
基于MRP的中小型电子制造企业物料需求优化控制研究
2019-12-30 05:26:48王红
郑州铁路职业技术学院学报 2019年4期
王 红
(三门峡职业技术学院,河南 三门峡 472000)
正常的生产计划必须以生产性物资的正常供给为前提。生产性物资根据获得的难易程度及对企业的重要性可分为战略性物资、瓶颈物资、正常物资,因物资种类的差异,企业往往通过建立过多的战略性物资与瓶颈物资库存来应对因物资的供给短缺造成的停产问题,但这往往导致库存居高不下。所以,企业迫切需要一种解决途径,既能保证实现企业生产性物资的供给,又不会产生过多的库存。基于MRP的物料需求计划就是满足以上需求的库存优化控制策略。
一、相关研究综述
生产制造企业在运营过程中从未停止过对控制生产成本的路径探索,在经历工业化革命之后,物流为企业创造的“第三利润源”成为诸多企业关注的焦点。由于物流业对信息流的要求较高,借助于信息化手段进行生产性物资的管控成为企业追求资源优化配置的必经之路。20世纪60年代,IBM公司的J.Orlicky博士最早提出并组织实施了第一个MRP系统,此系统不仅从数量上解决了缺料问题,更关键的是从时间上解决了缺料问题,实现了制造业销售、生产和采购三个核心业务的信息集成与协同运作[1]。
1973—1975年的石油危机期间,日本企业在市场压力下引入MRP思想,并根据自身运营的资源及管理状况,对MRP系统的使用进行了适应性调整,在此基础之上,闭环MRP、MRPⅡ及ERP系统逐渐完善[2]。可以说,MRP系统在美国提出,在日本得到“华丽转身”,在不断完善系统功能基础上,不仅实现了企业物资需求计划的准确制定,企业的生产、销售、财务、人力资源等诸多资源要素也实现了优化配置,企业管理水平也随之提高。
二、理论基础
物料需求计划是以主生产计划为导向,根据交货日期或完工日期倒推生产所需之物料种类、数量及时间的管理系统。它真正实现了根据企业的排产计划,在企业生产所需之时为企业提供所需之物料的目标,在此过程中使企业所需要的物资既不出现积压,又不出现短缺[2]。这种基于企业内部供应链的管理达到了企业物资管控的精益化效果,一经推出就受到企业的青睐。
主生产计划是指在具体的时间对特定产成品的生产数量及交货时间的计划。根据特定产品的数量及交货日期,生产管理部门就可以安排生产计划及与相关部门进行所需生产性物资的核对、确认工作。
物料清单是指对既定生产的产品所需的物料及相应父件与子件的层级关系、标准用量等相关属性的展示清单。因物料清单具体对上下层级管理进行属性展示,物料清单又称产品结构树[3]。物料清单是MRP系统必须使用的文件,其中的标准用量告诉生产者对应物料的净需求量,从父件与子件的层级管理可以推算出每种物料的具体需求时间。
