
某电厂#1机组低旁阀误动导致锅炉MFT事件分析
2020-01-06 08:27李豪,陈昊
仪器仪表用户 2020年1期
李 豪,陈 昊
(宁夏枣泉发电有限责任公司 设备管理部,宁夏 枣庄 750409)
某电厂#1 机组为660MW 超超临界燃煤机组,汽轮机型式为高效超超临界、一次中间再热、单轴、三缸两排汽、凝汽式间接空冷机组,采用高低压两级串联旁路系统,高压旁路系统容量为额定蒸汽参数下40%BMCR 的流量。低旁阀使用IMI Bopp&Reuther 生产的液压调节阀,其控制通过油路中比例阀Y10、快开电磁阀Y11 及快关电磁阀Y12实现,油路如图1 所示。正常运行中快关电磁阀常带电,快开电磁阀不带电,比例阀处于中间位置。低旁阀及低旁减温水调阀的开关通过低旁液压油驱动,低旁油站通过就地PLC 控制。
1 事件经过
11 月某日12 时18 分,某厂#1 机组负荷656MW,主汽压力26.8MPa,主汽温度601℃,再热汽温度610℃,1A、1B、1C、1D、1F 制粉系统运行,总燃料量269t/h,给水流量1864t/h。
12 时20 分,#1 机组低旁突然全开,DCS 中报“低旁油站故障”,运行人员就地检查发现低旁油站控制柜报“油压低”,两台油泵均停运。运行人员就地复位,DCS 及就地控制柜报警消失,两台油泵自启后油压正常,低旁阀自动关闭,期间负荷最低降至373MW。
13 时18 分,#1 机组低旁阀再次自动开启至100%,DCS 中未发指令。就地检查发现低旁油站控制柜报“油压低”,两台油泵均停运。运行人员就地复位,低旁油站两台油泵自启动后油压仅为6.7MPa,油压无法建立,20s 后两台油泵均跳闸。操作员迅速将给水指令由1830t/h 提高至1940t/h,此时发现给水流量无明显变化,手动将燃料量由267t/h 快速降至240t/h。低旁开启后汽轮机中压缸进汽量减少,此时再热蒸汽压力下降至3.14MPa,四抽压力降低至0.663MPa,小机流量指令升至100%,小机低调阀全开,高调阀指令发出但实际阀门未开启,冷再无法补充供汽。
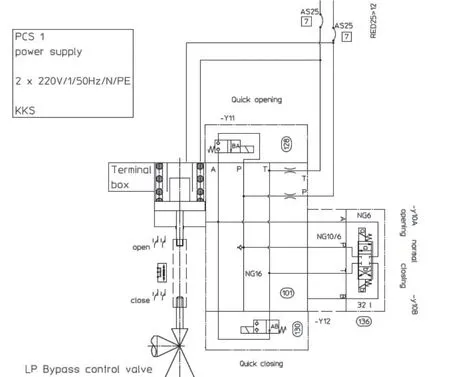
图1 #1机组低旁阀油路图Fig.1 #1 Unit low side valve oil circuit diagram
13 时25 分,小机转速指令上升至5348r/min,实际转速则因进汽量不足降至4348r/min,小机因转速指令与反馈偏差大于1000r/min 切手动,至13 时26 分43 秒,小机转速降至4049r/min,给泵出口压力降至25.293MPa,此时过热器出口压力为24.585MPa,给水流量低至346t/h,触发#1 机组给水流量低MFT 保护,汽轮机跳闸,发电机解列。
2 原因分析
2.1 低旁阀误开启
