
国内阻碍垃圾衍生燃料推广应用的原因分析
2019-12-19 02:09吴浩谭玲君沈竑
科技创新导报 2019年22期
关键词:标准
吴浩 谭玲君 沈竑

摘 要:RDF在发達国家得到广泛应用,通过分析国内RDF技术推广应用的标准体系、制备技术以及商业应用,可以得知国内与国外存在较大差异,存在RDF的标准欠缺导致产品无法标准化,RDF的制备成本和运营成本高、成形技术工艺不成熟,以及商业应用定价机制不完善等诸多问题。国内RDF制备技术、标准体系、定价机制以及应用机制需要进一步的完善方能得到广泛推广应用。
关键词:垃圾衍生燃料(RDF) 标准 成形技术
中图分类号:TK6;X799 文献标识码:A 文章编号:1674-098X(2019)08(a)-0123-04
Abstract: RDF is widely used in developed countries. By analyzing the standard system, preparation technology and commercial application of domestic RDF technology promotion, it can be known that there are big differences between domestic and foreign countries. The lack of RDF standards leads to the inability to standardize products, and the preparation cost of RDF. And high operating costs, immature forming technology, and imperfect pricing mechanisms for commercial applications. Domestic RDF preparation technology, standard system, pricing mechanism and application mechanism need further improvement before they can be widely applied.
Key Words: Refuse-derived fuel (RDF); Standards; Forming technology
RDF,即“垃圾衍生燃料”,是原生垃圾经一系列复杂工序制成的一种固体成形燃料。RDF可直接燃烧,也可与煤粉、燃油和木屑等混烧,广泛应用于发电工程、供热工程等工业领域。RDF具有燃烧稳定、易于运输及储藏等特点。RDF燃料化技术已作为固体废弃物处理的新技术逐渐得到世界各国重视,但由于多方面的原因,国内RDF在商业方面还未得到广泛应用。
1 国内外RDF应用情况简述
美国是最早使用RDF发电的国家,据不完全统计目前有5座发电厂利用外购的RDF-5燃料燃烧发电;还有10座发电厂,实现RDF-5的生产、发电一体化。目前美国电厂年处理RDF能力达到570万t以上,占垃圾发电站的1/5。