前置期是确定物料需求时间的必需条件,根据不同产品的前置期,生产者可以推算出自制产品的排产日期及外购产品的具体下单日期。前置期使得生产部门可以根据主生产计划对所需零配件等物料的合理排产,使得采购部门可以根据生产部门的排产计划确定具体订单下达日期。
三、具体案例
(一)背景
A企业是一家生产运动手环、运动蓝牙耳机、儿童电话手表、智能手机等的电子产品制造企业,由于产品种类多,所需的物料种类也比较多。随着市场竞争的日益激烈,如产品更新换代速度不断加快,价格下降趋势明显,企业只有不断创新、不断追求成本的降低方能应对瞬息万变的市场竞争。2018年,企业市场份额稳步提升,但销售额提升与利润的增长却不成比例。经过成本核算后发现,仓储部、采购部与市场部问题较为严重,典型表现:一是市场需求预测不准确导致生产性物资库存过高,库存资金占用严重,二是产品更新换代后出现大量呆废物料。
(二)问题分析
面对仓储部门的问题,企业高层要求仓储部、生产部、采购部分析原因并提供可实施的修正方案,最终目标为本年度市场份额提高一成,且利润与销售额成正比例。根据对物料库存水平及呆废物料的清理发现具体问题如下。
一是为保证生产线的生产连续性,采购部对于物料的采购普遍采用多建立15%左右的安全库存。对于战略性物资及瓶颈物资,采购部的安全库存会多建立20%左右。所以,库存水平的整体上升使企业库存资金占用严重。
二是由于安全库存水平提高,使产品升级后产生较多呆废物料,其中有些物料单价较高,造成浪费,导致成本提高。
三是由于对市场需求预测不准,为满足销售的连续性,市场部对客户订单量在原有基础上进行了提高,导致生产性物资采购量提高,产成品数量提高,成品库中有部分型号产品因升级而导致销售状况不佳。
(三)解决策略
A企业存在的问题是电子制造企业普遍存在的问题,因为对市场需求预测不准确引起的产成品过剩、生产性物资过剩等成为企业的通病。呆废物料的产生亦如此,由于对市场需求的过多预测,产成品因升级换代出现部分物料呆滞。根据对A企业存在问题的具体分析,确定问题产生的具体原因,运用MRP的解决思路尝试提出针对性的解决对策,以期获得企业库存水平的整体优化。
1.应用ABC分类法对生产性物资进行分类管理
电子制造企业生产性零部件主要是SMT(表面贴装技术)生产线所使用的电容(C)、电阻(R)、连接器、IC芯片、二极管、三极管、电感(L)、PCB等物料。SMT生产线所需物料的种类繁多,所以,针对物料种类较多的生产企业而言,对物料进行分类管理就显得极其重要。采用ABC分类法对物料展开分类管理的原则及策略如表1所示。
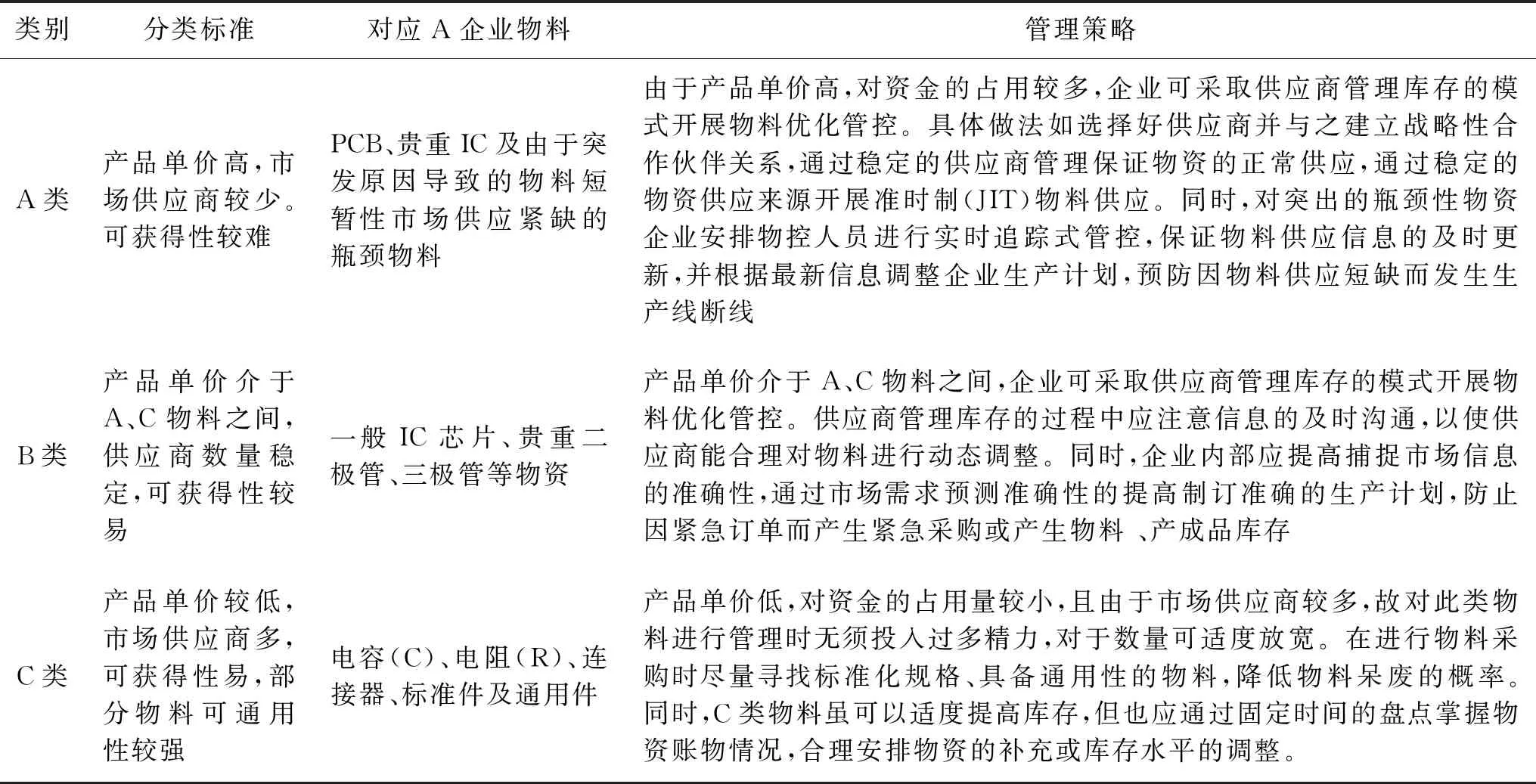
表1 ABC分类法物料管控策略
