
不同因素对神木煤电化学氧化制氢特性的影响
2019-12-02 01:23郑小峰徐冬冬崔娟王远平吴一宇
当代化工 2019年9期
郑小峰 徐冬冬 崔娟 王远平 吴一宇

摘 要:为了探究碱性条件下神木煤电化学氧化制氢特性,实验以铂電极为工作电极,采用恒电流法,通过单因素实验和正交实验考察了反应温度、煤浆浓度、K3Fe(CN)6浓度、碱液浓度及搅拌速度对煤浆电化学氧化制氢的影响。结果表明1 mol/L KOH、温度30 ℃、搅拌速率520 r/min、煤浆浓度0.06 g/mL、催化剂浓度0.03 mol/L时为最优工艺条件,在该条件下氧化电压最小且产生气体较多。采用气相色谱分析了气体组成,H2含量可达95%以上,还含有少量CO2和CH4气体。同时神木煤电化学氧化前后的FT-IR和XRD表明,神木在电化学氧化中发生了相关氧化反应。
关 键 词:煤;电化学;氧化电压;制氢
中图分类号:TQ 546 文献标识码: A 文章编号: 1671-0460(2019)09-1972-04
Abstract: In order to investigate the electrochemical hydrogen production characteristics of Shenmu coal in alkaline solution, taking platinum electrode as working electrode and using constant current electrolysis, the influences of reaction temperature, coal slurry concentration, K3Fe(CN)6 concentration, alkaline concentration and stirring rate on the electrochemical oxidation hydrogen production of coal slurry were investigated by orthogonal experiments and single-factor experiments. The results revealed that the optimum conditions were as follows: KOH concentration 1 mol/L, the temperature 60 °C, the stirring rate 520 r/min, the coal slurry concentration 0.06 g/mL and the catalyst concentration 0.08 mol/L. Under above conditions, the electrochemical oxidation voltage was the lowest and more gas was produced. The composition of produced gas was analyzed by gas chromatography, and hydrogen content reached 95%.FT-IR and XRD measurements of Shenmu coal before and after electrolysis oxidation reaction indicated that Shenmu coal oxidizing reaction happened in the electrochemical oxidation.
