为0.05~0.3mm,基体热影响区极小,一般在0.1~0.5mm之间;②基材与熔覆材料为冶金结合,结合强度与母材相当;③熔覆层可避免气孔、疏松、夹杂、裂纹等缺陷;④可以根据零部件工况情况,设计配置特定性能的特殊材料,具有很强的灵活性;⑤由于可在零部件的关键部位进行熔覆修复,可节约大量贵金属材料;⑥针对特大型零部件,可以根据实际情况进行现场熔覆修复。
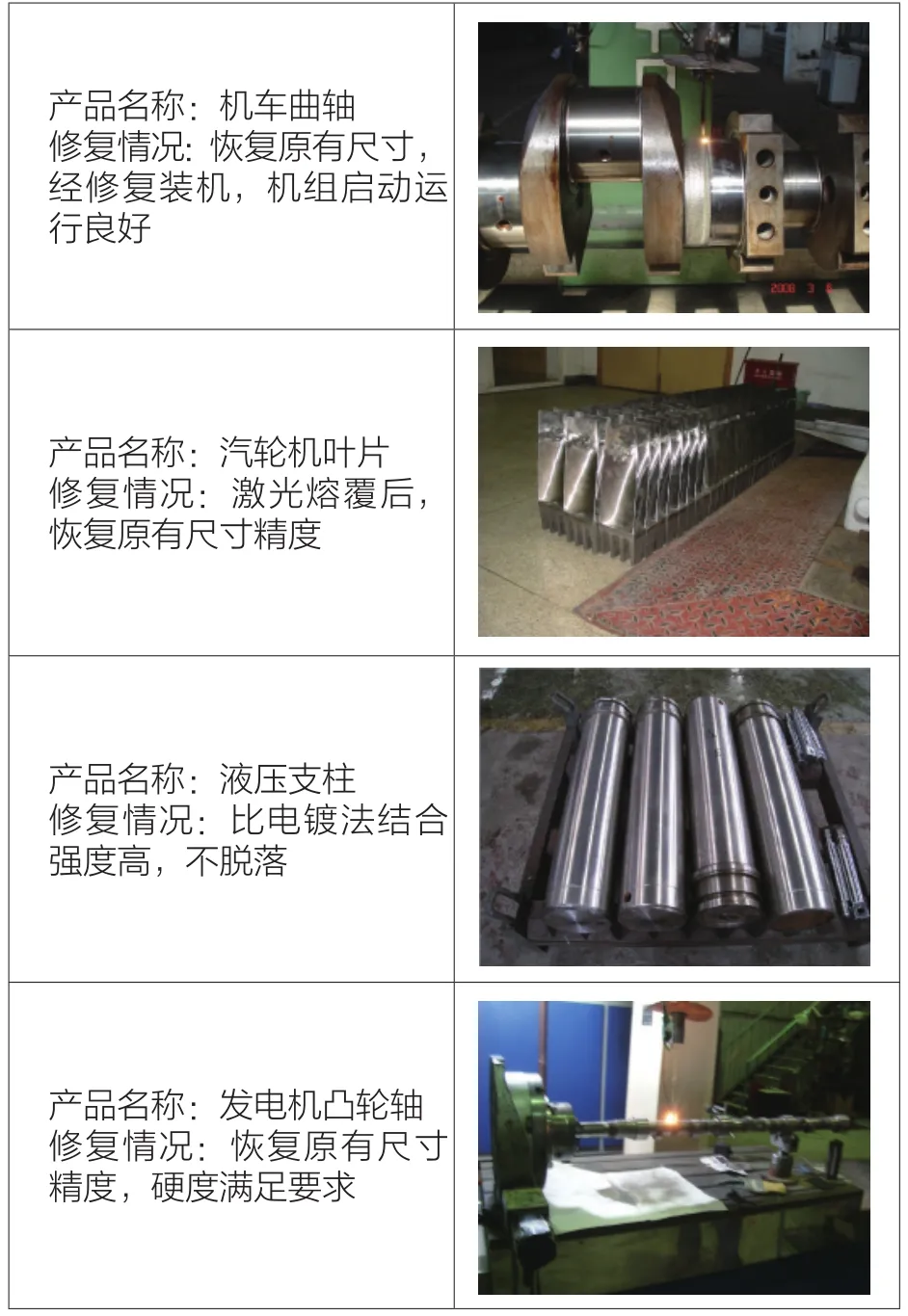
激光熔覆再制造技术应用案例
四、激光焊接技术
1.基本原理
激光焊接技术是利用高辐射强度的激光束,激光束经过光学系统聚焦后,其激光焦点的功率密度为104~107W/cm2,加工工件置于激光焦点附近进行加热熔化,熔化现象能否产生和产生的强弱程度主要取决于激光作用材料表面的时间、功率密度和峰值功率,控制上述各参数就可利用激光进行各种不同的焊接加工。由于激光独有的高亮度、高方向性、高单色性、高相干性,在工业加工中的应用十分广泛,成为焊接技术的重要加工手段。
2.技术优势
