
圆球十字槽在数控车削中的加工方法
2019-12-19 02:05余正存
科技创新与应用 2019年35期
余正存
摘要:数控车床目前是机械加工中应用最广泛的,其加工效率高,稳定性能强。圆球是机器中最常见的部件,其制造方法形形色色,加工难度在于如何控制使过切、欠切现象不会发生,保证加工质量,提高生产效率。
关键词:圆球;圆弧车刀;夹具
中图分类号:TG519.1 文献标志码:A 文章编号:2095-2945(2019)35-0100-02
Abstract: CNC lathe is the most widely used in machining, and its machining efficiency is high and its stability is strong. The ball is the most common part in the machine. Its manufacturing methods are varied. The difficulty of processing lies in how to control over-cutting and undercutting, ensure processing quality, and improve production efficiency.
Keywords: a ball; arcing knife; work holder
圓球十字槽的主要作用是转向部件之间的链接件。如何保证其加工精度,提高加工效率,降低加工成本?本文主要对圆球十字槽加工方法进行了研究,主要包括刀具选择、夹具设计等。刀具的选择直接影响着零件的加工效率和质量,夹具设计与装夹,直接决定着零件的生产效率和零件上相互位置关系。
1 零件加工技术要求
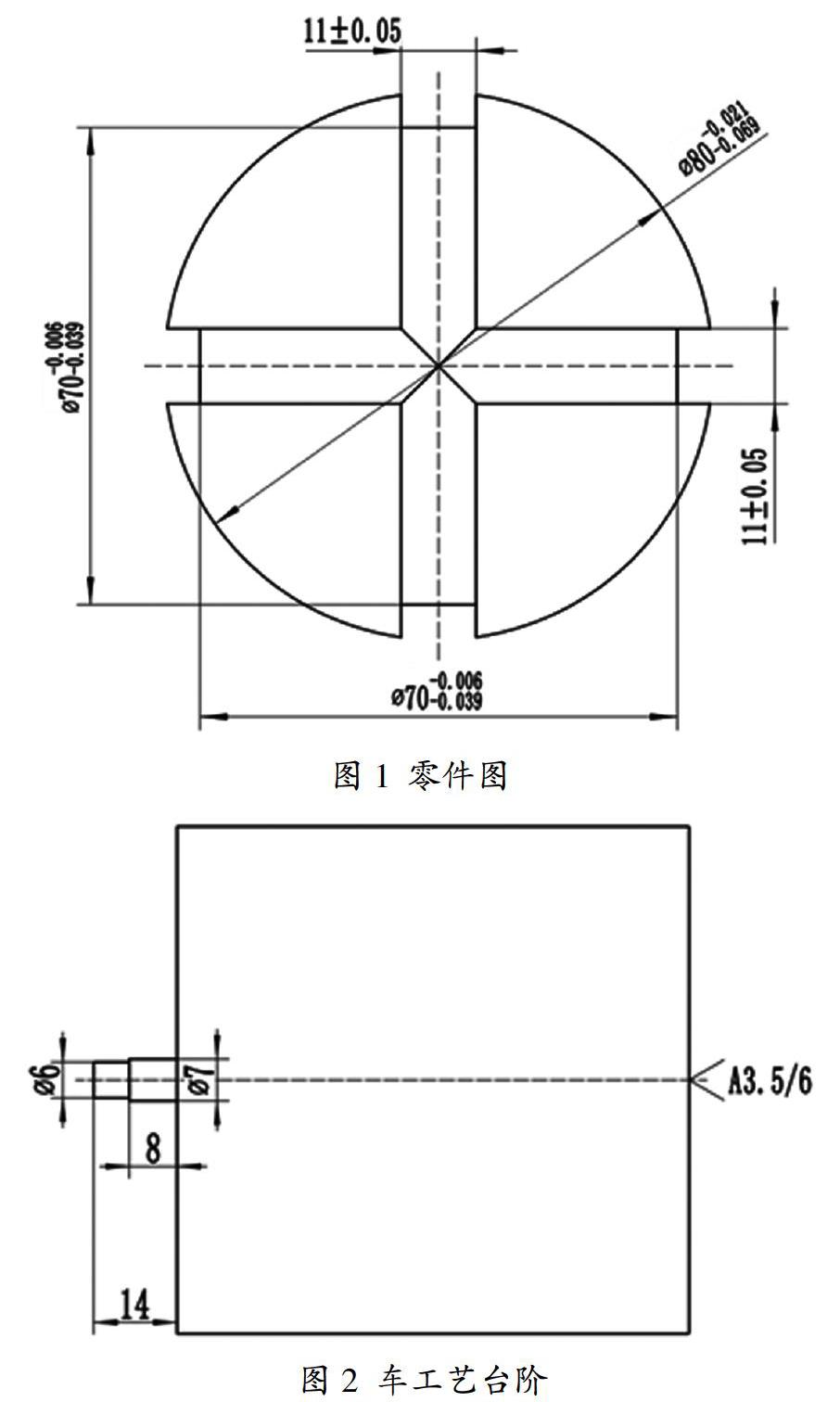
