
沼液浸泡对玉米秸秆调控的油泥砂产气性能的研究
2019-12-10 09:44杨茜李磊荣琨张晨曦耿孝恒
安徽农学通报 2019年20期
杨茜 李磊 荣琨 张晨曦 耿孝恒

摘 要:为考察沼液浸泡用于油泥砂和玉米秸秆共消化的可行性,并作为新的处理技术参与实际应用以解决当前石油开采、冶炼过程中的危险废物油泥砂的污染问题以及提高共消化产气性能,开展了沼液浸泡底物对共消化产气性能的影响试验。结果表明:单一油泥砂由于缺乏有机物质,预处理对其有机组分改变不大,不适合作为消化底物进行产气;经沼液浸泡的玉米秸秆物理-化学性质得到改善,更易被微生物降解利用。综合各项产气结果,当浸泡率为70%,处理24h后的玉米秸秆与油泥砂的消化产气结果最佳,累积产气量1077mL,单位有机质产气量为7.96mL/gVS,容积产气率为0.68(L//L·d)。该项研究结果可为油泥砂的合理处置提供参考依据。
关键词:油泥砂;玉米秸秆;共消化;沼液浸泡;沼气
中图分类号 S216.4;X712文献标识码 A文章编号 1007-7731(2019)20-0138-05
Abstract:For biogas digested soaking for oil sludge sand and the feasibility of corn stover were digested,and participated in the practical application as a new processing technology in order to solve the current hazardous waste sludge in the process of oil exploitation,smelting the pollution problem of sand and improve the performance of a total of digestive gas test with the method of biogas slurry soaking substrates,focuses on biogas digested soaking effect on the performance of a total biogas. The results showed that the single oil sludge sand was not suitable for gas production because of the lack of organic substances,and the pretreatment has little effect on its organic composition. The physic-chemical properties of the corn stover soaked in biogas slurry were improved,which can be easily degraded and utilized by microorganisms. According to the comprehensive biogas production results,when the soaking rate was 70%,the digestion gas production results of corn straw and oil sludge sand after 24 h treatment were the best,with the cumulative gas production volume of 1077 mL,the gas production per unit of organic matter of 7.96 mL/g VS,and the volume gas production rate of 0.68(L//L·d). The results of this study can provide reference for the reasonable disposal of oil sands in enterprises.