欧盟各国利用市政生活垃圾(MSW)生产的RDF-5,70%以上用于燃烧发电或供热。英国于1973年在全世界首次提出垃圾衍生燃料(RDF)技术的概念,英国位于柴郡的因斯RDF电厂(CHP),年消耗RDF-5燃料达到60万t,制作RDF燃料的来源为填埋场中的固体废弃物,该电厂的RDF制造、使用环节属于独立环节。德国位于赫希斯特的电厂,年消耗RDF燃料为67万t,发电容量为70MW。荷兰RDF-5产品形成标准化,如ROFIRE产品,为发展再生能源替代化石燃料的政策,荷兰还推行生物质、固废废物取能计划(EWAB计划)。比利时、意大利等国,为加大垃圾衍生燃料的利用量,除用于直燃发电、供热外,还将部分RDF通过气化、热解等方式,制作衍生燃料或产品。
亚洲方面,日本于1988年建成启用第一座RDF工厂,地点位于北海道富良野市。目前日本有超过60座RDF-5的制造工厂和5座利用RDF的发电厂。日本为推广RDF的应用,同时为削减二噁英产生及回收固废能源,鼓励设置RDF制造、利用工厂,同时停止补助小于100t/d的小型焚烧厂及无能源回收设施的中大型焚烧厂。韩国RDF利用相对较晚,2009年新建3座RDF制造厂,年处理RDF规模约20万t。国内目前直接利用RDF的项目还较少,鲜有报道。
2 标准体系分析
2.1 RDF分类标准国内欠缺
发达国家对垃圾衍生燃料目前已经制定了相应标准[1]。
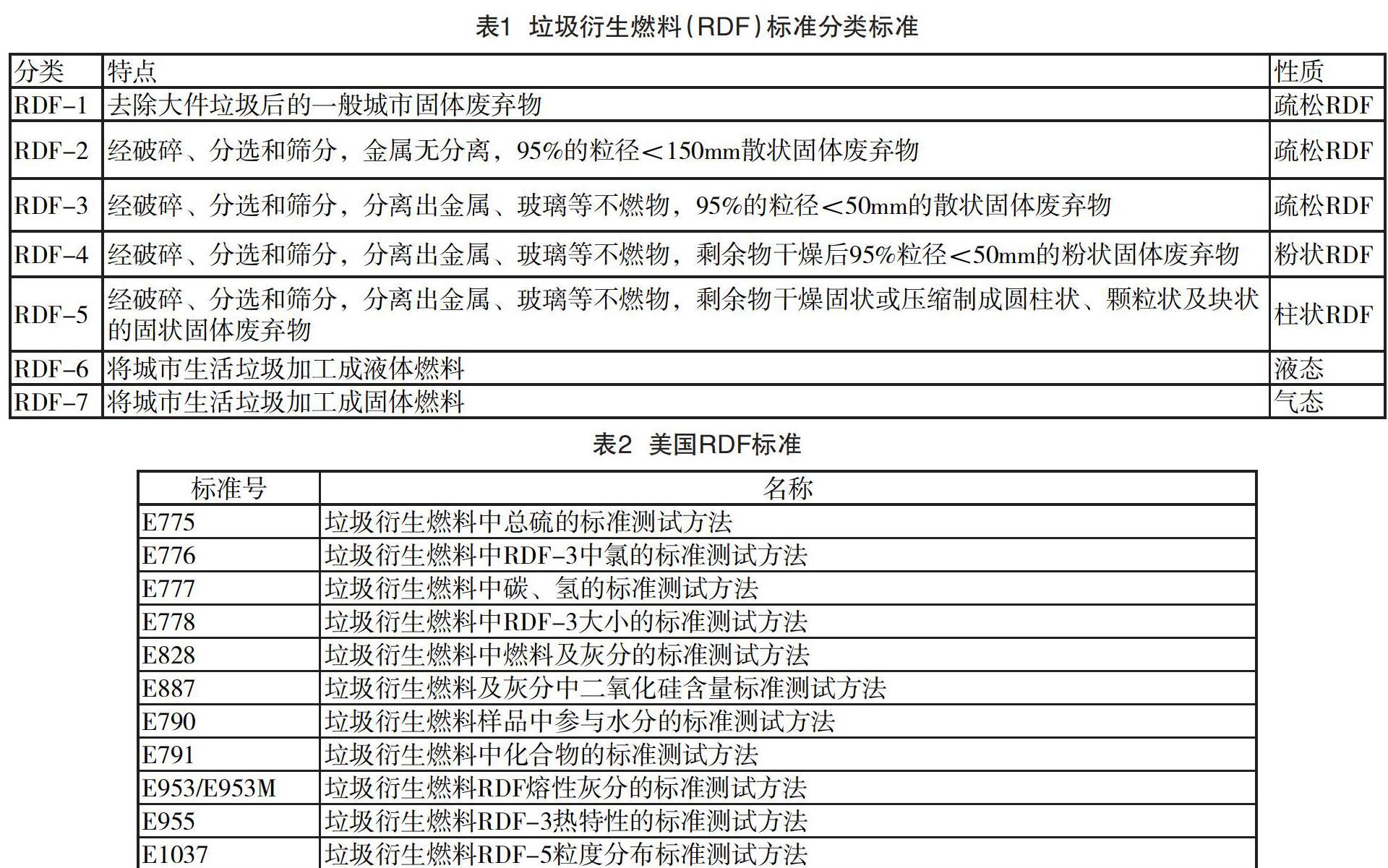
以美国为例,美国材料测试学会(ASTM)按RDF的不同制备特点将RDF分成7类[2],如表1所示。
对于美国所讲的RDF,一般指RDF-2和RDF-3,瑞士、日本等国家通常所讲的RDF,一般是RDF-5。我国垃圾的物理特性决定也偏重于RDF-5。但由于我国对RDF技术的研究起步较晚,尽管国内已经有多家成功生产出RDF燃料,且试烧成功,但由于多种原因还没有大面积投放市场,目前国内还未有标准规范对国内的RDF分级进行规范。
2.2 RDF鉴别检测标准国内欠缺
美国材料测试学会(ASTM)还于1983年制定第1部RDF标准,目前已制定了RDF元素含量、灰分、粒度、燃烧值、水分等在内的标准体系,对RDF的测定、评价、分级提供了参考依据,如表2所示。
除美国以外,为促进RDF的应用及发展,日本工业标准调查会(JISC)1999年开始出台了RDF测定的系列标准,如表3所示。
欧盟国家也制定了RDF相应的标准,如意大利、芬兰、西班牙、瑞士等国。意大利和芬兰的RDF技术标准是依据RDF的热值、水分、灰分及元素含量制定的通用性标准;西班牙、欧盟协会、瑞士等依据的是RDF使用环境条件制定的专用标准[3]。
2.3 国内标准缺失导致产品无法标准化
我国没有制定明确的RDF标准,影响了RDF的顺利发展。为实现RDF运转效率和强化使用管理,亟待解决缺乏RDF标准的问题。国内目前缺乏RDF粒度、热值、水分、灰分、金属、总氯、元素分析检测方法,还需针对中国垃圾特性,规定RDF标准的术语、规范、实验环境、设备参数和应用规范等。
垃圾衍生燃料RDF具有燃烧稳定的特点,但没有检测鉴别标准的建立,就无法形成市场化的统一产品定价标准和产品应用环境,因而给RDF商业化应用带来了诸多制约。
常规燃料如燃煤就可基于热值、产地,给出市场相对公允的定价,通常5000~6000大卡的喷吹煤市场定价为600~700元/t,动力煤Q5000的价格在200~250元/t。由于垃圾衍生燃料RDF属于非标燃料,市场无统一标准,就无法按照热值进行市场定价,容易出现低质高价,市场混乱的现象,正规的RDF制造商也缺乏推广应用的动力。
3 制备技術分析
