
用模型材料模拟冷锻折叠问题
2020-01-16 06:15王智勇
广西农业机械化 2019年5期
王智勇
(南京康尼精密机械有限责任公司 南京 210038)
1 引言
在过去几十年来,冷锻生产金属零件的制造工艺变得越来越普遍。冷锻是一种金属对象的温度低于再结晶温度的质量守恒的加工。这个过程有很多优点,如:几何自由度大、材料损失很少、物体的强度和精度好、生产效率高。该过程的主要困难之一,是对模具形成物体几何形状的高要求。为了使物体材料流动,必须施加高压力,在冷锻过程中超过1000t的压力并不罕见。所以,模具的强度必须非常高,来承受无数次的这种压力重复锻造。这些要求需要使用高性能材料,如以钨为主的材料模具和硬金属。
为了使锻造工具更耐高压压力,它们在用于生产之前经受大的外部压力。通常通过使模具圆筒的周边形成圆锥形,然后将模具挤压到外环中来施加该压力,该外环实际上太小。该过程相当于热收缩,用于在发动机轴上安装船舶螺旋桨。另一种预应力工具的方法是通过条带伤。在锻造过程中,即使没有观察到裂缝,也可能发生小的塑性变形区域。圆角的设计影响塑性发生的负荷点和塑性区域的延伸方式。
冷锻的一个严重限制是折叠问题。其中,当压缩应力作用于试样的细长部分时,会发生折叠问题。为了研究模型材料技术对于这类问题是否可靠,已经对钢和铝试样中的折叠现象与模型材料试样中的折叠现象进行了比较。
锻造管道试样上的环和法兰的外部、内部锻造是冷锻的重要领域:这些工艺在法兰几何形状和管端部的支撑方面不同。利用已经知道的钢和铝实验的结果,选择这组工艺用于比较(在钢和铝的折叠问题与模型材料中的折叠问题之间)。
实验在管上的薄环、端部法兰和中心法兰的锻造上面进行,并确定了工艺的局限性。实验结果非常一致,模型材料是合适的,这就表明模型材料技术是一种可靠的工具,可以用于研究折叠所产生的几何形状以及其他几何形状的问题。
2 介绍
冷锻试样新产品开发工具的初始费用很高。除了最终生产工具的设计和制造费用之外,还存在工具修改和修正的成本。如果最后提到的费用减少或消除,就有可能获得:(1)小生产运行中更好的经济性;(2)试样几何形状的更多细节;(3)改善公差。
运用修改工具的常见原因是存在由不利的流动条件引起的折叠。通常可以通过模型材料来研究流动条件:这些研究可以使用简单且廉价的工具(例如,与硬化钢工具相对的木材)进行,这些工具可以在短时间内生产和改变。因此,可以降低在生产硬化工具之前获得优化的工具几何形状的成本。
本文包含了对模型材料和金属进行环形和环形凸缘锻造的实验对比,在两种材料的相同样品几何形状和工艺条件下出现类似的流动缺陷(折叠)已经确定。图1显示了所研究的过程。选择这些过程是因为材料仅部分地与工具接触(即存在自由表面):在这种类型的过程中,假设使用模型材料的实验过程在流动条件中出现差异的可能性最大。
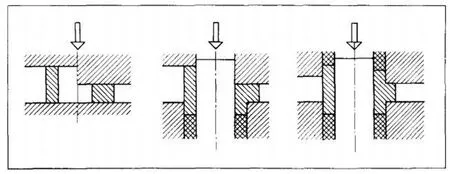
图1.在管上锻造环和法兰。
3 比较的基础
当压缩高高径比的环时,壁变得不稳定,并且在环的内侧形成折叠,通过法兰压缩,类似的机制对于工业级的摩擦条件是有效的。虽然不同的机制在非常低的摩擦系数下变得活跃(p<0.1)。[1]当高度与壁厚之比(H/S比)超过不稳定极限时发生褶皱的形成,其不稳定极限值是直径与壁厚之比(D/S比)的函数,看哪个函数可以用直线近似。[1]Dieterle已经确定了金属(钢和铝)的限制;在目前的工作中,确定了模型材料的类似限制。
4 实验工作
实验所用的试样外径分别为80mm、60mm和40mm,壁厚为10mm,由丝状蜡加上5%的微晶蜡制成。在蜡质实验中,使用摩擦系数相似的润滑剂,模拟了迪特尔报告的摩擦系数,并通过环试验确定了摩擦系数。环件试验中刀具的接近速度与环件和法兰锻件的接近速度相同:这是必要的,因为蜡件试验中的摩擦系数取决于变形速度。[2]
在蚀刻表面或垂直于表面的部分之前,金属样品中的折叠通常是不可见的。同样地,在蜡实验中,折叠也将是不可见的。因此,在白黄蜡环的内表面上施加黑色粉末氧化铁,因此当压缩后样品在对称平面上切开时,任何折叠都将清晰可见。
5 结果
环压缩的极限曲线和两种类型提出了法兰压缩。除了蜡实验的结果之外,还绘制了Dieterle的铝和钢实验曲线。在HIS比率低于给定D/S比率的极限曲线时,不形成折叠。
环压缩的极限曲线:A-钢,u=0.16;B-钢,u=0.24;C-蜡,u=0.14。
端部法兰压缩的极限曲线:A-钢1,u=0.15;B-钢 2,u=0.15;C-铝 1,p=0.10;D-铝 2,u=0.12;u=0.10。
中心法兰压缩的极限曲线:A-钢1,u=0.09;B-钢 2,u=0.10;C-铝 1,u=0.08;D-蜡,u=0.10;E-铝 2,u=0.08。
6 讨论
尽管蜡和金属的结构差异很大,但是,两个材料组的极限曲线大致相同,因此材料流量相同。蜡实验的略微下限曲线可部分的归因于通常略微较低的摩擦水平:所使用的蜡也具有几乎完美的塑性行为,这可能是另一个促成因素。两种不同金属的极限曲线之间存在一些差异,这可能是由于它们具有不同的应变硬化特性。
7 结论
在环压缩和两种法兰压缩过程中,可以实现蜡样品和金属样品的相同流动模式。在这些过程中,材料有一些表面与模具不接触,假设这会强调流动模式的变化并使它们易于看见。然而,即使对于这些“自由表面”过程,模型也会出现相同的缺陷。因此,可以得出结论:即使在更复杂的折叠几何形状的情况下,也应该可以通过所使用的模型材料来研究金属冷锻中的材料折叠。
猜你喜欢
汽车维修与保养(2021年12期)2021-03-08
汽车维修与保养(2020年10期)2021-01-22
小太阳画报(2020年11期)2020-12-10
小太阳画报(2020年10期)2020-10-30
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年11期)2019-12-04
模具制造(2019年4期)2019-06-24
红领巾·成长(2018年10期)2018-11-19
制造技术与机床(2018年9期)2018-09-19
读者(2017年18期)2017-08-29
