
一种使用壳模壳芯的飞轮铸造工艺
2019-12-19 02:04王凯
科技风 2019年34期
关键词:飞轮
王凯


摘 要:介绍了一种壳模壳芯的灰铸铁飞轮铸造工艺,主要针对柴油机中的中型飞轮铸件,通过对比多种生产工艺,最终采用了雨淋式浇注工艺。
关键词:飞轮;壳模壳芯;雨淋式浇注系统
飞轮是发动机中一种储存旋转动能的装置,具有较大的转动惯量,被用来减少发动机运转过程的速度波动。飞轮需要良好的平衡性,因此飞轮内部不能存在铸造缺陷。本文所采用的壳模壳芯、雨淋式配合冷铁的铸造工艺对灰铸铁材质飞轮进行铸造生产,适用于无机械造型线的铸造车间,可以较好地提高工艺出品率以及生产效率,同时提升飞轮毛坯的表面质量。
1 灰铸铁飞轮的结构特点
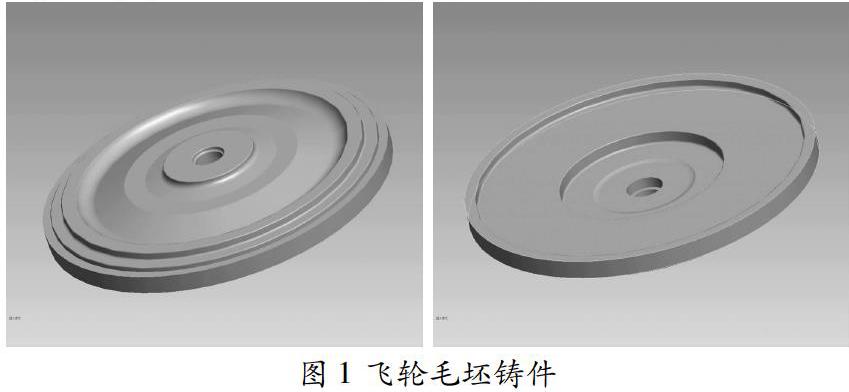
柴油机中的灰铸铁飞轮,其铸造毛坯一般为回转体的中型铸件,直径在300-500mm之间,如图1所示。
可以看出,此种飞轮铸件结构较为简单,分型面大多为为平面结构,无需砂芯,易于分型,造型简单方便。
2 壳模壳芯工艺及其特点
壳模壳芯是一种用薄壳铸型生产铸件的铸造方法,其工艺过程用一种预热硬化的型砂覆盖在加热的金属型板上,使其硬化为壳体,该壳体具有足够的强度和刚度,将上下两个壳体用家具卡紧或者用树脂胶粘住之后,可以构造铸型型腔,不再需要砂箱,以及填砂,起模过程[1]。
使用殼模壳芯工艺可以显著的减少型砂用量,并且获得的铸件轮廓清晰,表面光洁,尺寸精确,能减少冲砂引起的夹砂、气孔、渣孔等缺陷。
本文中所介绍的飞轮铸件在使用壳模壳芯时,分型简洁,模具的加工制作简单,可将飞轮的上、下模分布在砂芯的上、下两面,内浇道上、下贯通,因此能够实现多层累加,可以同时浇注多个铸件。其结构如图2所示。
3 雨淋式配和冷铁浇注工艺
为了灰铸铁飞轮铸件无缩松,气孔等铸造缺陷,设计了多种浇注工艺,并且进行了模拟,并且配合实际生产验证,最终确定了雨淋式配合冷铁的浇注系统。
雨淋式浇注系统可使铸件顺序凝固,有利于铸件的补缩,能防止铸件产生缩孔、冷隔、夹渣以及浇不足等缺陷,同时还可防止由于冲砂而引起的夹砂、气孔和渣孔等缺陷[2]。
其结构如图3所示。
此浇注系统,需将最上面的芯子开一长方形内浇口,同时需要足够高的直浇棒进行浇注,高度在140-200之间,完成充填与补缩双重作用[3]。内浇道采用20-24根6-8的圆柱型形式均匀布置在飞轮靠外圈位置,需要放在铸件后期加工位置,以保证零件表面质量同时减少清理工人的劳动强度。并且在容易出现缩松缺陷的位置附加冷铁以实现铸铁的均匀凝固,防止出现缩松、缩孔等缺陷,此处冷铁需要在制造砂壳时将其埋入砂壳中。经验证每次浇注,铸件在4-5件时效果最佳。
4 结语
该工艺在没有机械造型线的车间中,可减少前期的设备投入,并且较之手工填砂造型效率高,出品率高,产品表面质量好,具有较强的实际应用价值。
参考文献:
[1]王睿,郑军,董勇.壳型铸造发展前景及分析[J].城市建设理论研究,2014.
[2]洛阳矿山机器厂技术科铸造组.雨淋式浇注系统[J].铸工,1972.
[3]吴琼.雨淋式浇注系统的使用[J].铸工,1976.
猜你喜欢
凤凰生活(2021年12期)2021-12-07
优雅(2021年12期)2021-12-06
优雅(2021年6期)2021-07-14
北京青年周刊(2020年33期)2020-08-28
中外管理(2020年5期)2020-06-09
东坡赤壁诗词(2020年2期)2020-06-04
汽车实用技术(2020年3期)2020-03-07
智富时代(2018年11期)2018-01-15
智富时代(2018年11期)2018-01-15
北京青年周刊(2016年13期)2016-04-15
