一种高强度螺栓裂纹分析
2020-01-03 10:34李晖榕
质量技术监督研究 2019年6期
李晖榕
(福建省锅炉压力容器检验研究院漳州分院,福建 漳州 363000)
1 前言
螺栓主要用于紧固和连接,对于一些高标准组合件的质量和性能要求尤为重要,如航空工业、特种设备行业、特殊制造业等等。在对一种高强度螺栓热处理后进行表面磁粉检测后,发现其中有两件螺栓出现裂纹,再通过低倍观察发现(如图1),裂纹沿螺栓的轴向分布,裂纹在螺栓表面分布平直,裂纹深度1.2mm左右。螺栓材料为30CrMnSiA合金结构钢,螺栓的生产工艺为:棒料→淬回火[1]→探伤→机械加工→检验,螺栓淬回火既能保证表面耐磨性和强度,也能保证韧性和塑性。
文中通过对30CrMnSiA螺栓的化学成分、非金属夹杂、金相组织、脱碳层深度、硬度检测等方法进行研究,分析其开裂原因,并提出预防和改进措施。

图1 有裂纹螺栓宏观形貌
2 实验过程与结果分析
2.1 化学成分分析
对裂纹螺栓取样进行化学成分分析,分析结果见表1。结果表明,其化学成分符合GB/T 3077—2015《合金结构钢》的要求。

表1 螺栓化学成分(质量分数,%)
2.2 硬度分析
选取合格工件和存在裂纹工件进行硬度检测分析,结果见表2。结果表明,合格螺栓的硬度在HRC 33.0~34.5HRC之间,裂纹螺栓基体硬度同样在HRC 32.0~35.0HRC之间,均满足HRC30.0~36.0HRC的技术要求;但在裂纹区附近的硬度仅为HRC26.0~33.5HRC之间,表明裂纹区附近基体的硬度不符合要求。
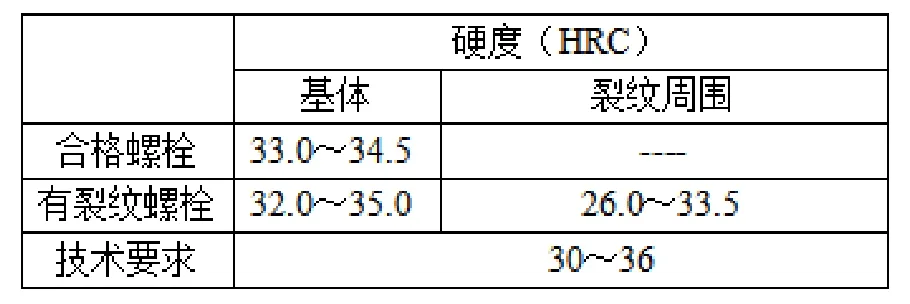
表2 螺栓硬度检测(HRC)
2.3 裂纹形貌及非金属夹杂物分析
在螺栓裂纹附近进行取样,经抛光处理后,进行非金属夹杂物显微组织观察。从图2可知,裂纹从表层到芯部呈现漏斗状,表层裂纹平直,但芯部裂纹出现曲折、分叉,同时裂纹内部发现有部分游离状氧化物存在。
螺栓基体中未发现有非金属夹杂物,但裂纹边缘3µm~5µm范围出现有点状物存在。
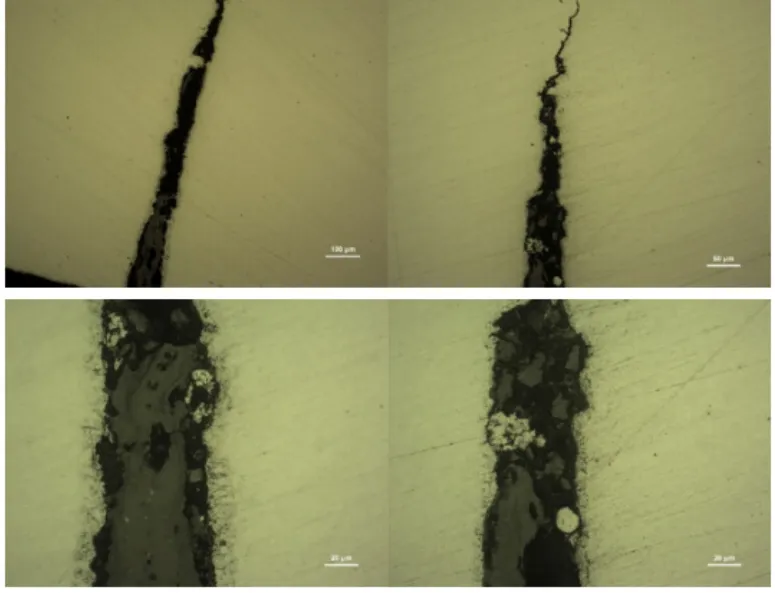
图2 螺栓裂纹形貌及非金属夹杂物组织
2.4 脱碳层深度和显微组织分析
对裂纹螺栓试样抛光后用4%的硝酸酒精腐蚀,进行金相显微组织观察,结果如图3和图4所示。从图3可知,表层脱碳层厚度约100µm,随着裂纹深度的增加脱碳层厚度减小为5µm左右,直至消失,在裂纹根部两侧未发现脱碳层,表明脱碳层厚度沿着裂纹扩展深度的增加而逐渐减少;说明在淬火过程裂纹沿原始裂纹方向逐渐扩展[2]。随着深度增加,裂纹宽度逐渐减小,表面与芯部裂纹之间的吻合性较差,同时,在试样其他正常部位也发现有脱碳层存在,厚度约25µm左右,认为淬火前裂纹已经存在。