3.1 RDF制备生产投资、成本高
国内RDF燃料成形技术不能得到市场化运作的最主要原因是RDF生产线投资较大,且运营成本过高,更有甚者,RDF的运营成本将政府给予的垃圾处理补贴全部消耗,这直接影响了项目的经济性。
图1为制备RDF的工艺流程图。目前来说,国内制备1t RDF燃料通常需要3t原生生活垃圾或者农林废弃物。国内成套100t/d处理规模的RDF制备设备约2800万元,不含土建、厂房投资。而RDF的生产成本(包括运行电费、人工费、成形添加剂费用、设备折旧等费用)大约为200元/t左右。100t/d处理规模的RDF制备生产线,年运行成本超过600万元。
3.2 RDF制备技术不成熟
由于我国城市生活垃圾水分含量高,使国外引进的RDF制备技术受到局限。另外,受限于国内生活垃圾未普遍实施分类处理,居民习惯使用塑料类制品,原生垃圾中含塑料的比例高[4],导致RDF燃烧时的废气中氯化氢HCl含量高,易造成燃烧二噁英超标和锅炉腐蚀问题。
RDF制备工艺流程中,由于国内垃圾的特性,无机物渣土、金属类物质的存在,导致制备工艺中的粉碎设备(图1环节3、6、18)磨损较快,塑料、金属物缠绕导致设备的问题也经常存在,连续、自动化生产率低;其次,成形工艺(图1环节9)的一次成形率低,成形设备易损件更换频繁,经济性差。此外,风干定型(图1环节10)的产品成形效果差、碎料较多,成形产品的性质受前端垃圾性质的影响,热值成分等变化较大,无法形成稳定的产品,产品质量可控度低。
国内目前对RDF成形的技术包括:环模压辊、平模压辊、机械活塞成形、液压活塞成形、螺旋挤压成形等技术,还存在设备易磨损、维修成本高,对原料要求高、设备稳定性差等问题需要解决。
3.3 RDF成形臭气粉尘问题
图1所示的RDF整个生产工艺过程缺乏环保配置,尘排放超标,噪音超标,臭气易超标,该因素是RDF制备成形过程对环境的主要影响。除此之外,中国原生生活垃圾水分含量通常在40%~60%,而RDF成形通常要求水分含量在15%以下甚至5%以下,因此制备RDF需要物理压缩、干燥过程(图1环节7、8、9、10和环节22)。制备RDF的干燥温度在100℃~120℃之间,臭味主要通过设备密封、加入添加剂等手段予以消除,但通常效果不佳或者制作成本过高,无单独的臭气处理工艺。
4 商业应用分析
4.1 国内未建立RDF定价补偿机制
基于中国地方政府的财政支付能力,通常希望以低廉的价格实现垃圾最终减量,例如国内某市生活垃圾焚烧处理价格低至18元/t,就可实现原生生活垃圾的80%~90%的减量化处理。而RDF燃料成形后,尚处于中间产品形态,没有进行最终处置。RDF生产制备价格高于其他最终减量化处理技术,对于政府方来说较难有吸引力。此外,RDF生产者通产不是RDF的需要者,生产者和需要者之间收费机制尚无确立。RDF测定评价标准的缺失导致市场无法用公允的价格对RDF成形物进行定价。而在欧美发达国家,RDF可作为标准产品向市场售卖,并且很多设施都是RDF制备、利用一体,减少了RDF的转运、储存成本,可以为原生垃圾、废弃农林废弃物制备RDF创造了有利条件。
4.2 直燃焚烧技术成熟
国内经过多年的引进技术和设备国产化,垃圾在无需分拣、不添加任何辅助燃料的情况下,就可实现高温自燃,并使经过处理的烟气满足国家环保排放标准要求,运营成本大大降低,鉴于此,RDF应用的必要性就大打折扣。RDF若实现市场化,需重新改变焚烧炉的工作条件,对于已建成的焚烧厂需要设备改造以适应高热值的RDF掺烧。
