
带式输送机滚筒与托辊失效率模型研究
2020-01-09 03:29闫阳
陕西煤炭 2020年1期
闫 阳
(大同煤矿集团有限责任公司四台煤矿,山西 大同 037000)
0 引言
第一台带式输送机生产至今已有160多年。最初的带式输送机比较简单,工艺细节和质量也比较差。随着科学技术和工业水平的不断进步,带式输送机的发展也经历了大跨越、大发展,其工艺和质量也越来越好。煤矿用带式输送机能够实现连续装载和连续运输,可以快速输送井下采掘的矸石或煤炭,具有很高的生产效率,同时,其工作过程中产生的噪音相对较小,所以在煤炭企业中得到了非常广泛的应用。
目前,煤矿用带式输送机正朝着快速、远距离、大装载量等方向发展,滚筒与托辊的结构和尺寸也在不断加大,力学性能也不断提高。但是,由于装载、运输能力的提升,滚筒与托辊等主要部件也会出现各类故障,比较常见的故障有滚筒轴承破坏、托辊筒皮磨透等。由于带式输送机在煤炭开采中承担的责任非常重要,要求在规定的时间内完成煤炭资源的输送。如果发生故障,轻则导致设备停运,开采无法进行,给企业带来一定的经济损失,重则可能导致人员伤亡事故,产生不良的社会影响和财产损失。
研究带式输送机滚筒与托辊的失效率就是为了及时掌握设备在生产中运行的可靠性,针对可能出现的问题提前进行设备维护或者更换零件,确保设备能够可靠、稳定、安全的运行。
1 带式输送机滚筒与托辊故障分析
1.1 滚筒常见故障分析
滚筒是带式输送机的重要组成部件。在带式输送机运行过程中,滚筒容易发生的主要故障有滚筒体包胶磨损、滚筒体压裂开焊、滚筒轴损坏及滚筒轴承座损坏,如图1所示。
a-滚筒轴承破坏;b-托辊筒皮磨透图1 带式输送机滚筒和托辊损坏现场图
包胶磨损:带式输送机运行过程中,滚筒的圆周力持续增大,当超过允许范围时,输送带会在滚筒旋转的相反方向形成微小的运动(即伸长滑移),此时,输送带与滚筒之间由于蠕变现象会加大摩擦,使得滚筒体包胶不断磨损。此外,输送带回程时如果上面附着有残余的物料,也会对包胶产生磨损。
压裂开焊:带式输送机长时间超载运行时,会让滚筒长时间承受较大的载荷,如果滚筒焊接质量不佳,则最终可能导致滚筒体被压裂。
轴损坏:主要是由于滚筒轴质量不佳,如设计尺寸不足、材料强度不够、热处理工艺差等。此外,如果主动滚筒与从动滚筒的中心线不平行,或者滚筒轴的圆角半径太小都会增加滚筒轴损坏的概率。
轴承座损坏:主要是输送机输送线路坡度大、长期超载、频繁启停车、轴承中有异物等原因造成的。
1.2 托辊常见故障分析
在输送机的稳定运行中,托辊的作用非常重要。托辊主要由筒壳、轴、轴承、密封件及轴承座等组成。为了确保输送机运行可靠性,必须保证托辊的可靠性,应尽可能减小其产生的回转阻力。托辊的主要故障有托辊筒皮磨坏、托辊轴承损坏及托辊弯曲变形损坏等,如图1所示。
筒皮磨坏:托辊筒皮磨坏的主要原因有:托辊本身的回转阻力增大,加大了与输送带之间的摩擦力;托辊旋转时的运行方向与输送带运行方向存在夹角;托辊运行环境恶劣。
轴承损坏:轴承损坏的主要原因有:选型不合理、设计不合理、密封性能差、润滑失效等。
弯曲变形损坏:托辊弯曲变形损坏的主要原因有:托辊设计时强度和刚度未达标准、局部过载导致应力集中等。
2 带式输送机滚筒与托辊的故障树模型
故障树分析法是通过分析基本事件之间的联系来解决问题的一种方法,能够对复杂系统进行简化,清晰、直观的显示各事件之间的逻辑关系。根据对带式输送机滚筒与托辊故障类型的分析,结合故障树分析法的基本原理,建立带式输送机滚筒与托辊的故障树模型,并进行分析。
2.1 滚筒故障树模型
滚筒故障树模型如图2所示,该故障树由6个逻辑或门和17个底事件组成,故障树中符号具体说明见表1。
图2 带式输送机滚筒故障树模型
故障树模型的数学分析是基于布尔运算,所以滚筒故障树模型的数学计算见式(1)。当获取了每个底事件发生的概率后,即可求得带式输送机滚筒发生故障的概率。
