
鲁能海西州光热项目定日镜组装车间工装施工工法及优化措施研究
2019-12-02 04:09李圣春牛志平
中国科技纵横 2019年17期
李圣春 牛志平


摘要:鲁能海西光热项目定日镜组装车间东西向长度为255米,南北向长度为132米,建筑面积8209.82㎡。定日镜组装高峰期间需要使用288人(24小时两班倒),组装车间每天最大能生产48面定日镜。本项目定日镜采用西班牙ABENGOA公司设计的ASUP140型号,单台定日镜面积138.672㎡,确定总采光面积610156.8㎡,镜场定日镜数量为4400台。
关键词:定日镜组装车间;工装;施工工法;优化措施
中图分类号:U418.9 文献标识码:A 文章编号:1671-2064(2019)17-0000-00
0引言
鲁能海西光热项目定日镜采用西班牙ABENGOA公司设计的ASUP140型号,单台定日镜面积138.672㎡,确定总采光面积610156.8㎡,定日镜数量为4400台。ASUP140型号定日镜设计与ABENGOA在其南非Khi Solar One项目定日镜设计结构相似,2016年2月5日ABENGOA投资建设的南非Khi Solar One项目投入商业化运行。
定日镜组装车间设备主要包括:定日镜机械和液压装置OP50工装、定日镜桁架OP10工装、定日镜桁架卡爪安装OP30工装、定日镜摄像测量系统OP40工装、定日镜镜面支架OP A/B/C/D工装、定日镜镜面干燥区OP E工装、定日镜镜面调整系统OP F工装、定日镜镜面摄像测量 OP G 工装、定日镜桁架和镜面总装OP60工装。
1定日镜组装车间工装施工工法及优化措施
1.1定日镜组装车间布置
定日镜组装车间为“十字”型设计,包括定日镜组装车间I,其为南北向布置;镜面组装车间II,其为东、西两侧对称布置,如图1所示。
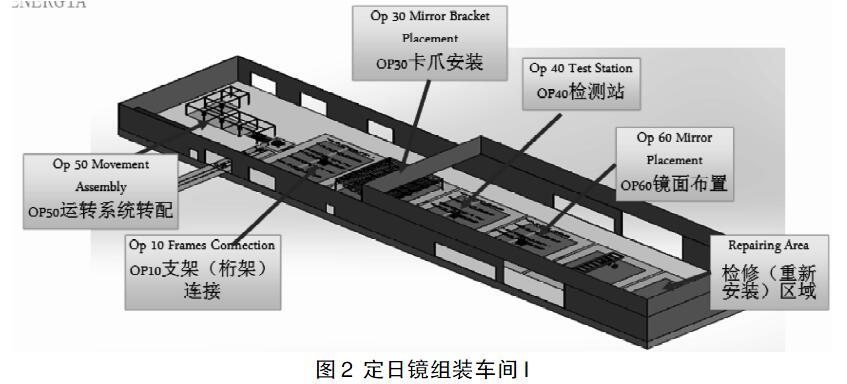
定日镜组装车间I,其主要作用是安装定日镜机械回转机构、液压驱动装置、水平支撑、桁架、卡爪等部件,并通过OP30和OP40工装设备调整定日镜桁架卡爪安装位置符合其镜面曲率要求,如图2所示。
镜面组装车间II,其主要作用是安装镜面框架、吊轮固定、吊轮涂胶、镜面黏贴、镜面固化、镜面调整及OP G工装镜面光学检测,如图3所示。
1.2 定日镜组装车间I工装安装
定日镜组装车间I工装包括OP50定日镜回转和液压装置安装工装、OP10定日镜桁架安装工装、OP30定日镜桁架卡爪安装工装、OP40定日镜Qfoto设备工装安装、OP60定日镜总装工装安装。
1.3 OP50定日镜回转和液压装置工装安装及验收要求
OP50工装首先是回转支撑结构、回转轴承、方位编码器及旋转臂的安装,其次是水平和俯仰液压装置的安装。
OP50工装包括四个安装工位,“L”型布置,分别为50.1、50.2、50.3、50.4,OP50工装工位上方布置一套电动葫芦使用钢结构,电动葫芦包括五台,二台2t的电动葫芦,三台1t的电动葫芦,其主要作用是方便定日镜回转和液压装置组装。
1.4 OP50工装构造
OP50工装台上表面设计有四个定位销板,其作用是防止定日镜回转装置支座左右转动;工装台表面四个快速压板,其作用是防止回转上、下晃动(OP50-2、OP50-3、OP50-4必须安装,防止水平和俯仰液压驱动器过重导致回转装置侧翻);定位销板外侧设计有四个限位销板,其作用是定日镜回转装置限位。汽机专业和ABENGOA现场技术服务人员在现场对OP50工装进行优化改造,在其工作台上表面增加四个限位挡板,以保证定日镜回转轴承安装完毕后不进行转动。