Key words:Oil sludge sand;Corn stover;Co-anaerobic digestion;Soaking in biogas slurry;Biogas
油泥砂是指在油田对石油进行开采、储存、转运和加工等过程的各个环节,被原油污染了的泥砂混合物。它来源复杂,种类繁多,成分复杂,危害性大[1-2]。油泥砂属于危险废物(HW08项),据统计仅胜利油田每年就产生约11万吨的油泥砂 [3],其它国内大中小型炼化企业年产油泥砂的量更大。
厌氧消化是生物质固废转化为沼气的资源化有效技术 [4]。目前,将厌氧消化技术用于含油污泥的处理已有不少专家学者开始研究[5-8],而将厌氧消化技术与油泥砂“三化”(资源化、能源化、无害化)处理相结合的研究空白较多。本课题组通过前期预试验发现,通过添加外源营养物(玉米秸秆)能有效提高油泥砂的厌氧消化产气性能,且随着玉米秸秆添加量的增加,产气值与其呈正相关。考虑到秸秆特殊的物理-化学结构是制约提高产气效率的关键因素,基于本课题组前期研究基础和实际应用情况,本研究进一步对玉米秸秆进行处理,以期提高共消化的产气效率。
本研究采用序批式聯合厌氧消化工艺,在高温(55±2℃)条件下,通过沼液浸泡的方式,借助产气性能结果研究预处理对共消化产气性能的影响,以期为后续油泥砂的“三化”处理提供理论支持。
1 材料与方法
1.1 实验材料及仪器
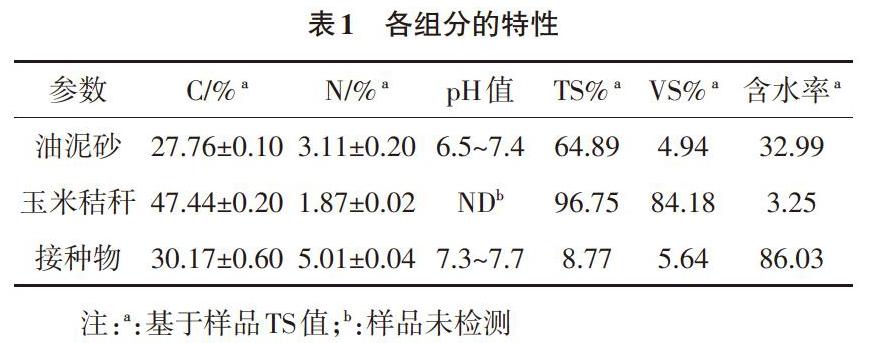
1.1.1 油泥砂 取自山东胜利油田纯梁采油厂纯梁首站:从三相分离器混合舱排污口取样。油品为正常油品,非稠油;驱油方式为水驱,成分主要有:油、水、泥沙,不含聚合物等其他三采驱油成分;此外,该站工艺前段加药,油泥砂中含有约100ppm的破乳剂。具体详见表1。
1.1.2 玉米秸 秆取自山东省滨州市滨城区附近农田(3月份)。先用去离子水洗掉泥沙等杂质,再置于40℃烘箱烘干至含水率≤5%,然后粉碎至2~3cm,密封封袋室温保存备用,供后续实验使用(见表1)。
1.1.3 菌种 取自山东省滨州中裕食品有限公司某高温(55℃)厌氧发酵罐,发酵底物是粮食生产乙醇的副产物酒糟发酵后的产物(见表1)。
1.1.4 仪器设备 电子天平(SQP,精度为0.001g)、电热恒温鼓风干燥箱(上海一恒科学仪器有限公司)、马弗炉(FURNACE1300℃)、元素分析仪(Elementar,Germany)、ZK-1BS型真空干燥箱、pH计(上海雷磁)、血清瓶(200mL、1L)、量筒(1L)等。
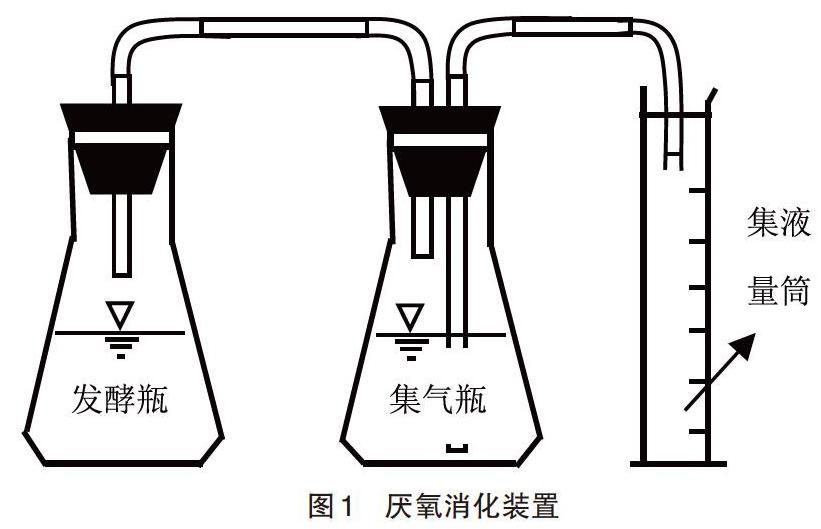
1.2 实验装置 试验所用厌氧消化装置是根据排水集气法原理制作而成,为实验室自行设计的可控型恒温厌氧消化装置,如图1所示。装置由1支200mL血清瓶(发酵瓶)、1支1000mL血清瓶(排水集气瓶)和1支1000mL量筒(集水瓶)3部分构成,各装置间用硅胶管连接。正式产气前,将准备好的加热装置放置于恒温水浴锅中,每个设置3个重复,温度波动范围为±2℃。
1.3 实验设计 200mL血清瓶,150mL有效体积。TS值设为3%。接种物体积40mL。根据前期研究结果,油泥砂与玉米秸按质量比设为1∶4。沼液为中裕食品现运行的厌氧发酵罐中的混合物(TS≤3%,55±2℃)静置后的液体;处理的含水率分别定为90%、80%、70%和60%,处理时间为24h,其中含水率90%处理48h、未处理的作为2个对照,具体装料值详见表2。底物装好后,氮吹扫5min造成厭氧环境并密封,置于55±2℃高温条件进行厌氧消化,并逐日记录产气量。所有试验均设3个平行试验。只含接种物和水的装置作为背景空白用以矫正产气结果。数据采集从接种后的第2天开始。每天手动摇瓶2次,每次10min。
