基于LabWindows/CVI的T/R模块自动化测试与数据分析软件设计
2019-11-22 07:48:16姚国国王鹏飞
航空兵器 2019年5期
姚国国,王鹏飞
(中国空空导弹研究院,河南 洛阳 471009)
0 引 言
T/R模块作为相控阵雷达系统的重要组成部件,其性能直接决定了相控阵雷达系统的性能,因此需要对T/R模块的性能参数进行精确测量和性能评估。一套相控阵雷达系统可能包含多种不同规格的T/R模块,每一种规格的T/R模块由多个独立发射、接收通道组成。仅对具有5位数控衰减器、5位数控移相器的单通道T/R模块来说,每个频点均有64个基本测试状态,每一个T/R通道有几十项指标。完成一套相控阵雷达系统T/R模块的全面测试,需要测试的通道数多、技术参数多,任务量非常庞大,测试后还需要对海量测试数据进行分析和评判。传统测试方法需要手动操作测试仪器、手动记录测试结果,手动完成测试结果的分析,存在易出错、工作量巨大和测试效率低等缺点。因此传统的手动测试方法无法满足大批量T/R模块的测试需求[1-6]。
LabWindows/CVI是以ANSI C标准为核心的交互式虚拟仪器开发环境,其将测控技术和C语言相结合,具有丰富的库函数和灵活的交互式编程方法,为建立自动测试系统、数据采集系统、过程监控系统、检测系统等提供了良好的软件开发环境。LabWindows/CVI和其他虚拟仪器开发工具相比,具有其独特的特点[7-8]:(1)开发环境可用于创建基于GPIB、PXI、VXI、串口和以太网等虚拟仪器系统;(2)功能丰富和强大的函数库;(3)开发的框架软件架构;(4)交互式的程序开发和灵活的程序调试手段。
本文基于LabWindows/CVI平台,设计了T/R模块自动化测试与数据分析软件。应用本文设计软件实现了对多种标准测量仪器的程序控制,波束控制盒和T/R模块的控制,测试数据的记录、分析和判读,测试分析报告的自动生成,硬件排故等功能。
1 T/R模块自动化测试系统组成
T/R模块自动化测试系统的组成如图1所示。该自动化测试系统主要由主控计算机、标准测量仪器(包含矢量网络分析仪、功率计、噪声仪等)、波束控制盒、测试夹具(含T/R模块)等组成。主控计算机通过USB转GPIB接口实现对标准测量仪器的通信和控制,通过USB转RS232接口实现与波束控制盒的双向通信;波束控制盒作为主控计算机和T/R模块连接的纽带,将主控计算机发送的指令转化为T/R模块所需的电平、位指令和通信控制信号等通过SPI串行总线与T/R模块进行通信和控制。T/R模块的射频输入和输出接口通过射频电缆与标准测量仪器相连,主控计算机控制标准测量仪器实现对T/R模块接收和发射性能参数的测试。
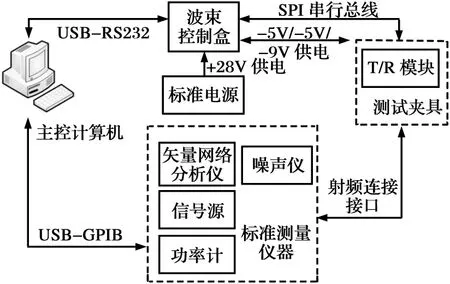
图1 T/R模块自动化测试系统组成框图Fig.1 T/R module automatic test system block diagram
