
DDA探测器在钢管检测中应用的分析与探讨
2020-01-08 14:10焦锋
中国电气工程学报 2020年20期
关键词:分辨率
摘要:X射线数字成像技术在钢管生产中已使用多年,各种DDA探测器的技术指标也不相同,将像素尺寸分别为127微米和200微米的探测器进行了对比,并进行了实际应用,结果表明,不同规格钢管的检测应使用相对应的DDA探测器系统。
关键词:DDA探测器 X射线数字成像 分辨率
随着钢管生产中X射线检测技术的不断发展,传统胶片照相技术、实时成像技术逐渐被DR数字成像技术所取代,随之而来的是对数字检测系统的要求越来越高。而在钢管生产期间,不同项目的钢管要求达到的技术指标不同,执行标准也不同,合理使用符合技术指标的DDA探测器系统尤为重要。不同型号的DDA探测器像素尺寸不同,系统分辨率不同,对最高射线能量也有限制。目前,中石化石油机械股份有限公司沙市钢管分公司已采用美国varex127μm和200μm DDA探测器(非晶硅),可分别满足国内外高标准钢管检测的要求。
1 DR检测系统的组成
沙市钢管分公司所采用的DR检测系统主要由X射线机、DDA探测器、计算机系统和相对应的系统软件等组成。
1.1 127μm DDA探测器系统
DDA探测器型号为PS1313,总像素面积为130×130mm,像素矩阵为1024×1024(1×1),512×512(2×2),像素间距为127μm,物理分辨率为3.94Lp/mm,帧数分别为30帧/秒(1×1)、60帧/秒(2×2),A/D转换位数为16bit,射线能量上限为225KV。
1.2 200μm DDA探测器系统
DDA探测器型号为XRD 0822 AP16,总像素面积为205×205mm,像素矩阵为1024×1024(1×1),512×512(2×2),像素间距为200μm,物理分辨率为2.5Lp/mm,帧数分别为25帧/秒(1×1)、50帧/秒(2×2),A/D转换位数为16bit,射线能量上限为320KV。
1.3 X射线机
X射线机均采用高频固定式射线机,射线机型号为HS-XY-225和HS-XY-320HP/11,最高管电压分别为225KV和320KV。HS-XY-225焦点尺寸为1.0mm/3.0mm,HS-XY-320HP/11焦点尺寸为0.4mm/1.0mm,冷却方式均为油冷。
1.4系统软件
系统软件采用专门设计的图像采集及处理软件,主要实现图像的动态实时显示;静态图像采集;正负片转换;图像缩放、移动、复位;动、静态图像锐化、浮雕等图像处理;直方图调整;几何尺寸标定及测量;灰度分布测量;分辨率测量;信噪比测量等功能。同时,可实现动、静态图像储存和远程传送等功能。
2 检测标准依据
根据API SPEC 5L管线钢管规范(第46版)规定,射线数字检验按ISO 10893-7、ASTM E2698或ASTM E2033执行。ISO10893-7:2019是目前的最新版本。其内容包括了检测方法、图像质量、图像处理、缺陷的指示分类、验收极限、结果评定、图像保存和显示、检测报告等。本研究按照ISO 10893-7:2019标准要求对生产的直缝埋弧焊钢管进行检测。并结合NB/T47013.11-2015承压设备无损检测第11部分:X射线数字成像检测标准对测试结果进行综合评定。
3 检测效果对比
分别采用127μm、200μm DDA探测器和225KV、320KV射线机,对直缝埋弧焊钢管进行X射线检测情况对比。所有钢管规格为φ914×19.1mm和φ1016×26.2mm,所用像质计为满足ISO 19232-1规定的丝型像质计及符合ISO 19232-5标准的双线型像质计。
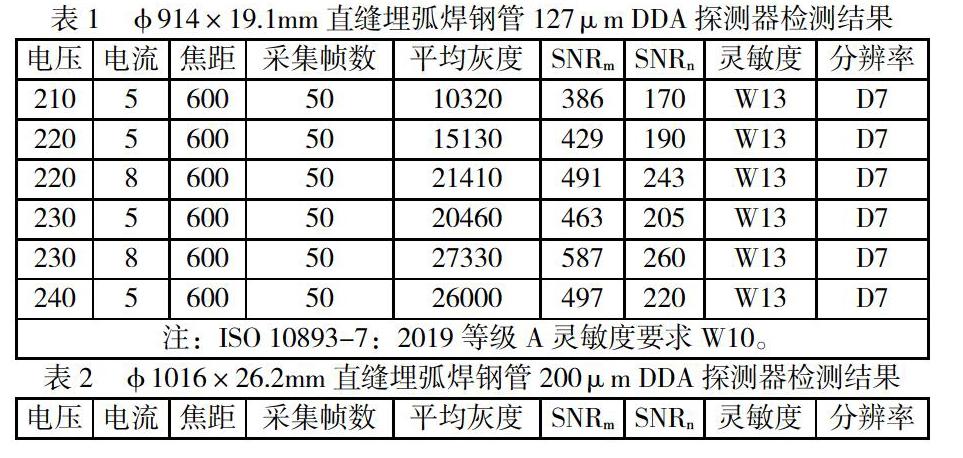
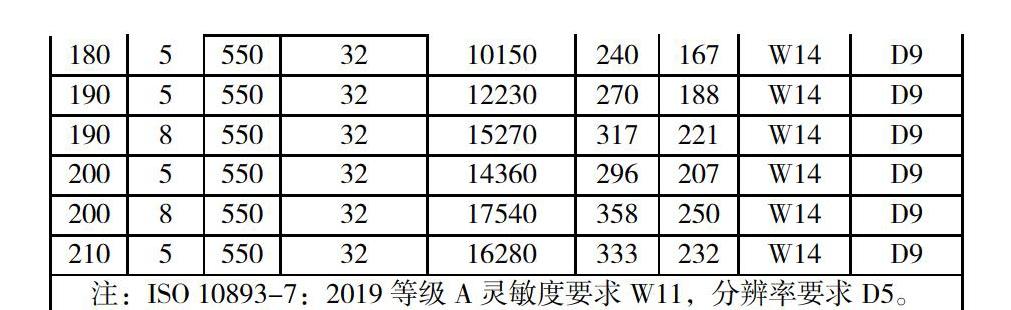
φ914×19.1mm直缝埋弧焊钢管采用127μm DDA探测器和225KV射线机检测见表1,φ1016×26.2mm直缝埋弧焊钢管采用200μm DDA探测器和320KV射线机检测见表2。静态检测部位焊缝余高均打磨平整。
