
定量皮带秤自动定量误差测定方法研究
2019-11-15 09:33胡强
中国测试 2019年6期

摘要:关于皮带秤的国际建议与国家标准都没有涉及到定量皮带秤特有性能的技术要求。该项研究的目的是为实现对定量皮带秤所称量的连续输送过程中物料流量的调控性能进行恰当地评价,并为制订合理可行的产品技术规范创造条件。为此,首先界定定量皮带秤的范围,确定自动定量误差的定义,以此为出发点寻求适用的定量皮带秤自动定量误差测定方法。两种测定自动定量误差的物料试验方法:分离检测法与集成检测法,不仅合乎量值溯源和传递原理,而且经验证,测得的数据比模拟载荷试验方法更接近真实状况,并均被我国首个《定量皮带秤》产品标准所采用。研究结果表明,上述两种自动定量误差测定方法在测试精度上相互等效,又各有更加适用的场合。研究结果为定量皮带秤的生产制造单位、检测检验机构、使用单位采用统一的评价规则和规范市场起到促进作用。
关键词:定量皮带秤;自动定量误差;分离检测法;集成检测法
中图分类号:TP395 文献标志码:A 文章编号:1674-5124(2019)06-0060-05
收稿日期:2018-06-10;收到修改稿日期:2018-07-20
作者简介:胡强(1962-),男,江苏南京市人,研究员级高级工程师,主要研究方向为力学专业计量。
0 引言
定量皮带秤属于连续累计自动衡器的一个种类,兼具动态衡器、连续累计衡器、自动衡器的基本特征[1]。由这3种衡器的定义可知,其工作方式具有下列特征:1)被称载荷通常为堆积在一起的大量未经包装的块、粒、粉等散状物料流,称量时被称载荷与衡器承载器存在着相对运动,且通过承载器的物料流瞬间质量会发生波动,并不恒定;2)在称量过程中,物料流的运动无需被中断或者质量细分,就能对所通过的散状物料总质量连续累计;3)在称量过程中无需操作者干预,就能按预定的处理程序自动称量[2]。
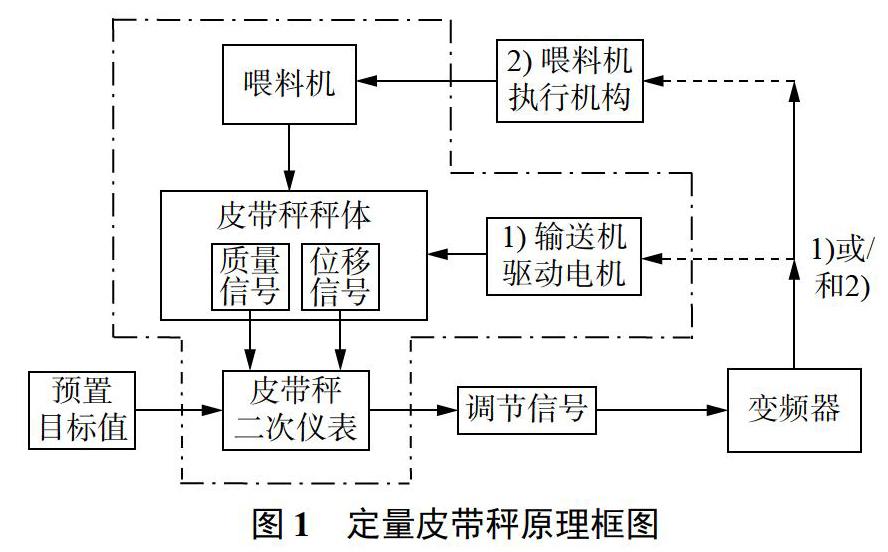
连续累计自动衡器有多种类型,已列人我国轻工衡器行业技术标准体系的连续累计自动衡器有13种[3]。按照把散状物料送到承载器并运离的相连输送机品种,可分为:皮带秤、螺旋(绞刀)秤、圆盘(转子)秤等,其中,跟带式输送机相结合的皮带秤应用最为普遍。定量皮带秤的输料部件也是带式输送机,同样属于皮带秤;但是定量皮带秤又跟一般的皮带秤有显著的区别,它除了具有自动称量功能之外,还具有自动定量功能,即能够以预设定的单位时间或单位长度内的质量为目标值,对通过其承载器的散状装物料实现定量输送,这是一般的皮带秤不能够实现的。图1是定量皮带秤的原理框图。
但由于目前OIML R50-12014 Continuoustotalizing automatic weighing instruments(beltweighers)和GB/T 7721-2018《連续累计自动衡器(皮带秤)》[4-5],以及以往的各个版本也都均没有对定量皮带秤进行详细描述和规定有针对性的技术要求,因而定量皮带秤所特有的自动定量性能长期以来一直缺乏统一、有效的评价方法。从2013年起,江苏省计量科学研究院作为工信部与中国衡器协会组织编制的《定量皮带秤》行业标准起草小组的成员,投入到了定量皮带秤自动定量误差测定方法的研究,为QB/T5046-2017的成功制定与发布奠定了技术基础。