Key words: Coal; Electrochemical; Oxidation voltage; Hydrogen production
我国是一个煤炭资源相对丰富,石油和天然气相对紧缺的国家,从而形成了我国以煤炭为主的能源消费结构。近年来经济的不断发展,国内对油气需求逐年递增,导致石油、天然气的对外依存度不断提高,成为制约我国经济发展的瓶颈。如何利用我国丰富的煤炭资源优势,大力发展煤炭清洁利用技术,实现煤炭的洁净有效转化,促进煤化工产业链的延伸,这一举措对于优化国内能源消费结构至关重要[1-3]。因此煤炭的清洁高效利用成为许多煤炭行业者关注的重点。煤的电化学氧化制氢技术作为一种煤炭清洁高效转化的利用技术,最初是由美国学者Coughlin和Farooque提出的[4]。该技术将水电解制氢与煤炭气化进行耦合,实现了电解制氢能耗的降低,又可以实现煤洁净温和气化。张增增等[5]研究表明,与传统制氢技术相比,煤浆电化学氧化制氢具有操作条件温和,设备简单,制氢效率高等特点。朱凌岳等[6]报道,酸性条件电解制氢的理论电压为1.23 V,碱性条件电解制氢的理论电压为1.8 V,固体氧化物电解制氢的理论电压为0.95 V,煤的电化学氧化制氢的理论电压为0.21 V。因此,该技术引起了煤炭清洁利用研究者的广泛关注。
Baldwin[7]在1981年研究了水煤浆的伏安特性,发现了电解过程中Fe离子的存在可以提高氧化电流。公旭中[8]研究煤的变质程度以及添加过渡金属Fe、Co、Ni离子对煤电解电压的影响,发现低阶煤电解所需的电压较小,添加Fe离子进行煤电解所需的电压较小。Arif Hesenov等[9]考察了温度、电解液浓度以及电压对煤电化学氧化产氢量的影响,结果表明随着温度、电压的增加,氢气产量一直提高,而CO2只有温度为100 ℃,电压为2 V时才生成,酸液浓度大于5 M时,对氧化电流密度以及产氢量提高的影响越来越小。白清城[10]研究了工业废液对煤电解制氢的促进作用,发现添加废液不能改变煤浆电解的初始电压(0.7~0.8 V),但可以提高煤浆电解析氢的速率与电流密度。相比于酸性体系电解,碱性体系下电解水煤浆不仅可以产生纯度较大氢气,同时可以产生大量的腐殖酸[11]。
因此,本文以化学活性较好的低变质神木有烟煤为研究对象,在碱性条件下考察K3Fe(CN)6对煤浆电化学氧化制氢的影响,寻求有利于神木煤浆电解制氢的最优条件,为陕北地区煤炭资源的清洁高效利用探索新途径。
1 实验部分
1.1 试剂与仪器
试剂:KOH(AR),K3Fe(CN)6(AR);
仪器:恒温加热磁力搅拌器(DF-101S,河南省予华仪器有限公司),可编程直流电源(PSP/PLR/PLD系列,深圳市恒惠源电子有限公司),X射线粉末衍射仪(XRD-7000,Shimaozu公司),傅里叶红外衍射仪(IR Prestinge-21,Shimaozu公司)。
实验所用煤样来自神木锦界煤矿(SM Coal),实验煤样粒径为小于160目。
1.2 实验方法