通过以上ABC分类法对物料进行分类管控的策略可见,企业在生产运营的过程中应通过对供应商的管理,建立可靠的物料供应团队,即形成稳定的一体化物资供应链管理模式,上游供应商对A企业的生产性物资进行管理、控制,既保证了物料供应的准时性、稳定性,又能降低供应链的库存水平。当然,稳定的物资供应链管理模式的建立必须以及时、准确的信息沟通为前提,只有双方能及时进行信息沟通,才能使物资供应的准确性提高。针对瓶颈物资的管控是重点,企业在瓶颈物资的管控上要确定稳定的供应商,使供应商发挥物料管控的绝对主导作用,企业应根据供应的紧缺程度保持一定水平的安全库存,保证物料的正常供应。
2.运用BOM确定物料种类及数量
通过BOM表针对既定的产成品物料构成及在不同层级构成的标准消耗量的信息,企业可知生产某产品具体需要的物料种类,当生产计划确定后,生产部门、采购部门根据单位上一层级物料对下一层物料的需求量确定具体物料的需求数量。A企业的生产性物资以独立需求外购为主,且产品结构树较为简单,产成品BOM结构如图1所示。
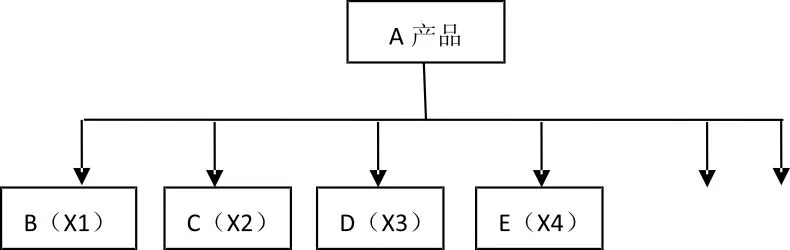
图1 产品结构树
从物料清单可以看出,若主生产计划确定,所需生产性物资为B、C、D、E等,对应每种子件物料在产成品中的标准用量分别为X1、X2、X3、X4,故对应子件的需求用量为B=A产成品主生产计划量×X1、C=A产成品主生产计划量×X2、D=A产成品主生产计划量×X3、E=A产成品主生产计划量×X3。需要注意,此时通过BOM计算出的物料需求量是满足生产的净需求量。在日常生产过程中,由于设备程序编制、人员操作经验、设备异常等问题的存在,物料在生产的过程中会存在不同程度的损耗(其中A类物料单价较高,一般不允许产生损耗)。所以,根据物料生产统计损耗百分比,生产部门实际所需物料数量=生产性需求+生产性需求×物料损耗率。
3.运用前置期确定物料需求时间
A企业生产性物资以外购为主,所以,根据主生产计划确定的交货期,生产部门可通过倒推的方式确定产成品的排产时间,进而通过排产时间确定子件物料的需求时间。以图1为例,若A产成品的交货期为第10天,根据企业的生产规模,确定A产品的生产前置期为3天,B的采购前置期为5天,则对应物料的需求时间如表2所示。
表2需求时间确定

从表2可以看出,根据确定的交货期,生产部门安排生产时间,在生产时间点所需的物料应该有所准备,此时根据供应商确定的交货期,企业采购部门可合理确定订单下达时间。生产部门只需要与采购部门、仓储部门确定准确的物资到货时间即可。为降低库存周转期,生产部门、采购部门、仓储部门应及时协调货物的最晚需求时间,以降低库存数量、提高库存周转率。需要注意的一点是,除表2确定的物资供应时间即准时制(JIT)供应时间外,物资进入企业还有物资验收、入库等作业的消耗时间。所以,为避免物资短缺造成断线,根据企业的实际,采购、仓储部门可适当制定安全库存以便为物资验收、入库等操作备留时间。