1 两个重要的定义
1.1 定量皮带秤的含义
能够把物料的流量或线密度控制在稳定的范围之内的皮带秤的投入使用已有比较长的时间,但长期以来没有统一的产品名称,也从来没有过确切的定义。同时它还有另外几种相似却又不完全相同的产品,分辨得也很不清晰。国外通常把这类产品称作皮带给料机(belt feeder),该名称突出了它的输料功能,却没有把其主要的称量和调节功能特点表达出来。国内以往则通常称之为配料皮带秤,这个名称是以用途来命名的,也不是很恰当,因为它完全也可以用于非配料用途,何况要实现配料使用至少同时配置两台以上,用配料来称呼其中的任何一台也不贴切。现在把它称之为定量皮带秤(constantfeeding belt weighers)。经再三推敲斟酌,把定量皮带秤定义为:“一种能事先设置瞬时载荷量的期望值(一般为质量流量t/h或质量线密度kg/m),并以设定值为目标对所通过的散状物料实现输送量动态调整的整机型皮带秤。”此定义已被QB/T 5046-2017所采纳。
1.2 自动定量误差的内在含义
定量皮带秤的最基本特征是自动定量功能及其准确度,评价定量皮带秤的基本性能时,不仅要考虑自动称量误差,还要兼顾其自动定量误差。
QB/T 5046-2017中设立0.5级、1级、2级3个准确度等级,每一准确度等级不仅规定了自动称量误差,还规定了相应的自动定量误差。
定量皮带秤的自动称量误差的含义同一般皮带秤一样,已有明确、统一的计算公式,即:式中:EW——定量皮带秤的自动称量误差;
I——定量皮带秤累计指示控制仪对于工作期间所通过物料的质量示值;
W——控制衡器对于通过皮带秤的物料的质量示值(约定真值)。
自动定量误差的评定和计算并不统一,经研究将其定义为“设定流量值相对于实际通过载荷在测量时间段内平均流量的百分比误差”。即:式中:EQ——定量皮带秤的自动定量误差;
QS——定量皮带秤的目标流量的设定值;
CM——定量皮带秤的实际流量的平均值。
由于P=QM×ts,C=Qs×ts,故也可用式(3)来计算自动定量误差:
EQ=C-P/P×100%(3)式中:ts——试验期持续的时间;
P——控制衡器显示的累计载荷量;
C——按定量皮带秤给料量预置值计算的试验期间累计载荷量。
明确了自动定量误差是实际的输送流量对于预期目标输送流量值的偏离程度,而且上述QM或尸的量值可以通过质量工作计量仪器(控制衡器)溯源到质量计量标准量具(砝码)。
OIML R61-2004 Automatic gravimetric filinginstruments和GB/T 27738-2011《重力式自动装料衡器》[6]中,是用预设值误差(preset value error)来表述的:
se=∑F/n-FP(4)式中:se——预设值误差;
FP——装料预设值;
∑F/n——n次装料试验所装全部物料的单次平均值。