某厂#1 机组低旁减温阀采用液压控制,具备快速开关和正常开关功能,控制方式为DCS 控制就地PLC 发送指令至就地快速开关电磁阀和正常动作电磁阀动作,机组正常运行中PLC 处于远方控制模式[1],事故初期查看DCS 历史趋势发现低旁阀指令为0,但低旁阀反馈及就地指示均为全开状态,经过现场检查发现低旁控制柜至就地阀体电缆有熔接现象,如图3 所示。
打开阀体电磁阀就地接线盒进行检查,发现快开电磁阀就地指令线处于得电动作状态,但PLC 和DCS 未发出快开指令,经过图纸查看电磁阀指令均为24V DC 控制,电源(-)端公用,PLC 控制电源(+)端电压驱动电磁阀动作。现场检查如图4 所示,使用万用表电阻档分别测量X5’和X1’、X3’、X7’,发现X5’和X3’处于接通状态,将PLC 柜内X3 端子解开后测量,快开电磁阀处于失电状态。因此,确认低旁阀快开电磁阀动作原因为PLC 柜内至就地接线盒电缆高温熔接导致指令线误带电,从而致使快开电磁阀得电后误动作。
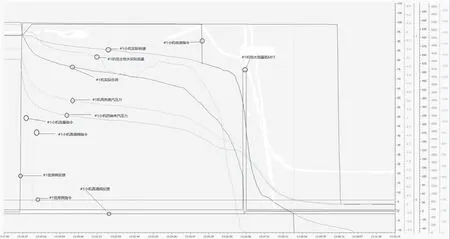
图2 #1机组MFT动作过程Fig.2 #1 Unit MFT action process
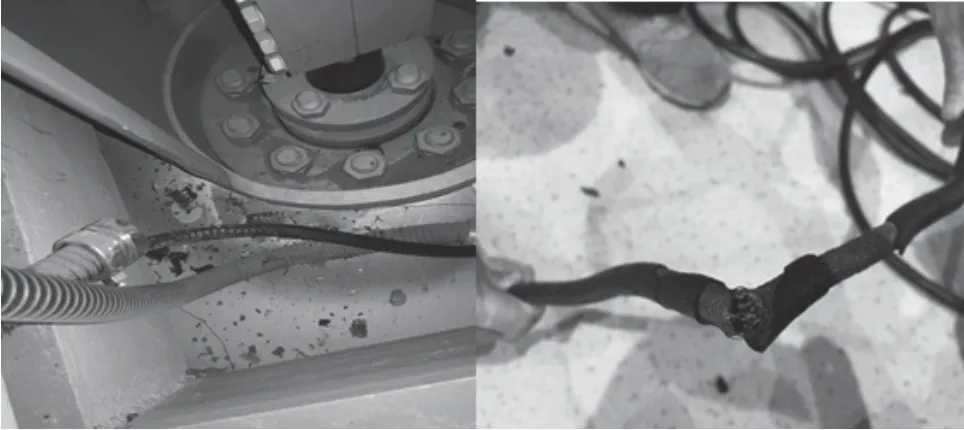
图3 低旁控制电缆受损情况Fig.3 Damage to the low side control cable
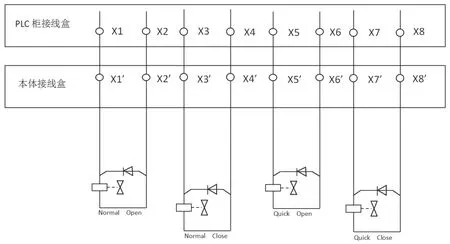
图4 低旁阀本体接线图Fig.4 Low side valve body wiring diagram
2.2 小机高调阀未动作导致给水不足
某电厂#1 机组配置一台100%流量汽动给水泵,由小机驱动,正常运行过程小机的汽源由来自于中压缸的四段抽汽经低压调阀供给,当小机综合流量指令大于67%后,自动打开高压调阀补充供汽。
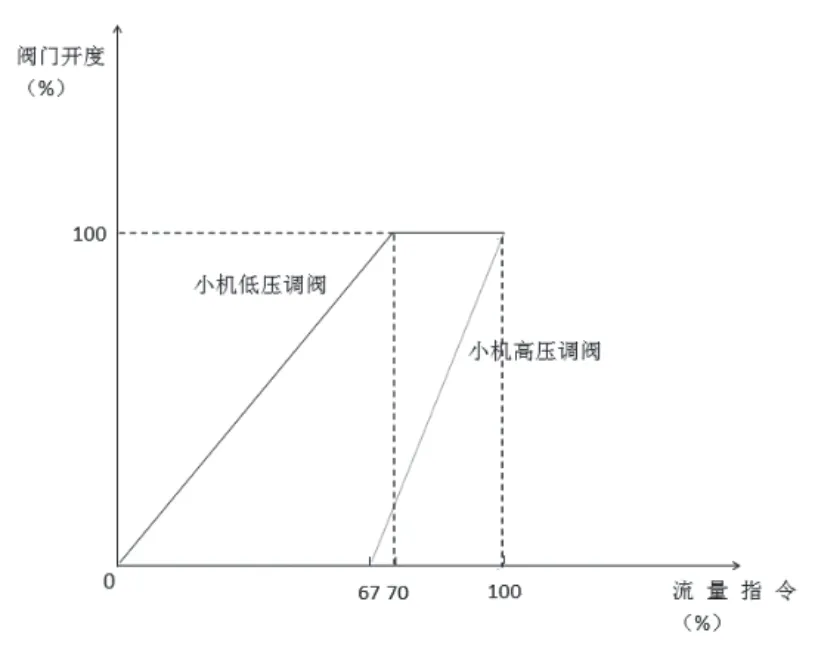
图5 #1机组小机转速控制器输出与阀门开度关系曲线Fig.5 #1 Unit small machine speed controller output and valve opening curve
由机组MFT 动作图1 可以看出,当低旁开启后,小机低压供汽压力不足,致使转速不能正常给水,此时DCS控制打开高压进汽阀采用高调阀提升小机转速,但指令发出后高调阀反馈仍然为0,且给水量并未出现增加,就地#1 机小机高调阀实际开度为0,通过对小机高调阀控制回路图深入排查发现,小机高调阀电液转换器24V 电源(+)熔丝熔断,原理图如图6 所示。因此,当DCS 发送开阀指令时,就地伺服阀未动作,导致阀门未开启。
3 防范措施
3.1 排查高温隐患
合理使用红外、点温枪等测温设备对全厂电缆及桥架温度进行测量,对现场电缆及桥架温度超过50℃的测点及信号线进行防护处理,找到高温辐射源做封堵或保温并将电缆及桥架移至低温区域确保信号电缆安全可靠[2]。仔细梳理主保护、辅机保护信号电缆走向,将影响机组安全运行、限负荷、降负荷的信号电缆加入到每日巡检工作中,做到实时掌握机组重要信号电缆状态。同时,检查在长期高温环境下运行的重要保护设备,如汽轮机转速探头、轴位移、炉膛压力开关等信号,每日巡查设备温度,避免发生同类事故。