1.4 数据处理
1.4.1 分析方法 总固体(TS)采用(105±5℃)干燥法;挥发性固体(VS)采用550~600℃灼烧法[9-10];C、N、H元素含量,采用元素分析仪检测;产气量,采用实验室自制的厌氧消化系统(见图1),排水法收集;pH值,采用pH计测量。
1.4.2 计算方法 相关计算公式如下:
含水率(%)=1-[干物质的质量原始物质的质量+水的质量]100 (1)
容积产气率(VLR)=[日产气量,mL发酵瓶总容积,mL],L/(L·d)[11]T (2)
单位VS产气率=[日产气量,mL单位质量物料,g],mL/g VS[11] (3)
2 结果与讨论
2.1 日产气结果 如图2所示,底物消化30d,主要产气集中在前22d,不同含水率、浸泡时间的日产气量曲线总体处于先增大,后减小,再增大,再减小的趋势,在前2d,日产气量可以达到80mL左右,产气效果理想,在第2d之前有1个产气小高峰,分析认为是瓶内气体热胀冷缩产气,再加上微生物降解油泥砂和玉米秸秆产生的气体,使总气体体积较大。第4~7d,产气量增长趋势最明显,增长速率也最快,在第7d达到了整个实验的产气最高峰,分析认为是在有机物质营养充分的条件下,微生物所吸收的营养物质充足,对油泥砂和玉米秸秆的降解效果好,产气也达到最大;跟前期所预期结果相似的是,含水率为90%、浸泡时间48h的预处理组产气体积最大,为180mL,比其他含水率和浸泡时间预处理组对应的产气体积高出40mL。随后随着时间的推移,瓶内有机物质的量也随之减少。由于产气是连续试验,过程中没有任何有机质的补充,日产气体积也随之缓慢减少,直至产气为零。每组产气量变化与玉米秸秆有关:在装瓶时,玉米秸秆的质量和体积都很小,玉米秸秆内部的纤维素和半纤维素暴露在外部体积也较大,能够和微生物充分的接触,导致产气体积大。产气结果表明,预处理不仅能改善底物的物化结构,还能提高底物的产气量。根据前期的查阅资料和预期估计,浸泡时间越长和含水率越高,产气效果会更好,但从图2中可以得知,除了浸泡时间48h,浸泡率为90%的曲线和其他曲线有较大的差别,其他曲线不能看出数值上的明显差距,分析可能是在使用沼液浸泡法对玉米秸秆进行预处理时,由于加入的沼液比较少,没有能够大程度地改变玉米秸秆的物化结构,玉米秸秆内部的纤维素和半纤维素跟微生物的接触面积没能大面积暴露,导致浸泡效果不是特别好,最终的产气量没有太大的差别。
2.2 累积产气结果 由于纯油泥砂经预处理后有机质差别不大,且预处理对产气结果影响微乎其微,后续的结果忽略此对照组的数据。由图3结果可知,不同浸泡率日累积产气量都很大,总体趋势为先快速增长,再平缓增长,含水率60%、浸泡时间24h预处理组累积产气量达到将近1200mL,含水率90%、浸泡时间48h组的产气量最小,但也高达982mL,每组累积产气量之间差值不是很大,产气效果理想。第1~3天,产气量不大,累积产气量曲线慢速增长;在第4~7天,产气体积大,累积产气量增长速率快,一方面因为加入的玉米秸秆为微生物提供了大量的有机物,微生物能够充分降解了油泥砂和玉米秸秆;另一方面是加入的外源物体积较小,而且其内部的纤维素和半纤维素大面积地暴露在外部,能够很好的与微生物接触,为微生物提供充足的营养物质;说明微生物能很好地降解油泥砂和玉米秸秆,所以产气量大。在第7~22天,发酵瓶中的有机物被微生物消耗,有机物的量逐渐减少,产气量也减少,各组曲线增长变得平缓,最后有机物被消耗完,产气停止。含水率越大、浸泡时间越长,产气效果会越好,但从图结果可知,含水率为90%、浸泡时间为48h曲线产气总量反而最低,根据实验前后过程来分析,可能是高温条件下产气设备的密封性不好,导致产气结果偏小。