从以上检测结果可以看出,图像质量级别均能满足ISO 10893-7:2019标准A级检测技术级别要求,采集帧数受设备软件限制,无法达到相同帧数,采用岗位检测默认帧数进行测试。
管电压、管电流的增加均使图像平均灰度增加,信噪比增加。两套DDA探测器均为16位系统,灰度范围为0至65536,200μm测试灰度范围在23%至42%,127μm测试灰度范围在15%至25%。使用系统软件在焊缝旁母材均匀部位选取25×55的区域测量信噪比,200μm信噪比较好。127μm探测器分辨率能达到D7,远高于200μm探测器。
4 现场实际应用
经过上述检测试验后,对射线数字成像主要参数进行对比分析,两种探测器各有优点,具体如下:
(1)透照厚度范围。按厂家提供的设备说明书,127μm探测器仅能接受射线能量上限为225KV,较高的射线能量会造成探测器损坏,为保证设备长期正常使用,更适用于透照厚度在26mm以下。200μm探测器接受射线能量上限为320KV,经X射线透照测试,透照厚度可达40mm。因此,从设备安全性能考虑,26mm至40mm透照厚度易选用200μm探测器。
(2)平均灰度范围。像素尺寸越大,在相同时间内接收到的光子数量越多,随着透照厚度的增大,透射光子逐渐减小,像素尺寸较大的优势愈加明显。在NB/T 47013.11-2015标准中,AB级图像的灰度值应控制在满量程的20%~80%,B级图像的灰度值应控制在满量程的40%~80%,为达到较合适的灰度范围,在大壁厚钢管检测中,易选用200μm探测器。
(3)信噪比测量。在不考虑设备固有噪声和曝光量的影响下,像素尺寸越大,每个时间周期内到达像素的光子越多,由量子随机起伏引起的噪声就小。因此,200μm探测器的噪声相对较小,信噪比更高。但经过归一化信噪比计算后,与127μm探测器差异较小。
(4)分辨率测量。200μm探测器的系统分辨率为2.5线对/毫米,测量图像分辨率可识别D7;127μm探测器的系统分辨率为3.94线对/毫米,测量图像分辨率可识别D9,明显像素尺寸越小分辨率越高。在φ914×19.1mm直缝埋弧焊钢管检测中,127μm探测器通过补偿一个丝号,可满足ISO 10893-7:2019标准B级检测级别;在φ1016×26.2mm直缝埋弧焊钢管检测中,如能使200μm探测器的像质计灵敏度达到W14,通过补偿两个丝号,也可满足ISO 10893-7:2019标准B级检测级别,否则只能采用像素尺寸较小的探测器来解决。
5 结论
随着钢管生产中射线数字成像检测技术的不断发展,DDA探测器及其应用软件也在不断更新换代,钢管的检测标准随着市场的需求也越来越高。为了满足多规格、多標准的要求,以往单一的一套射线数字成像设备已不能满足现阶段检测要求,应对应不同的产品标准选择更适合的射线数字成像设备。
作者简介
焦锋,男,出生于1981年,1999年参加工作,一直在中石化石油机械股份有限公司沙市钢管分公司从事无损检验工作,2017年取得无损检测技师资格证书。
参考文献:
[1] 杨光,吕育栋,徐忠春等.DR数字平板检测技术在直缝埋弧焊管生产中的应用.焊管.2016.39(7)
[2] API SPEC 5L,管线钢管规范(第46版)
[3] ISO 10893-7:2019,钢管无损检测第7部分:焊接钢管焊缝缺欠的数字射线检测
[4] NB/T 47013.11-2015,承压设备无损检测第11部分:X射线数字成像检测
猜你喜欢
计算技术与自动化(2022年1期)2022-04-15
河南科技(2021年35期)2021-04-25
电脑爱好者(2020年19期)2020-10-20
电脑知识与技术(2016年32期)2017-03-17
CHIP新电脑(2016年3期)2016-03-10
中国经济信息(2015年16期)2015-09-17
电脑爱好者(2015年14期)2015-09-10
电脑爱好者(2015年11期)2015-09-10
微型计算机(2009年4期)2009-12-23
数码摄影(2009年12期)2009-12-07