2 自动化测试与数据分析软件设计
针对T/R模块的测试需求,自动化测试与数据分析软件需要具备自动测试、分析和处理能力。自动化测试与数据分析软件功能如下:
a.主控计算机与波束控制盒通信,可实现对T/R模块各通道接收与发射状态的供电控制。T/R模块产品供电电源采用程控电源,通过程序控制其加电和断电;对收/发转换、数控移相状态、数控衰减状态实现自动状态转换。具有电压、电流指示,过压、过流保护,供电监测和异常提示等功能。
b.自动测试程序控制T/R模块各通道的切换,实现一次连接能完成多个通道参数的测量。
c.T/R模块自动化测试软件能在控制T/R模块工作状态的同时,控制测量仪器(矢量网络分析仪、功率计、噪声仪等)工作,同步采集测试数据,完成T/R模块各项技术参数的自动测试。
d.对测试的原始数据进行后期处理,消除工装转换等影响,形成最终真实的测试数据,并进行带内波动、均方根误差、通道间不一致性等数据处理,并按要求的格式显示、存储,同时具有判断产品性能是否超差等功能。
按照自动化测试与数据分析软件需要实现的功能,将自动化测试与数据分析软件分为屏显与任务调度模块、产品通信与控制模块、标准测量仪器控制模块、数据存储与分析模块。
屏显与任务调度模块实现屏显可视化工作界面、测试任务调度等功能。利用LabWindows/CVI软件平台集成开发环境,创建用户工作界面、控件、修改和添加控件的属性、回调函数等。
产品通信与控制模块实现主控计算机与波束控制盒的通信,将控制码发送给波束控制盒,通过波束控制盒建立对T/R模块各种工作模式的控制,波束控制盒将控制码进行译码、信号电平转换后送给T/R模块,T/R模块接收可识别的26位串行控制码,实现对T/R模块各通道的工作状态控制,如单通道加电和断电、数字移相控制、数字衰减控制、接收和发射控制等。LabWindows/CVI具有丰富的函数库,可实现对底层的通信,图2为设置波特率、奇偶检验、数据长度等参数的软件代码,通过调用库函数完成对RS232接口的配置。
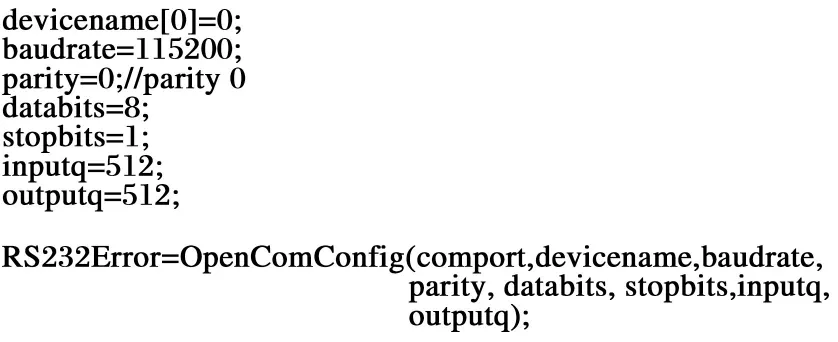
图2 串行口配置代码Fig.2 Serial port parameter configuration code
标准测量仪器控制模块实现对各种测量仪器(矢量网络分析仪、功率计、噪声仪等)的通信控制与数据采集。T/R模块的S参数测试由主控计算机控制矢量网络分析仪实现,可以在连续波或脉冲调制信号激励下完成T/R模块指标的测试:
a.接收通道端口驻波;
b.接收通道增益;
c.数控衰减范围、不同衰减状态附加相移、衰减精度;
d.数控移相范围、不同移相状态插入损耗、移相精度;
e.T/R模块各通道间幅度、相位一致性;
f.失真特性(功率压缩、交调等),以及失真状态下S参数测试。
对矢量网络分析仪的参数设置[9-10]代码如图3所示。