将KOH用蒸馏水配制成不同浓度溶液,然后将不同质量的神木煤样和K3Fe(CN)6加入到配制好的KOH溶液中,配制成实验所需水煤浆浓度。
实验采用两电极体系的单槽电解池为电化学反应器,阴阳两极均选择10 mm×10 mm×0.1 mm的Pt电极,在实验开始之前,将搅拌磁子放入电解槽中,并将反应器置于水浴中,使用恒温加热磁力搅拌器来控制反应温度和搅拌速率。气体收集采用导气管通过自制干燥塔直接与50 mL气体采样袋相连接,收集到的气体用气相色谱仪检测。
2 结果与讨论
2.1 对照试验
实验对比了1 mol/L KOH溶液,1 mol/L KOH +0.1 g/mL煤溶液,以及1 mol/L KOH+0.1 g/mL煤+0.1 mol/L K3Fe(CN)6溶液在电流为0.5、1、1.5、2.0、2.5 mA下氧化电压随时间的变化曲线。从图1可以看出,电流为0.5和1 mA时,1 mol/L KOH +0.1 g/mL煤溶液中氧化电压明显高于1 mol/L KOH溶液,说明煤的加入使得溶液中离子移动的阻力增大,溶液的导电性降低,同时观察实验可知,在0.5和1 mA电流下,没有明显气体生成。
当电流1.5、2.0、2.5 mA时,1 mol/L KOH溶液氧化电压比电流0.5、1 mA时氧化电压稳定,最终氧化电压保持在1.8 V;0.1 g/mL煤的加入使氧化电压提高到1.8 V,0.1 mol/L K3Fe(CN)6的加入使得氧化电压较低到1.6 V,如果仅仅考虑0.1 mol/L K3Fe(CN)6加入对溶液离子浓度的改变,氧化电压的变化不会如此明显,由此可知K3Fe(CN)6对煤的电化学氧化起到催化作用,这与之前的煤电化学氧化结果一致[12]。
2.2 正交实验
2.2.1 正交实验
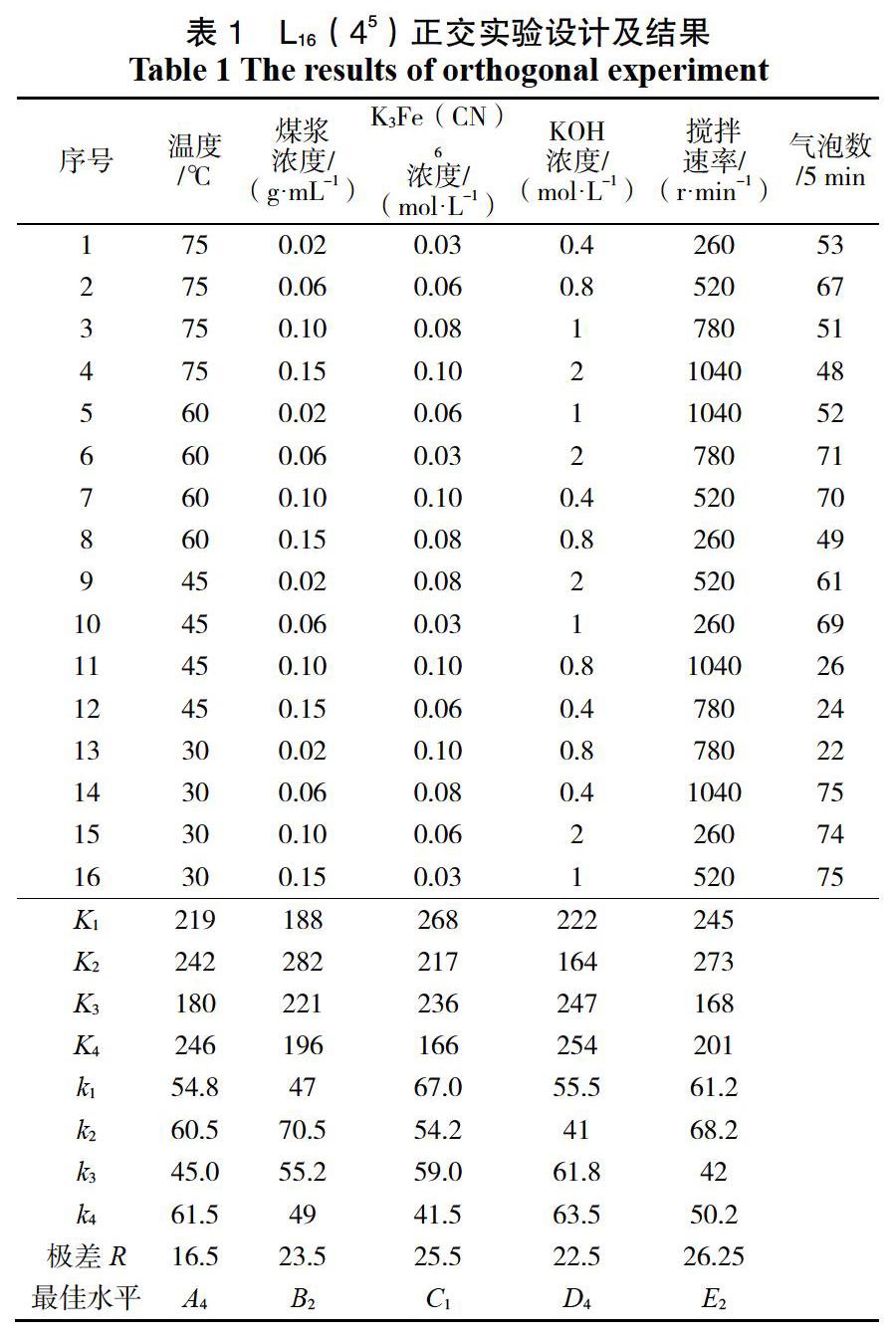
为了详细考察神木煤电化学氧化制氢中温度、煤浆浓度、K3Fe(CN)6浓度、KOH浓度、搅拌速率对氢气生成的影响,采用正交实验考察不同工艺条件下神府煤进行电化学氧化过程产氢速率,结果发现电流小于0.1 A时,实验过程观察不到气泡的产生,因此实验将电流适当的放大为0.5A进行对比,每隔25 min记录5 min内所产生的气泡数,记录2 h。所得结果如表1所示。
由表1可知,因素E(搅拌速率)对于神木煤电化学氧化气体的生成具有显著影响。由极差R的大小可判断各因素的影响次序为:E>C>B>D>A。基于此,得到本实验所涉及各因素范围内的最佳反应条件为:A4B2C1D4E2。因此,神木煤电化学氧化的工艺条件为:温度30 ℃,煤浆浓度0.06 g/mL,K3Fe(CN)6浓度0.03 mol/L,KOH浓度2 mol/L,搅拌速率520 r/min。由此可见,搅拌速率不宜过大,否则极易与电极碰撞影响气体的产生。此外,煤浆由于是两相流体使得其流动方向不同,导致磁子上所受阻力不断发生变化,加快了流体的不稳定性,使得电压出现较大的波动[13]。
2.2.2 单因素实验
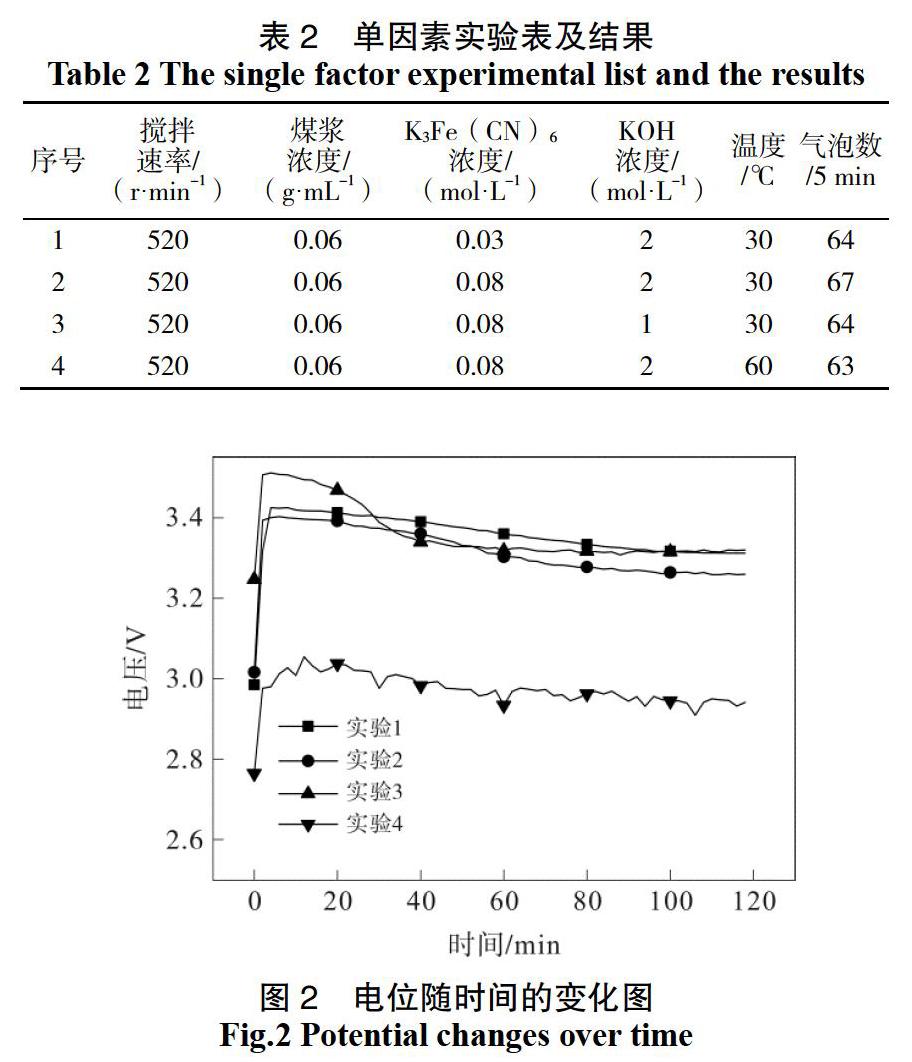
基于表1的正交实验结果,为了进一步确定神木煤的电化学氧化制氢的最佳工艺条件,在搅拌速率为520 r/min、煤浆浓度0.06 g/mL、电流为0.5 A的条件下,通过单因素实验考察K3Fe(CN)6浓度、KOH浓度和温度对神木煤电化学氧化气体生成量及氧化电压的影响。结果见表2与图2。