2.3 单位VS产气率 根据单位有机质产气量计算公式(单位有机质产气量=日产气量/VS总),因为加入的油泥砂和外源物的质量和挥发性组分是恒定的,所以单位有机质产气量的值只与日产气量有关,因此其图与日产气量图2相似。由图4可以得出,产气量越高,单位有机质产气量越高。和图2相似的是,在第2天之前,产气量慢慢增加,对应的单位有机质产气量也随之增加,其可以达到20mL/gVS左右,然后进入一个缓慢的下降阶段,单位有机质产气量约为2~15mL/gVS,再进入反应的高峰期,产气量也快速增长,单位有机质的量也由小变大,高峰期的单位有机质产气量达到了50~55mL/gVS,最后过了高峰期之后,由于有机物质的量的下降,微生物对油泥砂和外源物的降解作用减弱,导致产气量缓慢减小,单位有机质产气量也由大变小,最后当所有的有机质都被微生物全部消耗完,产气停止,单位有机质产气量降到0mL/gVS。
由实验结果分析,加入玉米秸秆显著增大了油泥砂的产气量。从日产气量来看,浸泡时间越长、含水率越大,产气量越高,微生物对于油泥砂和玉米秸秆的降解效果越好。玉米秸秆的添加能给微生物提供生长的营养物质,不仅产生了清洁气体——沼气,还实现了危废油泥砂和有机固废作物秸秆的“三化”处理的目的。
2.4 消化时间 厌氧消化时间反映了消化底物的厌氧消化性能和消化效率,其长短表明相同厌氧消化时间内降解底物量的多少[12]。该试验中,不同配比条件下油泥砂与玉米秸秆的消化时间如表3所列。T50和T90即累积产气量分别达到产气总量的50%和90%所需要的时间,值越小,说明反应速率更快,效率更高,对于企业生产来说,消化时间是作为工艺选择的重要评价指标。
从表3中可以看出,根据计算和比较得出,含水率70%,浸泡时间24h的组相比于其他组均有所提前,T90比其他组提前了2~4d。参照图3的累积产气结果,当含水率为70%,浸泡时间为24h的条件下,发酵能够达到最理想的效果,工程耗时最短,产气最佳。
2.5 容积产气率 容积产气率又称池容产气率,为单位体积单位时间的产气量,是系统运行好坏的一个重要指标,单位m3/(m3·d)或者L/(L·d)。容积产气率越高,最终沼气产量越高。由上图可以看出,含水率为90%、浸泡时间为48h的容积产气率最高,为0.9(L/L·d),含水率为90%、浸泡时间为24h,含水率为80%、浸泡时间为24h,含水率为70%、浸泡时间为24h,含水率为60%、浸泡时间为24h的容积产气率最高值分别为0.6375(L/L·d)、0.5925(L/L·d)0.68(L/L·d)、0.64(L/L·d)。由計算公式可知,日产气量越高,容积产气率越大,而含水率为90%,浸泡时间为48h的组容积产气率最高的原因可能是是浸泡的时间越长,沼液中的微生物对玉米秸秆内部的纤维素和半纤维素的降解就会越久,纤维素和半纤维素的暴露面积越大。而这些纤维素和半纤维素能够为微生物提供有机质,使得微生物能够大量存在,最终对于共消化产气有很好的提升效果,因此日产气量也会增大;而其他各组的最高容积产气率之间没有太大的区别,因为在浸泡时加入的沼液量不是很多,而玉米秸秆的量又很大,所以其各组之间的浸泡效果大致相同,使其产气量的最大值之间没有太大的产别,所以容积产气率的最大值很接近。在容积产气率的最高峰之后,容积产气率的值慢慢减小,是因为混合液中有机组分的量逐渐被消耗,而在此过程中没有再向混合液中加入任何的有机物质,导致产气量减小,容积产气率也随之降低。
3 结论
(1)油泥砂有机质含量低,预处理对单一油泥砂的消化产气无任何助益;
(2)经沼液浸泡预处理后的玉米秸秆能有效改善底物的物理-化学性质,共消化产气性能得到极大提高;