据此,定量皮带秤的预设值QS也应像重力式自动装料衡器中的FP那样置于“减数”,而不是“被减数”。其实这两个表达式的涵义并不相同,两者不能简单地拿来类比。无论是哪种误差的表达式,都是用计算该种误差时的对照值作为其“减数”的,而“被减数”则为直接被考察的对象。在重力式自动装料衡器的预设值误差表达式中的F是重力式自动装料衡器每一单次的实际装料质量的测量值,包含了EUT(被测定量皮带秤)的全部误差,每一次的F都会有差别,因此它跟固定不变的预设值相比时,后者作为比较的参照值更为相宜。
另外,重力式自动装料衡器的预设值误差实际上表征的是EUT的系统偏差,这可从以下推导中加以证明[7]:
设重力式自动装料衡器的第i次测量值Fi与其设定值FP存在如下关系:
Fi=Fp+⊿+δi(5)式中:Fi——第i次测量值;
FP——装料预设值;
⊿——被测对象EUT的固有偏差;
δi——被测对象EUT在每次测量时随机出现的系统偏差。
因此有:对于n次测量值的总和为:∑F=nFp+n△+∑δ,则平均值为:∑F/n=FP+△+∑δ/n,当n足够大时,可认为∑δ/n趋于0,于是有:△=∑F/n-FP=se。
因为重力式自动装料衡器在同一设定流量下的物料试验至少10次以上,多的可达60次或更多,而定量皮带秤在同一设定流量下的物料试验只进行3次,由于定量皮带秤试验时并不多次读取测量值,在测量次数不是足够多时,就无法消除测量值中的随机(偶然)误差,预设值误差就不等同于系统误差。
然而,定量皮带秤对所通过物料的累计量值P,都能直接或间接地经控制衡器溯源到质量量值,以约定真值作为比较的参照值,即把它作为减数或除数显然是适宜的。而自动定量误差要考察的正是预期的目标值偏离真值的程度,把设定值作为被减数也是顺理成章的。同时,这与前面所述的定值控制系统的误差公式也是吻合的。
整台定量皮带秤实际输送的物料量应由控制衡器测得的标准值体现,但是还存在把被测定量皮带秤仪表上的累计示值跟预置值之间的偏离程度当作自动定量误差或控制误差的做法,由于所采用的累计示值与预置值都来自同一台仪表,这样测出的数据只反映了仪表的部分特性,未包含对整台定量皮带秤技术性能全部影响分量,这样的做法直接导致累计示值不能通过控制衡器实现量值追溯,无法对实际所输送物料量值的准确性进行识别。
2 测定试验方法的统一
2.1 自动定量误差物料试验测定方法的确立
QB/T 5046-2017发布实施前,测定定量皮带秤自动定量误差基本采用模拟载荷的试验方法,就像与定量皮带秤相类似的耐压式计量给煤机的国家標准GB/T28017-2011[8]采用的也是模拟载荷试验方法。但是由于模拟载荷试验不能量值溯源,而且对皮带效应的仿真度差,其试验结果与真实情况的差别较大,当模拟载荷装置(如链码等)在承载器上的位置不同,可能导致重复测试的结果大相径庭,所以模拟载荷试验是没有适当的物料试验方法时的无奈之举,是不得已而为之的替代办法。
用物料试验方法测定定量皮带秤的自动定量误差与测定自动称量误差有很大的不同。定量皮带秤在启动后物料尚未进入或刚刚进入称量段的初始阶段,以及停供物料之时但输送带上尚有断续余料还未停止运行,定量皮带秤会处于非正常工作的缺料状态,显然这一阶段的误差会大于正常值,而用于测试的时间又不可能很长,这一阶段的误差影响就可能会比实际使用时占的比重大得多;因此,读取试验数据不能完全与皮带秤的启动和停止同步,需要舍弃其中的非正常工作阶段。