激光焊接技术具有以下7个方面的优势:①高深宽比,焊缝深而窄,焊缝光亮美观;②最小热输入,焊接速度快,热变形小,热影响区小;③高致密性,生成无气孔熔透焊缝,焊缝强度、韧性和综合性能高;④强固焊缝,焊接过程中无需电极或填充焊丝,熔化区受污染小,焊缝强度、韧性至少相当于甚至超过母体金属;⑤精确控制,易实现自动化,对光束强度与精细定位可进行有效控制,生产效率高;⑥非接触大气环境焊接过程,工件无物理接触,磁场对激光焊接无影响;⑦成本低,加工精度高,可降低再加工费用和工件成本。
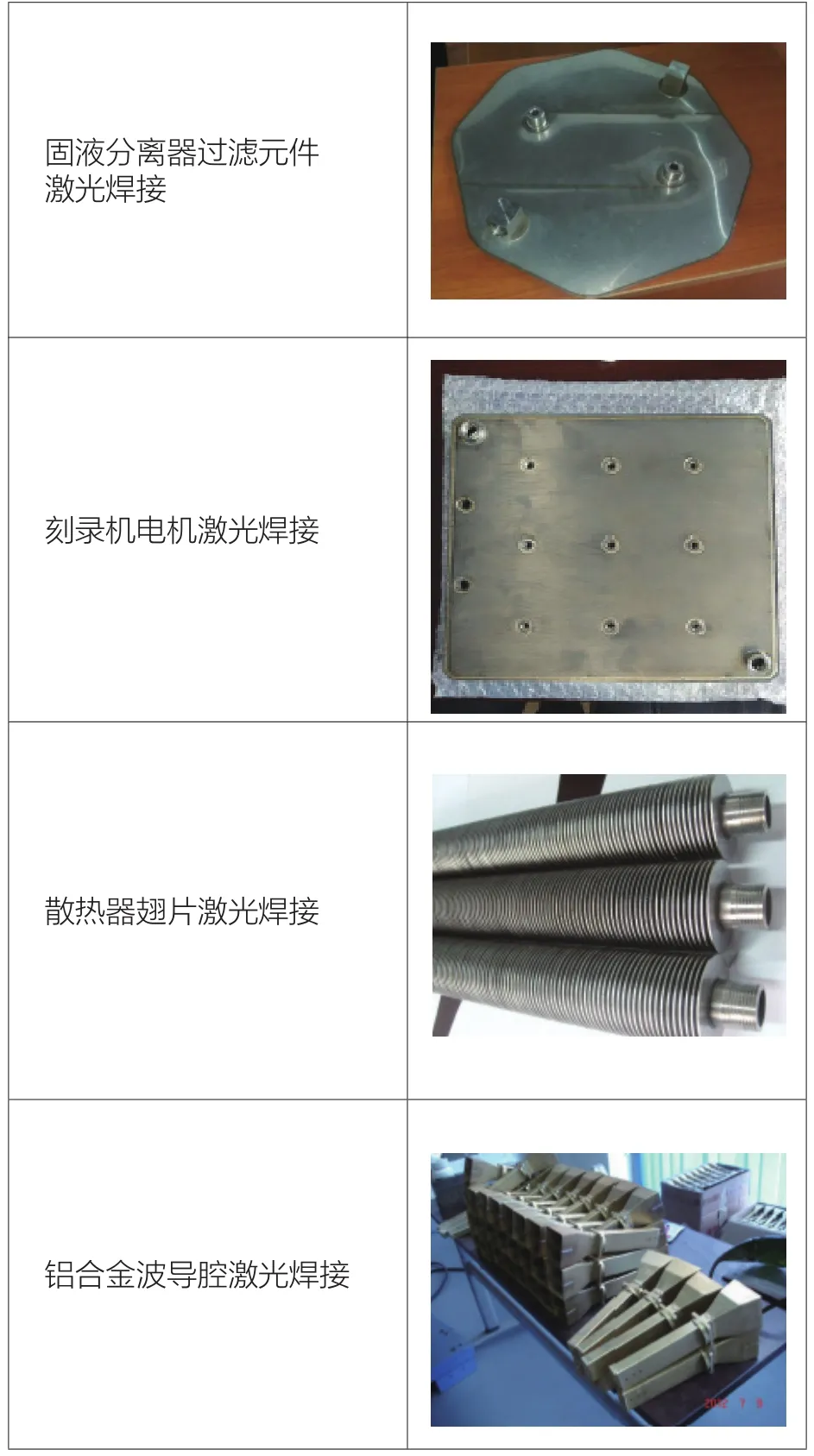
激光焊接技术应用案例
猜你喜欢
科技视界(2022年21期)2022-11-08
今日农业(2022年14期)2022-09-15
表面技术(2022年1期)2022-02-12
现代仪器与医疗(2021年6期)2022-01-18
成都信息工程大学学报(2021年2期)2021-07-22
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
航空材料学报(2020年6期)2020-12-07
科技风(2018年19期)2018-05-14
东方教育(2018年3期)2018-03-30
科技创新与应用(2017年11期)2017-04-27