图3 螺栓试样脱碳层
从图4可知,螺栓的显微组织为:保持马氏体位向的回火索氏体。符合30CrMnSiA材料正常的淬火+高温回火组织,说明热处理过程与结果满足要求。
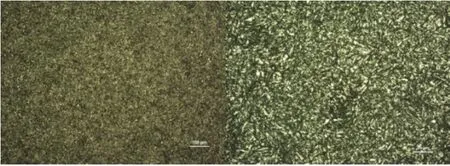
图4 螺栓显微组织
2.5 失效分析
根据上述分析结果,表1所示的化学成分符合标准的要求;表2裂纹区附近的硬度分布不均匀,硬度在26.0HRC~33.5HRC之间,不符合30.0HRC~36.0HRC的要求(基体硬度为32.0HRC~35.0HRC,符合要求),说明在裂纹区附近材料组织不均匀,从而造成局部硬度不均。
从图3中螺栓的裂纹形貌及非金属夹杂物观察显示,裂纹从表层到芯部宽度不等,裂纹吻合性差,裂纹中间有氧化物等;同时,裂纹边缘有明显脱碳现象,脱碳层厚度随裂纹深度的增加逐渐减少。从图4结果可知,基体组织为回火索氏体,为螺栓30CrMnSiA材料正常的高温回火组织。
通过上述分析认为,螺栓在热处理前已经存在裂纹,淬火过程并未产生新的裂纹,但促使原始裂纹扩大并往芯部扩展,最终形成宏观裂纹。
3 结论及建议
螺栓材料中的原始裂纹为裂纹源,在热处理过程中原始裂纹进一步扩展,形成宏观裂纹。因此在生产过程中应严格控制原材料质量及来料验收,同时,严格控制生产过程各个环节,避免因材料缺陷和生产监管缺失造成重大质量和安全问题。
猜你喜欢
广州化工(2022年20期)2022-12-01
金属热处理(2022年5期)2022-11-17
石材(2022年3期)2022-06-01
石材(2022年3期)2022-06-01
政工学刊(2021年12期)2021-12-22
锻造与冲压(2021年21期)2021-11-12
煤气与热力(2021年9期)2021-11-06
中国金属通报(2020年14期)2020-04-22
中国材料进展(2019年5期)2019-07-20
制造技术与机床(2017年3期)2017-06-23