在进行试验获取数据的过程中,需要确保进入控制衡器的物料是在上述正常工作阶段通过称量段的,同时还要测得这些物料通过称量段所花的时间;从而才能获得试验阶段的平均流量。以往之所以多采用如链码之类的模拟载荷试验,是因为试验时链码一直置于称量段上,定量皮带秤始终处于正常工作状态,获取数据可与其启动和停止同步,用物料试验方法测定定量皮带秤的自动定量误差就没有那么容易实现了。为解决这个问题,提出两种测定定量皮带秤自动定量误差的物料试验方法:分离检测法和集成检测法。
2.2 定量皮带秤自动定量误差的两种物料试验测定方法
2.2.1 分离检测法简介
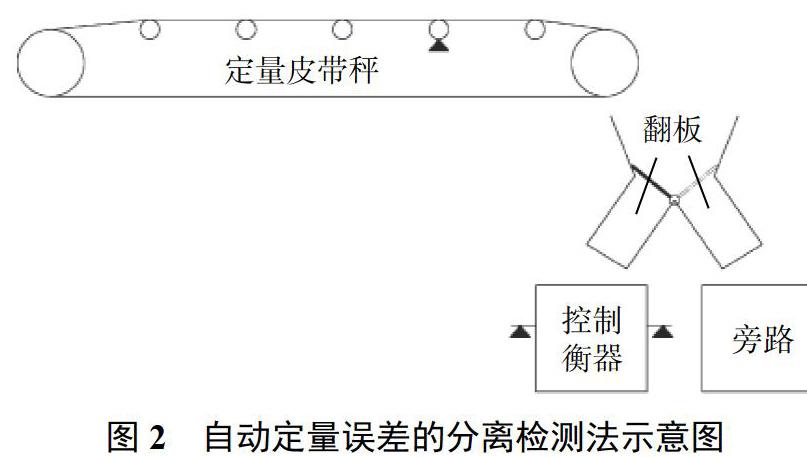
分离检测法的基本特点是,所采用的控制衡器是与EUT分离的独立衡器,采用该试验方法时需把通过EUT的试验物料在通往控制衡器的路径中另设旁路容器,以确保物料在EUT基本稳定之后再进入控制衡器。
定量皮带秤自动定量误差的分离检测法的原理如图2所示,在EUT预定的给料量设定值和物料给料流量下,试验物料经EUT并驶离后的起初先不进人控制衡器,而是进入旁路,待EUT运行稳定后,再通过切换装置将物料送入控制衡器,同时记录开始时间t1,在控制衡器的累计示值增量不少于最小累计载荷∑min之后切回旁路,同时记录结束时间tzl由控制衡器获取得卜12期间的试验物料质量,作为约定真值,并把按给料量预置值计算的试验期间累计载荷量C与之比较,求得自动定量误差EQ。
2.2.2 集成检测法简介
定量皮带秤在用集成检测法进行物料试验时,提供约定真值的EUT是无法用标准砝码直接量传的动态衡器;这跟重力式自动装料衡器采集成检测法时有所不同[9],这是不能不顾及的问题。后者的EUT在作为控制衡器时,是以静态衡器方式工作的,因而能够用标准砝码直接量传。而皮带秤的量值是通过检测散状物料的质量间接溯源的,难以保证量值传递数据链中的上一级的误差小于下一级误差的1/3。为了抵消这一原因带入的附加误差,在处理试验数据时,将定量皮带秤的自动称量误差作为其自动定量误差中的一项分量,使最终的结果不致于会被低估,这样的数据处理方式也是符合误差原理的。
使用集成检测法进行试验,先按EUT的量程范围把给料流量调整合适后,启动EUT和计时器,待皮带承载面都已均布物料后开始记录数据,记下累计指示控制仪显示窗口的示值I1(单位:t),以及同一时刻的计时器示值t1(单位:s);待皮带运行已达预期的时间或圈数,且显示通过物料的示值增量已达到或超过∑min时(此时皮带上应仍布满物料),再次记录累计指示控制仪显示窗口的示值I2(单位:t),以及同一时刻的计时器示值t2(单位:s);以t2-t1作为本次试验持续的时间,以I2-I1作為本次试验通过的物料量;从而可求得试验期间的平均流量Qm:
接着计算设定流量Qs与Qm的相对误差e:
再将实际测得的EUT自动称量误差Ew与e用方和根法则合成,得到自动定量误差EQ的最终结果:
2.3 两种物料测定试验方法的比较
分离检测法与集成检测法两种物料试验方法的共同优点是,两者的试验原理都是有据可索的,约定真值都能够实现量值溯源,区别只是在于约定真值的提供源不同,而且试验状态同实际工作状态相似,避免了模拟载荷试验的弊病。