零件图如图1所示,要求锐角倒钝,零件加工表面上,不应有划痕、擦等损伤零件表面的缺陷,未注形状公差应符合GB1184-80的要求,材料为45#钢。该材料综合机械性能好,即具有高的强度和良好的塑性、韧性,应用广泛。毛坯为φ85×100的棒料。零件的尺寸、表面质量、位置关系要求较高,加工难度在于工件装夹及辅助夹具设计。
2 加工工艺制定
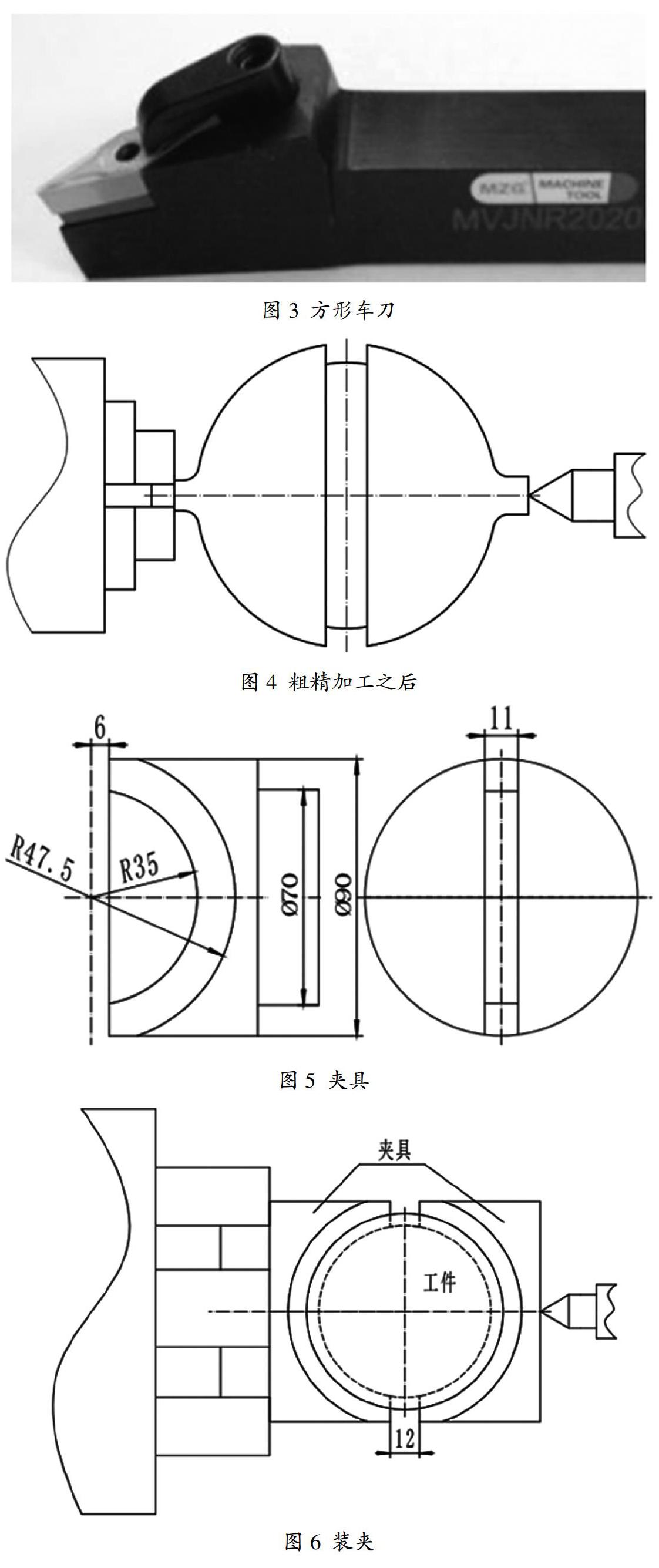
先加工工艺台阶及中心孔,为后续的批量加工作准备。以φ6为定位基准,采用一夹一顶的装夹方式,完成圆球表面加工。由于加工过程中采用辅助夹具,装夹难度较大,为保证加工质量,因此在一次装夹中,完成圆球表面的粗精加工,如图3所示。在进行粗加工时,为了提高加工效率,降低生产成本,在刀具选择上,防止与顶尖、卡盘发生干涉,本例选择左右偏刀如图3,在精加工球面时,采用R4mm的圆弧车刀,在粗精车11mm的槽时,选用了4mm切槽刀。如果车刀圆弧选择较大,或者切槽刀刀尖较宽,在车削时不但增加背向力,从而对工艺刚性产生较大的影响,而且由于接触面的增加,容易产生振动。如果选择圆弧车刀为粗加工刀具,虽然在精加工余量均匀上有优势,但由于圆弧车刀在切削时接触面积较大,背吃刀量不宜选择过大,再加上工艺系统刚性较差,从而对表面质量和尺寸精度产生影响,降低了生产效率。采用左右偏刀粗车,圆弧车刀精车,不但不影响加工精度,反而提高加工效率。粗精加工结束后,在装夹方式不变的情况下,对11mm的槽进行粗精加工,然后卸下工件,取除?准7的两个台阶,为下一道工序做准备。切削参数的合理与否,直接决定着加工工件的质量,在切削参数上,本例中粗、精车主轴转速为300-450r/min,背吃刀量为1.5mm,进给速0.12mm/r,留0.3精加工余量,精加工为进给速度0.08mm/r。这样的刀具参数,主要考虑到定位基准刚性较差。在装夹方式不变的情况下,对11的槽进行粗精加工,加工结果如图4,然后卸下工件,取除两个台阶,为下一道工序做准备。