1.5 OP10定日镜桁架工装安装
OP10定日镜桁架安装工装包括两套桁架装配工装架,每個工装架中安装6个费斯托气动调节装置,其作用是通过调节费斯托系统气缸伸出位置将定日镜桁架与定日镜水平支撑安装固定。两个水平扭矩管基准通过膨胀螺栓固定在地面上,其作用是确保定日镜水平支撑轴线与定日镜组装车间南北向轴线相垂直。
1.6 定日镜组装车间II工装安装
定日镜组装车间II工装包括OP A镜面支架铆钉工装、OP B镜面支撑(吊轮)安装工装、OP C镜面支撑(吊轮)涂胶工装、OP D镜面黏贴工装、OP E镜面干燥区域、OP F镜面固定(调平)工装、OP G镜面光学检测工装。
1.7 OP A镜面支架铆钉工装及验收要求
定日镜组装车间共包括六套OP A镜面支架铆钉工装,东西两侧各三套,其主要作用是使用电动铆钉枪将镜框上的铆钉拉固。
1.8 OP B镜面支撑(吊轮)工装
定日镜组装车间共包括六套OP B镜面支架铆钉工装,东西两侧各三套,其主要作用是使用快速螺母和螺丝将吊轮紧固在镜框上,螺丝必须拧紧。
1.9 OP C 镜面支撑(吊轮)涂胶工装
定日镜组装车间共包括六套OP C镜面支撑(吊轮)涂胶工装,东西两侧各三套,其主要作用是使用气动注胶设备将35个镜面支撑(吊轮)进行涂胶。图4是OP C 工装外形图,图5是镜面支撑(吊轮)注胶设备的涂胶工艺。
1.10 OP D镜面黏贴工装
定日镜组装车间共包括六套OP D镜面黏贴工装,东西两侧各三套,其主要作用是将OP C工装上已经涂胶完毕的镜面安装翻转180度放在镜片上方,松开吊轮紧固螺钉调整吊轮接触镜片再拧紧螺丝。图6是OP D工装外形图,图7是OP D工装上依次放置的转运托架、蜂巢硬纸板、镜面。
2 OP E镜面干燥区域工装及验收要求
2.1 OP E镜面干燥区域工装
定日镜组装车间共包括两套OP E镜面干燥区域,东侧两侧各一套,其主要作用是黏贴完毕的定日镜镜面在恒温恒湿条件下固化24小时。
2.2 OP E镜面干燥区域工装验收要求
定日镜组装车间共包括十套OP F镜面固定(调平)工装,东侧两侧各五套,其主要作用是使用真空泵将镜面调平。
2.3 OP F镜面固定(调平)工装验收要求
定日镜组装车间共包括两套OP G镜面光学检测工装,东侧两侧各一套,其主要作用是使用的OP G的QDec设备对镜面进行光学检测、分析。
参考文献
[1]张耀明.太阳能热发电技术[J].前沿,2009(7):28-30.
[2]章国芳,朱天宇,王希晨.塔式太阳能热发电技术进展及在我国的应用前景[J].太阳能,2008(11):33-37.
[3]王亦楠.对我国发展太阳能热发电的一点看法[J].中国能源,2006,28(8):5-10.
收稿日期:2019-07-18
作者简介:李圣春(1982—),男,山东济宁人,本科,助理工程师,研究方向:康氏定日镜组合安装。
猜你喜欢
哈尔滨轴承(2021年1期)2021-07-21
防爆电机(2020年6期)2020-12-14
模具制造(2019年4期)2019-06-24
科学与财富(2016年15期)2016-11-24
Coco薇(2015年10期)2015-10-19
河南科技(2014年8期)2014-02-27