分离检测法的不足之处是,对试验设施提出了额外的要求,必须配备能满足试验之需的物料旁路装置,有时会难以满足,因此只能在可以装备相关设施的少数实验室和使用现场采用。若把物料旁路装置做成移动式的,可以搬到某些原先没有所需设施的场所使用。但是移动式旁路装置的体积会受到多种因素的制约,难以适用于大流量的EUT。
集成检测法所需的设施则要简单很多,同步计时或摄录设备是主要配备要求,主要过程就是获取试验所需的同一时刻的试验物料累计示值与试验经历时间,现在智能手机就是非常方便的配置之一,完全可以承担试验所需的秒表和照相机的作用,无论在现场还是实验室都可以使用。其不足之处是,在最后的数据处理时需要增加误差合成计算的步骤,不如分离检测法来得直观。对同一样本同时采用分离检测法和集成检测法分别获取自动定量误差数据进行比对,多次试验的结果显示两者之间相差不到0.03%,不存在统计学意义上的差别,表明它们是等价的。因此在实际检测过程中,完全可以由定量皮带秤的使用单位、制造商和检测单位进行磋商,根据定量皮带秤现场的实际配置状况选择合适的自动定量误差测定方法。
3 结束语
定量皮带秤自动定量准确度定义的确定和自动定量准确度试验方法的提出,有利于定量皮带秤生产制造单位、检测检验机构、使用单位的正确理解和使用,起到规范市场、统一量值的作用。研究成果应用于《定量皮带秤》行业标准,改变以往只有依据企业标准甚至没有产品标准进行生产的混乱局面,为业界提供了对定量皮带秤进行物料试验的统一方法。
虽然国际建议规定,自动衡器物料试验的地点可以是使用现场,也可以是典型的试验场所;然而国内已有自动衡器制造商和计量检测机构撰文指出,鉴于试验的环境条件的一致性和可再现性、试验结果的可靠性等方面的考虑,型式评价的物料试验放在实验室进行更加妥当、合理和公正。依托江苏省计量科学研究院建立的国家自动衡器型式评价实验室,已完全具备对定量皮带秤开展各项技术检测(包括物料试验)的设施条件,可为广大定量皮带秤制造商提供全面完整的型式评价服务,并将通过进一步的检测实践为完善定量皮带秤检测标准做出努力。
参考文献
[1]盛伯湛.连续累计自动衡器概述[M].北京:中国劳动社会保障出版社,2011.
[2]衡器计量名词术语及定义:JJF 1181-2007[S].北京:中国计量出版社,2007.
[3]范韶辰,陈成军.从衡器标准体系看衡器产品技术的发展[J].衡器,2013,42(6):1-6.
[4]连续累计自动衡器(皮带秤):GB/T 7721-2018[S].北京:中国质检出版社,2018.
[5]定量自动皮衡器:GB/T 7721-2017[S].北京:中国质检出版社,2017.
[6]重力式自动装料衡器:GB/T 27738-2011[S].北京:中国质检出版社,2011.
[7]盛伯湛.皮带秤自动定量准确度的物料试验方法探研[J].衡器,2016,45(3):9-13.
[8]耐压式计量给煤机:GB/T 28017-2011[S].北京:中国质检出版社,2012.
[9]鲁新光,申东滨,刘平.实验室条件下和使用现场条件下的自动衡器物料试验方法比较[J].衡器,2016,45(1):39-42.
(编辑:刘杨)