T1=M1+M2+M3+M4
=x1+x2+x3+x4+…+x14+M5
=x1+x2++x3+x4+…+x15+x16+x17
(1)
2.2 托辊故障树模型
托辊故障树模型如图3所示,该故障树由3个逻辑或门和8个底事件组成,符号具体说明见表2。
图3 带式输送机托辊故障树模型
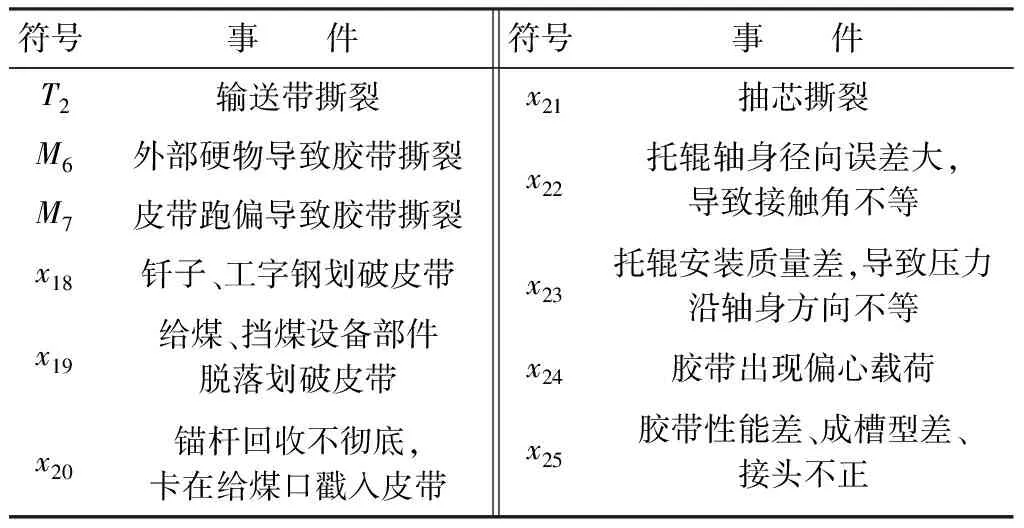
表2 带式输送机托辊故障树说明
托辊故障树模型的数学计算见式(2)。当获取了每个底事件发生的概率后,即可求得带式输送机托辊发生故障的概率。
T2=M6+M7
=x18+x19+x20+x21+x22+x23+x24+x25
(2)
3 带式输送机滚筒与托辊的失效率分析
失效率分析是评价设备可靠性的重要指标之一,正确的失效率判断能够为设备的维护等提供直接的数据依据。这里采用数据分析和直方图分析法对带式输送机滚筒与托辊的寿命进行分析。
3.1 直方图分析法
直方图分析法的具体步骤如下。
(1)判断采集的数据组中最大值L与最小值S。
(2)对采集数据进行分组,确定分组数k,计算公式见式(3)。
k=1+3.3lgn
(3)
式中:n—采集数据个数。
(3)计算每组之间的间隔Δt,公式见式(4)。
Δt=(L-S)/k
(4)
(4)计算每组的中心数据ti,中心数据取每组数据上下限的平均值。
(5)计算样本均值t,计算公式见式(5)。
(5)
式中:ri—采集数据落入每组中的频数。
(6)计算样本标准差s,计算公式见式(6)。
(6)
(7)绘制直方图,并进行分析。由于滚筒与托辊的失效分布属于威布尔分布见式(7),因此,可以得出失效率计算模型。
(7)
式中:m—形状参数;Na—特征寿命;N0—位置参数。
3.2 带式输送机滚筒与托辊寿命分析
在同煤集团所属7座煤矿选择滚筒27个、托辊300个,进行数据分析,根据直方图分析法,得出分析结果如图4所示。
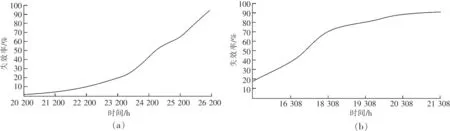
a-滚筒;b-托辊图4 带式输送机滚筒和托辊失效率图
从图4可以看出,滚筒和托辊的失效率服从形状参数为1.5的威布尔分布。因此,可以得出滚筒失效率和托辊失效率计算模型分别见式(8)、式(9)。
(8)
式中:N1,N2—滚筒与托辊的实际使用时间。
对上式进行验算,取N1=20 000 h,N2=25 000 h,分别代入上述两个公式可得:F1=78.56%;F2=68.96%。结果与图4接近,符合实际情况。
4 结论
(1)文中对常见的滚筒体包胶磨损、滚筒体压裂开焊、滚筒轴损坏、滚筒轴承座损坏等滚筒故障进行了分析,并建立了由6个逻辑或门和17个底事件组成的故障树模型;对常见的托辊筒皮磨坏、托辊轴承损坏、托辊弯曲变形损坏等托辊故障进行了分析,并建立了由3个逻辑或门和8个底事件组成的故障树模型。并通过布尔运算,对各故障树分别进行了逻辑运算。
(2)在故障树分析的基础上通过对现场数据的统计,得出了滚筒与托辊失效率的计算模型,通过代入零件的实际使用时间进行验算可知,模型计算结果与现场实际接近,因此,模型可以为设备的检修和零部件的更换提供科学的依据。
猜你喜欢
家庭影院技术(2020年11期)2020-12-28
防爆电机(2020年5期)2020-12-14
建材发展导向(2019年11期)2019-08-24
计算机与数字工程(2019年7期)2019-07-31
舰船电子对抗(2019年2期)2019-05-23
航空兵器(2017年5期)2017-11-27
科技视界(2017年18期)2017-11-16
中国科技纵横(2017年1期)2017-03-10
山东工业技术(2016年15期)2016-12-01
科技视界(2014年26期)2014-12-25