4.3 RDF直燃锅炉环保排放问题
对RDF燃料基础研究不够,成形前一般要求尺寸破碎到15cm以下尺寸,对于RDF利用者来说,RDF过小尺寸容易在没有直接燃烧情况下就被直接吹入烟道,锅炉结焦结渣,腐蚀严重,利用废弃农林生物质制作的RDF燃料直燃锅炉常常存在环保排放设施不到位、排放不达标的问题。国能新能[2014]295号指出:生物质成型燃料锅炉供热示范项目烟尘、二氧化硫、氮氧化物排放都有严格的排放标准要求,同时要求安装环保部门认可的污染物排放自动监测设备。实际很多利用RDF供热的生物质锅炉环保配置不全,排放不达标。其次,整个处理工艺中容易出现除尘不当,烟尘超标的问题。此外,小型锅炉炉膛温度控制技术、高氮农业废弃物处理技术未过关,氮氧化物等二次污染物容易出现超标的问题。
4.4 与垃圾分类需求的匹配问题
目前无论国内还是国外都在大力推进垃圾分类制度,垃圾分类不仅仅是单纯的垃圾分选,还有垃圾的分类处理利用。RDF成形技术可以实现生活垃圾分选处理的自动化,但还属于一项耗能技术。随着经济的发展和人民生活环保意识的加强,国内RDF技术需要进一步升级减少处理成本、提高处理的稳定性和性价比,才能适应国内垃圾分类处理的需要。
5 结语
从以上分析可以得出,目前国内RDF的利用还处于摸索、试错阶段,还有很多问题亟待解决,主要问题包括RDF的标准体系问题、制备成形问题以及商业应用的机制问题。建议RDF生产者以及利用厂商能够对相关问题进行进一步的优化,从经济适用角度以及环境友好角度得以提升,同时RDF的生产制备与RDF的利用尽量实现一体化,国内地方政府及有关部门能够尽早建立产品检测标准和产品应用的标准体系,为RDF产业商业应用建立服务机制,方能使得RDF的利用得以推广。
参考文献
[1] 王小宏,陈灏,赵玉柱.关于垃圾衍生燃料标准的研究[J].现代化工,2016,36(4):1-3.
[2] 郝粼波,郭旭,唐书娟. RDF技术在城市固废中的应用[J].环境卫生工程,2014,22(5) :60-62.
[3] Antonio Gallardo, Mar Carlos, Bovea MD, et al. Analysis of refuse derived fuel from the municipal solid waste reject fraction and its compliance with quality standards[J].Journal of Cleaner Production,2014(83) :118-125.
[4] 吴浩,王艳宜,吴燕琦,等.深圳市生活垃圾分类对垃圾焚烧影响的研究[J].环境卫生工程,2016,24(1):40-44.
猜你喜欢
城市道桥与防洪(2022年4期)2022-07-01
当代陕西(2019年8期)2019-05-09
上海建材(2019年1期)2019-04-25
动漫星空(兴趣百科)(2019年3期)2019-03-07
家庭影院技术(2018年4期)2018-05-09
专用汽车(2016年4期)2016-03-01
质量与标准化(2015年9期)2015-12-31
中国质量与标准导报(2014年4期)2014-03-11
中国质量与标准导报(2014年10期)2014-02-28
中国质量与标准导报(2014年7期)2014-02-28