需要注意的是,在确定供应商的交货期后,根据内外部环境状况,企业应灵活调整下单时间。如在大雾、大雪天气频繁出现的季节,为保证物流运输时间的时效性,企业与供应商应及时对外部环境进行判定,确定是否需延长交货期,提前下单。同时,若物资由国外供应商供应,企业不仅要关注供应商所在地区的自然气候,还应关注供应商所在国家的宏观环境,以免因突发原因而导致物料供应不及时。
4.建立稳定的物资供应链
供应商管理库存是当前大型企业进行库存优化控制管理的普遍模式,此种模式是借助于买卖双方战略合作关系的建立,借助供应商对企业信息的消化(分销中心、仓库及POS销售终端数据等)而对企业的市场需求进行较为准确的预测。供应商管理库存的运作模式打破原有企业独立式、条块分割式的管理模式,通过建立一体化、系统化的供应链体系展开一体化库存优化管理[4-5]。其运作模式如图2所示。
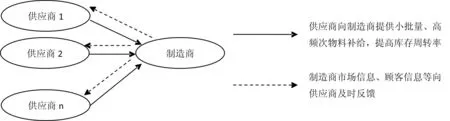
图2 VMI简介
从图2可以看出,VMI的库存管理模式并不是将库存压力抛给供应商,而是供应商与制造商在合作的前提下实现供应链整体库存成本的最小化。如通过双方信息的沟通使供应商对物资的供应由原来的大批量、小频次改变为小批量、高频次进行,甚至有些供应商选择在制造商周边建厂,实现物资供应的按天进行。VMI库存管理模式必须要以建立供应商、制造商高效的信息管理平台为基础,信息平台的建设不仅使企业内部信息预警及时、准确,更应能实现供应商与制造商的信息沟通畅通无阻[3]。
四、结语
本研究以A企业为例,在问题分析的基础上提出基于MRP的物料需求优化控制解决方案。在进行物料优化控制的过程中有很多实际问题需要考虑,如瓶颈物资的管控需要合理确定安全库存水平,物料的下单时间除考虑前置期外,还需要对内外部环境进行综合分析确定等等。所以,企业的物料需求优化控制是一项系统工程,不可能一蹴而就,企业相关人员应在认识库存优化控制作用的前提下,建立持续对库存进行优化的理念,通过长期PDCA循环改善,达到库存水平的最佳改善效果。
猜你喜欢
冶金经济与管理(2022年4期)2022-09-17 07:46:32
经营者(2019年11期)2019-07-25 04:49:28
铜仁学院学报(2018年4期)2018-06-13 03:21:38
临床医药文献杂志(电子版)(2017年11期)2017-05-17 04:48:46
经济与管理(2016年2期)2016-12-01 04:28:52
中国房地产业(2016年7期)2016-09-24 08:27:12
新闻传播(2016年2期)2016-07-12 10:52:16
中国市场(2016年45期)2016-05-17 05:15:23
中国老区建设(2016年5期)2016-02-28 09:32:33
中国市场(2014年10期)2014-04-29 00:44:03