3 夹具的设计与装夹
接下来,就是夹具的设计与制造。上道工序中,已经对圆球和槽进行了粗精加工,对于图1的再加工,就必须考虑到下一道工序的定位基准和装夹方式。根据所加工零件实物和对零件图纸的分析,11mm两个槽是垂直的,得出只能以11mm的槽为定位基准的结论,以11mm的槽作为定位基准,完全可以满足加工要求,保证相互位置关系和尺寸精度。以11mm的槽作为定位基准,就必须设计制造出相应的夹具如图5两个,夹具与11mm要达到过度配合,防止在加工时发生位置变化。
制造夹具时要保证两个夹具大小必须相等,一是为了保证对11mm槽的加工质量,便于排削,提高刀具使用寿命;二是为切槽刀对刀时提供定位,提高零件加工精度。最终装夹如图6所示。然后以夹具侧边为基准对刀,完成对零件最终的加工。
4 结束语
本文主要研究了圆球十字槽的加工方法,主要包括刀具、切削用量的选择、夹具设计等。意在提高球体零件的加工精度和加工效率,保证了球体零件的加工质量,比起传统的加工方法,更具优势,发挥辅助夹具在实际加工中的优势。
参考文献:
[1]王明红.数控技术及其应用[M].清华大学出版社,2009.
[2]刘蔡保.数控车床编程与操作[M].化学工业出版社,2009.
[3]钱海云.CAXA数控车[M].西南交大出版社,2015.
猜你喜欢
小火炬·智漫悦读(2022年2期)2022-03-01
交通科技与管理(2021年13期)2021-09-10
河南科技(2020年36期)2020-06-10
故事家·高考季(2020年3期)2020-04-26
卷宗(2016年11期)2017-03-24
卷宗(2016年1期)2016-03-21
小雪花·成长指南(2015年4期)2015-05-19
地图(2009年6期)2009-12-11
中国教育技术装备(2009年17期)2009-07-29