依据表2与图2数据可知,反应10 min后,氧化电压越来越小且逐渐趋于稳定,实验1、2相比,K3Fe(CN)6浓度越高,所产生的气泡数较多,但不明显;K3Fe(CN)6浓度的变化对氧化电压几乎没有影响。实验2、3相比,碱液浓度减小,单位体积的电解质粒子数目减小,气泡数量随之也减小,在反应前40 min,碱液浓度小,氧化电压相对大,但是随着电化学氧化时间的增长,氧化电压相差不断减小。实验2、4相比,较高的温度可以使氧化电压有所减小,但并不利于气体的产生。因此,根据正交实验与单因素实验的结果可得到煤浆电化学氧化的最优工艺条件为:温度30 ℃,煤浆浓度0.06 g/mL,K3Fe(CN)6浓度0.03 mol/L,KOH浓度1 mol/L,搅拌速率520 r/min。
2.3 产物的表征
2.3.1 生成气体检测
采用气相色谱对比神木煤电化学氧化过程所收集的气体进行分析检测,结果显示混合气体中H2含量占到95.6%,其中还有少量的CH4和CO2气体。
2.3.2 反应前后煤样检测
通过对电解前后煤樣进行FT-IR分析和XRD分析,结果如图3和图4所示。
从图3中可以看出,电化学氧化后的煤样在1 082、1 421、1 621、3 435 cm-1区域内的特征峰峰强增强。其中1 082、1 621、3 435 cm-1分别代表O—C、C=O或C=C、—OH或—NH,这些位置峰强增强,表明神木煤在电化学氧化过程中变为醇类、酚类、醚类等含碳氧单键的物质或者进一步氧化为含碳氧双键的酮类、醛类等,而芳烃类双键的增加表明连接芳环的脂肪族碳链发生断链,使得更多的芳香类物质生成;1 421 cm-1的特征峰代表-CH3,这说明电化学氧化使神木煤中的碳链发生了断裂生成了更多的甲基;电化学氧化后的煤样在3 207、841 cm-1出现了新峰,其中3 207 cm-1表示Ar-H,841 cm-1表示苯环取代,这说明电化学氧化破坏了神木煤以芳环为骨架的大分子结构,生成了更多小分子芳烃。
由图3a可以看出,神木有烟煤在23°左右具有强烈的衍射峰,与标准卡片对比可知其为002晶面碳的衍射峰,图3b是碱性条件下电解后煤样的XRD图,图3c是加入K3Fe(CN)6的煤样电解后的XRD图,可以看出,电解后的煤样在23°左右的衍射峰有明显下降,这说明煤中大分子芳烃骨架结构在电化学氧化过程被破坏。
3 结 论
(1)以Pt为工作电极,采用恒电流电解方式,结果发现加入 K3Fe(CN)6对可以降低恒电流电解下的氧化电压。
(2)通过正交试验和单因素实验分析结果显示,温度30 ℃,煤浆浓度0.06 g/mL,K3Fe(CN)6浓度0.03 mol/L,KOH浓度1 mol/L,搅拌速率520 r/min,为神木煤浆电化学氧化制氢的最优工艺条件。
(3)采用气相色谱对神木煤电化学氧化过程中产生气体分析显示,H2含量占到總气体的95.6%,同时有少量的CH4和CO2气体生成。电解前后煤样的FT-IR和XRD检测结果显示,随着煤浆电化学氧化反应,神木的大分子芳香结构被破坏,生成了小分子的物质。
参考文献:
[1]乔华. 煤炭清洁高效利用发展的探讨[J]. 化工管理, 2018, 10:113-114.
[2]樊金璐, 宋梅. 中国煤炭清洁高效利用技术国际竞争力分析[J]. 中国能源,2018, 2(40):32-35.