(3)综合以上产气结果,当浸泡率为70%,处理24h后的玉米秸秆与油泥砂的消化产气结果最佳,累积产气量1077mL,单位有机质产气量为7.96mL/gVS,容积产气率为0.68(L/L·d)。该项研究结果可为以玉米秸秆为代表的作物秸秆用于调控油泥砂“三化”处理提供参考依据。
4 展望
沼液浸泡玉米秸秆后用于调控油泥砂厌氧消化产气,结果表明其能显著提高共消化底物的产气效率。但考虑到油泥砂自身带有的有毒有害物质会随着发酵底物含固率的提高极易对未驯化的接种物造成一定毒害作用导致产气失败(前期研究最大含固率为5%,油泥砂与玉米秸秆的比为1∶1)。为提高消化系统的含固率和产气量,接种物的定向驯化以及多种作物秸秆的预处理势在必行。后续工作中,针对油泥砂的共发酵(不同作物秸秆)、如何提高甲烷含量和半连续试验等的研究会进一步展开,同时还会考虑消化产物回填油井的工作,以期为企业的油泥砂“三化”处理提供理论参考依据。
参考文献
[1]赵晓非.新型油泥处理技术展望[J].化工进展,2016,35(S1):276-280.
[2]樊玉清.油田高含油泥砂提油-固化综合处理及利用[J].中国海洋大学学报(自然科学版),2013,43(09):96-101.
[3]刘建华.胜利油田油泥砂焚烧及综合利用技术研究[D].青岛:中国海洋大学,2006.
[4](日)野池达也.刘兵,薛咏梅译,季民审.甲烷发酵[M].北京:北京工业出版社,2014.
[5]刘华杰,杨殿海,薛勇刚,等.含有废水处理厂污泥的厌氧消化试验[J].化工进展,2013,32(10):2501-2506.
[6]姜赫,潘颖.大庆油田含油污泥超声波预处理——厌氧产甲烷的探讨[J].云南化工,2019,46(05):165-166,170.
[7]Ragheb A. Tahhan,Rouba Youssef Abu-Ateih. Biodegradation of petroleum industry oily-sludge using Jordanian oil refinery contaminated soil[J]. International Biodeterioration &Biodegradation,2009,63(8).
[8]刘小兵.含油污泥处理技术现状及发展趋势[J].中国石油和化工标准与质量,2016,36(11):111-112+114.
[9]APHA,AWWA & WEF (1995). Standard Methods for the Examination of Water and Wastewater,19th ed. American Public Health Association/America Water Works Association/Water Environment Federation[J].Washington DC,USA,1995.
[10]国家环境保护总局,《水和废水监测分析方法》编委会.水和废水检测分析方法(第四版)[M].北京:中国环境科学出版社,2002.
[11]杨茜,荣琨,张晨曦,等.菌渣与麦秸厌氧消化产气潜能研究[J].中国沼气,2019,37(03):50-55.
[12]杨茜,鞠美庭,候其东,等.微波辅助MgO/SBA-15预处理对玉米秸秆厌氧消化的影响[J].太阳能学报,2018,39(6):1711-1719.
(责编:王慧晴)
猜你喜欢
小学科学(学生版)(2020年3期)2020-03-25
小学科学(学生版)(2020年2期)2020-03-03
中国沼气(2017年4期)2017-11-08
山东农业科学(2017年2期)2017-03-15
上海煤气(2016年1期)2016-05-09
中国资源综合利用(2016年1期)2016-02-03
农业科技与装备(2014年12期)2015-04-02
应用化工(2014年11期)2014-08-16