3.2 高调熔丝改造
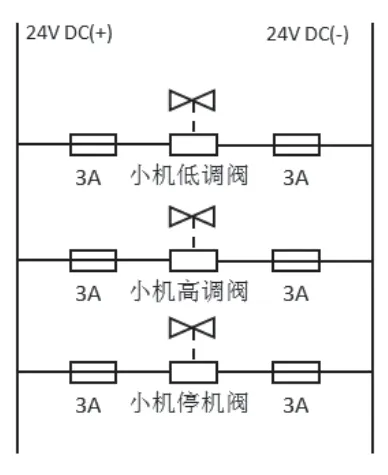
图6 #1机组小机高调阀控制回路Fig.6 #1Unit small machine high-profile valve control loop
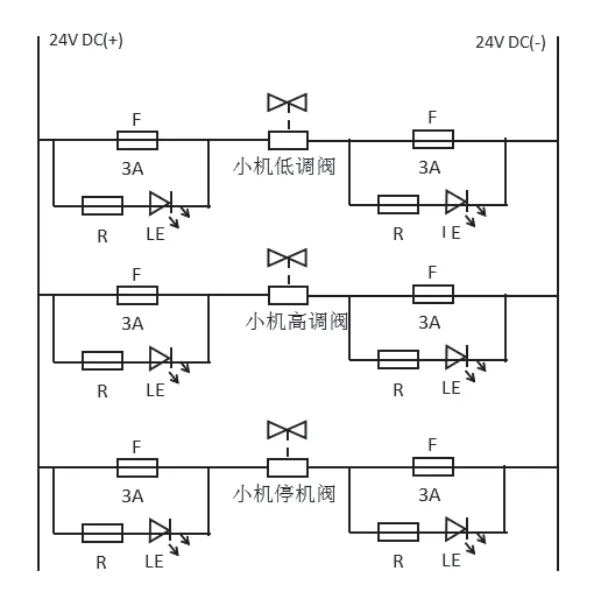
图7 小机高调阀改造后回路图Fig.7 Circuit diagram after the transformation of the small machine high-profile valve
某电厂MEH 柜内控制回路均有设置3A 熔丝保护主回路,防止出现强电窜入回路造成电源损坏事件发生,但机组运行中无法判断熔丝是否处于正常工作状态。因此,维护人员在日常巡检过程中无法确认回路是否处于正常运行状态。在发生机组MFT 事件后,某厂仪控专业对全厂重要设备(DCS、DEH、MEH、TSI 等系统)的熔丝进行排查,建立重要保护回路熔丝台帐,将工作状态无法监视的熔丝全部更换为有状态指示的熔丝。在未更换前,每次停机必查熔丝状态,发现故障及时更换。高调阀改造原理如图7所示,通过在原来的保险熔丝上并入一路串联的电阻和发光LED 二极管,当保险盒正常工作时电流不经过新增回路,LED 失电不亮;当保险盒出现熔丝熔断等异常现象时,电流流过新增回路,LED 回路得电亮灯,最终提示巡检人员熔丝已处于异常状态[3],对伺服阀电源(+)、电源(-)端均进行改造,可以有效监测回路状态。
4 结束语
随着机组容量的增加,风险预控和隐患排查在提升机组可靠性工作中越来越占据主导地位,但是从可靠性来说,随着自动化功能不断增强,监控范围迅速扩大,故障的分散性也随之增大,使得组成热控系统的控制逻辑,保护信号取样方式及配置方式,控制系统、测量和执行设备、电缆、电源、热控设备的外部环境,及其设计、安装、调试、运行、维护等工作和检修人员的素质等,这中间任何一个环节出现问题,都会引发热控保护系统不必要的误动或机组跳闸,影响机组的经济安全运行[4]。由此可见,电力系统可靠性离不开热控系统的可靠性支撑,要提高和深化拓展电力可靠性,就需要重视风险预控和隐患排查工作,要通过学习大量的案例并进行举一反三来抽象、总结、归纳出系统或逻辑存在的薄弱点和漏洞,彻底将隐患排除在事故之前。
猜你喜欢
加油站服务指南(2022年6期)2022-07-28
加油站服务指南(2022年6期)2022-07-28
图学学报(2022年2期)2022-05-09
能源工程(2021年3期)2021-08-05
汽车维护与修理(2019年9期)2019-11-08
文萃报·周二版(2019年49期)2019-09-10
摄影之友(影像视觉)(2018年10期)2018-11-06
新传奇(2016年20期)2016-12-01
营销界(2015年22期)2015-02-28