[3]何荣福, 孟祥红, 张晓毅. 恒温下生物质与煤共气化特性研究[J]. 当代化工,2016, 45 (10) : 2328-2329.
[4]Coughlin R W, Farooque M. Hydrogen production from coal, water and electrons[J]. Nature, 1979, 279 (5711): 301-303.
[5] 张增增. 碱性介质中贺斯格乌拉褐煤电化学氧化研究[D]. 大连:大连理工大学, 2014.
[6]朱凌岳, 王宝辉, 吴红军. 电解水煤浆制氢技术研究进展[J]. 化工进展, 2016, 35 (10): 3130.
[7]Baldwin R P, Jones K F, Joseph J T, et al. Voltammetry and electrolysis of coal slurries and H-coal liquids[J]. Fuel, 1981, 60 (8): 739-743.
[8]Xuzhong Gong, Mingyong Wang, Yang Liu, etal. Variation with time of cell voltage for coal slurry electrolysis in sulfuric acid[J]. Energy, 2014, 65: 233-239.
[9]Arif Hesenov, Bahar Meryemoglu, Okan Iten. Electrolysis of coal slurries to produce hydrogen gas: Effects of different factors on hydrogen yield[J]. International Journal of Hydrogen Energy, 2011, 36: 12249-12258.
[10]白清城,刘建忠,宋子阳,等. 废液对电解煤浆制氢的影响[J]. 浙江大学学报,2019, 53(1):1-5.
[11]武英. 碱性体系煤浆电解氧化物制备有机物的研究[D]. 新疆: 新疆大学, 2013.
[12]Tao Yu, Shiyin Lv, Wei Zhou, et al. Catalytic effect of K3Fe(CN)6 on hydrogen production from coal electro-oxidation[J]. Electrochemic Acta, 2012, 83 (12): 485-489.
[13]贾杰. 煤浆氧化电解制氢的研究[D]. 上海, 上海交通大学, 2013.
猜你喜欢
科学导报(2022年43期)2022-07-23
延河·绿色文学(2022年4期)2022-05-10
数理报(学习实践)(2021年5期)2021-04-07
科学大众·教师版(2021年2期)2021-03-24
环球时报(2020-07-13)2020-07-13
中国经贸导刊(2019年18期)2019-07-23
分析化学(2018年4期)2018-11-02
东方少年·布老虎画刊(2018年6期)2018-05-14
能源研究与信息(2016年3期)2017-01-12
发明与创新·大科技(2006年4期)2006-04-27