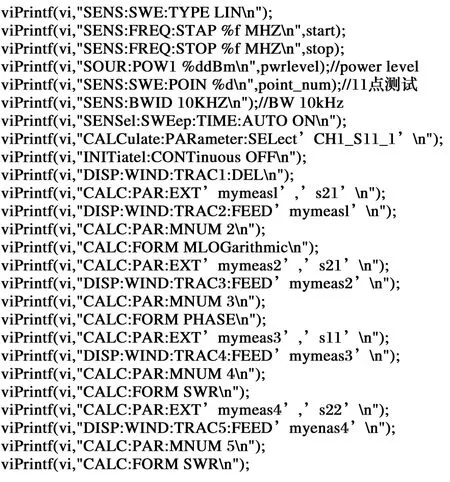
图3 矢量网络分析仪参数配置代码Fig.3 Vector network analyzer parameter configuration code
数据存储与分析模块实现对测试数据的实时存储、测试数据的判读、测试分析报告的生成等功能。本文测试软件在LabWindows/CVI环境下,基于ActiveX技术访问Excel,实现采集数据的交互、存储、运算和统计,并以图表和图形方式直观展示和分析数据。应用ActiveX技术,实现对Excel软件的控制[11-14],最终生成Excel格式的测试分析报告。图4是在LabWindows/CVI平台环境下建立Excel文件的部分代码以及测试软件生成的部分测试数据统计分析结果报表。
自动化测试与数据分析软件通过程序控制各种标准测量仪器、产品通道状态切换、同步采集测试数据、软件自动生成测试结果和数据分析统计等多种途径,减少了测试人员繁琐、重复的测试工作量,真正实现自动化和无纸化测试,从而提高了产品的测试和交付效率。实测结果,该软件可将32通道T/R模块下64种衰减和移相状态进行全状态测试的时间控制在8 min以内。
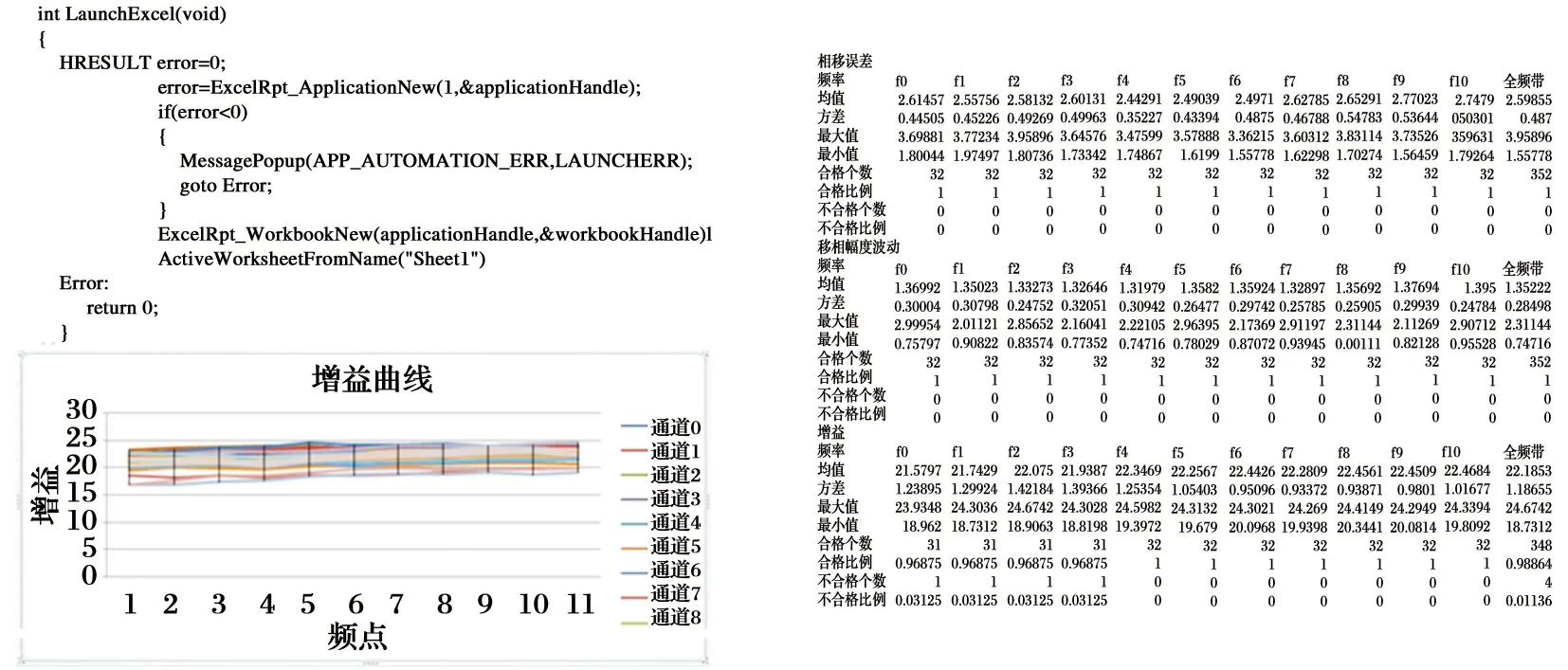
图4 Excel文件代码和测试数据统计结果图Fig.4 Excel file code and diagram of test data statistics results
在产品测试前,通过控制自动化测试与数据分析软件对测试系统进行校准,并将校准误差提前存入软件中,在产品测试完成后,软件利用校准误差对测试结果进行补偿,将补偿后的测试结果存储并进行数据判读和统计,从而提高了产品测试指标的精度。由于对产品测试前进行了测试系统误差校准,产品的测试误差仅来源于校准残差、测试仪器误差、测试系统本身的波动等因素。通过对产品的大量实测结果进行分析得知,产品的增益、功率等指标的测量精度在0.5 dB以内,相位测量精度在10°以内,满足系统的使用要求。
猜你喜欢
流程工业(2022年3期)2022-06-23 09:41:06
空间科学学报(2021年6期)2021-03-09 06:20:14
通信技术(2019年3期)2019-05-31 03:19:08
科学与财富(2018年30期)2018-12-28 20:41:40
电子测试(2018年6期)2018-05-09 07:31:54
声学与电子工程(2017年1期)2017-06-22 11:30:09
计算机应用(2016年9期)2016-11-01 17:57:12
体育科技(2016年2期)2016-02-28 17:06:21
四川师范大学学报(自然科学版)(2015年4期)2015-02-28 14:08:20
自动化博览(2014年12期)2014-02-28 22:34:26