窄间隙MAG焊接技术在焊接结构链轮中的工艺研究
2019-12-24 01:12彭春涛
价值工程 2019年35期
彭春涛


摘要:本文对矿用刮板输送机焊接结构件链轮结构进行了系统分析,设计了适合窄间隙MAG焊接的坡口,确定了合适的焊接参数,实现了刮板输送机焊接结构链轮焊接的技术难点。
Abstract: This paper systematically analyzes the sprocket structure of welded structural parts of mining scraper conveyor, designs the groove suitable for narrow gap MAG welding, determines the suitable welding parameters, and realizes the technical difficulties of welding of the sprocket of the scraper conveyor welding structure.
关键词:窄间隙;链轮;焊接
Key words: narrow gap;sprocket;welding
中图分类号:TG113.26+3 文献标识码:A 文章编号:1006-4311(2019)35-0208-02
0 引言
窄间隙MAG气体保护电弧焊(NGMAG)是随着厚板材料的焊接而发展起来的一种焊接技术,具有焊接截面积小、焊接效率高,焊接线能量小、接头冲击韧性好的特点,可满足高强度调质钢材料的高品质焊接要求。
高效节能的MAG气保焊技术在我公司已应用多年,公司也拥有机器人焊接工作站、焊接专机等自动焊接装备,使部分产品实现了自动焊接,但焊接结构类链轮,由于链轮结构的特殊性,现在仍然使用手工电弧焊进行焊接,并且焊接时工件温度较高,操作难度大,生产效率低,对焊工的操作技能、操作熟练程度和质量意识要求都比较高。因此,通过多种渠道完善工艺装备,引进新型的焊接技术和装备,提高焊接质量。
1 链轮结构性分析
刮板输送机是一种借助于运动着的刮板链条来输送散状物料的连续运输设备是煤矿井下的主要运输设备之一。链轮是刮板输送机运转动力传递的主要组成部分,其强度是保证刮板输送机正常运转的重要因素。
2 链轮窄间隙焊接性分析
2.1 基材的化学成分及机械性能
42CrMo钢材属于超高强度钢,具有高强度和韧性,淬透性也较好,无明显的回火脆性,调质处理后疲劳极限和冲击能力较高,具有良好的低温冲击韧性。因此刮板输送机链轮材料适合选用具有一定强度和韧性的42CrMo。
2.2 基材的焊接性能分析
42CrMo钢系中碳调质高强钢,碳含量较高,焊接性较差。焊接时,会有部分熔化熔化的母材金属流入焊缝中,导致焊缝内含碳量增高,焊缝金属在凝固结晶时,容易在焊缝金属中引起热裂纹。尤其在焊缝收弧处裂纹尤为敏感。在焊接过程中要控制好S、P的含量,来改善焊缝组织,细化焊缝晶粒、提高焊缝的塑性、减少组织偏析。在选用焊材时,要选用含碳量较低的低碳焊丝,含碳量控制在0.15%以下,因此选用ER69-G。
42CrMo钢淬硬倾向性大,母材金属热影响区容易产生低塑性的淬硬组织,Ms点又低,因而在淬火区产生大量脆硬的马氏体,导致严重脆化,工件愈厚,则淬硬倾向愈大。刮板输送机链轮刚性大,若焊条或焊接工艺参数选用不当,容易沿热影响区位置处的淬硬区产生冷裂纹。因此,为避免冷裂纹的出现,采取焊前预热来降低冷却速度,減少淬硬区马氏体的产生,从而促进焊缝金属中的氢逸出。从而采用工件焊前预热至300℃~350℃,多层多道焊接,焊缝层间温度控制在(300±20)℃。
2.3 坡口设计
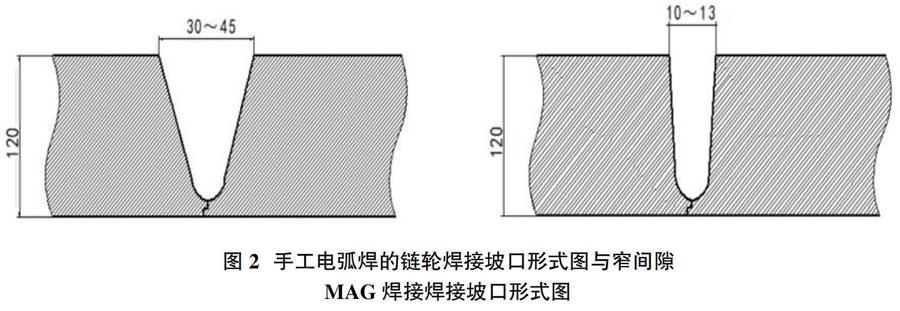
焊接坡口形式是影响焊接熔敷效率和焊接接头质量的关键因素。刮板输送机链轮属回转体结构且焊接位置空间属狭窄焊缝结构,易采用多层单道焊接方法焊接,坡口设计成小角度U型焊缝。焊接坡口小,焊接熔敷量少,焊接生产效率高,容易造成接头根部未融合、未焊透、气体保护不良等焊接缺陷;焊接坡口大,焊接熔敷量多,焊接生产效率底,不仅能提高焊接生产效率,而且还能有效提高焊接接头的质量。手工电弧焊的链轮焊接坡口形式图与窄间隙MAG焊接焊接坡口形式图如图2。
2.4 焊接方法及焊接材料的选择
2.4.1 焊接设备选择
选用窄间隙MAG焊专用设备及特制焊枪进行焊接。
2.4.2 焊接材料选择及拟定焊接参数
①焊接材料:焊丝ER69-G(Φ1.2),保护气体:80%Ar+20%CO2;
②焊接试件:40CrMo链轮单片2件;
③焊接参数:电流200A~280A,电压20V~31V;
④温度:预热温度300℃~350℃,层间温度(300±20)℃。
2.4.3 焊接试验参数及焊缝机械性能(表3)
3 试验结果
3.1 超声波探伤
焊接焊缝按GB50205-2001标准对试验件焊缝部位,进行了100%超声波探伤,检测结构符合GB11345-89标准Ⅱ级以上要求。
3.2 宏观金相
4 结论
①采用窄间隙MAG焊技术应用于结构件链轮产品上,使用新型的坡口形式和设定的焊接规范进行焊接,通过探伤说明焊缝内部无缺陷,满足焊接要求。保证了焊接质量。
②此次窄间隙焊接技术研究坡口截面积560mm2,比目前手工焊J型坡口截面积为632mm2小11.4%,截面积优势越大。即熔敷量比目前手工焊采用的J型坡口小11.4%,焊接效率大大提升。
参考文献:
[1]中国机械工程学会焊接学会.焊接手册[M].北京:机械工业出版社,2004.
[2]陈云祥.焊接工艺(焊接专业)[M].机械工业出版社,2004.
[3]殷树言.气体保护焊工艺基础[M].机械工业出版社,2007.
[4]王一力.金属焊接国家标准汇编[M].中国标准出版社,1999.
猜你喜欢
汽车零部件(2018年11期)2018-12-08
山东冶金(2018年5期)2018-11-22
制造技术与机床(2017年11期)2017-12-18
设备管理与维修(2016年7期)2016-04-23
工程建设与设计(2016年8期)2016-02-16
现代制造技术与装备(2015年4期)2015-12-23