
基于十字窗口的经编织物疵点检测
2019-11-15 02:38:42李岳阳夏风林罗海驰蒋高明
丝绸 2019年11期
杜 帅,李岳阳,夏风林,罗海驰,蒋高明
(江南大学 a.教育部针织技术工程研究中心;b.轻工过程先进控制教育部重点实验室;江苏 无锡 214122)
在纺织行业的生产过程中,织物疵点不可避免,疵点的产生会影响织物的质量从而降低产品的价格,因此对织物疵点检测是纺织品质量控制的关键环节[1]。目前工厂大多采用人工检测方法,且存在很多弊端:一方面,长时间工作易疲劳,造成漏检或误检;另一方面,人的灵敏度有限,机速过高时,不及时停机会造成过长的疵点,严重影响织物的质量。随着计算机技术的发展,织物疵点在线检测技术在纺织行业应用也将成为必然趋势[2]。
目前,学者们在此领域作了大量的研究,比如基于传统的滤波器[3]的方法,此方法需要调制多个滤波器,对检测结果造成一定的影响;基于局部对比的背景差分法[4-5],此方法能够区分背景和疵点,但是只适应对目标和背景灰度值差别较大的疵点;基于深度学习[6-7]的方法,由于疵点样本种类较多,难以采集,训练时需要大量的样本,检测结果不尽人意。虽然上述方法对疵点检测存在一些的弊端,但是也为后续的研究者奠定了基础,一些混合的方法能够弥补一些缺陷,从而达到很好的效果。例如基于小波变换的织物纹理建模和检测的方法[8],将小波变换与形态学方法相结合,用于水平、垂直和对角线方向的织物疵点检测。基于形态滤波器的织物疵点检测方案[9],利用训练的Gabor小波网络提取织物纹理特征,并设计形态滤波器,通过滤波器消除织物背景纹理,最后进行阈值化处理,实现织物疵点检测。
一些混合的方法研究已经初现成效,但是对于实际生产中的疵点检测因素考虑较少,实际生产中一旦有较小的瑕疵出现,未及时发现就会不断扩大,造成过大的疵点,降低织物的质量,且在图像采集的过程中会受到光照和车间其他环境因素的影响。因此,本文基于弱小瑕疵及光源因素影响的前提下,采用了一种十字窗口的方法对织物疵点进行检测,主要是利用同态滤波、局部差分及阈值分割的算法相结合,从而实现对弱小织物疵点的检测。
1 图像预处理
同态滤波[2,5]是一种在频域中进行的图像对比增强和压缩图像亮度范围的特殊方法,它能够减少低频增加高频,从而减少光照变化并锐化边缘细节。在实际生产中,受到光照的影响会使图像变得模糊不清,疵点部分难以辨认。同态滤波可以对图像灰度范围进行调整,通过消除图像上照明不均的问题,增强暗区的图像细节,同时又不损失亮区的图像细节。
把原图像函数I(x,y)看作为光照函数,其可以表达为照射分量i(x,y)与反射分量r(x,y)的乘积,即原图像的函数表达为:
I(x,y)=i(x,y)×r(x,y)
(1)
进行同态滤波,需要将原图像函数的乘法运算化简为加法运算,即对原始图像函数作对数运算:
Z(x,y)=lni(x,y)+lnr(x,y)
(2)
为了将图像转换到频域,需要对上述对数运算后的函数做傅立叶变换:
F(Z(x,y))=F(lni(x,y))+F(lnr(x,y))
(3)
然后选择一个合适的传递函数H(u,v),通过压缩照射分量i(x,y)的变化范围,削弱I(u,v),增强反射分量,提升R(u,v),增强高频分量,确定一个合适的H(u,v),假设用一个同态滤波器函数H(u,v)来处理原图像I(x,y)的对数的傅立叶变换得:
S(u,v)=H(u,v)I(u,v)+H(u,v)R(u,v)
(4)
逆变到空域得:
s(x,y)=F-1(S(u,v))
(5)
再取指数即得到最终结果:
f′(x,y)=exp(s(x,y))
(6)
经过同态滤波前后的图像如图1所示。

图1 同态滤波前后图像对比Fig.1 Comparison of images before and after homomorphic filtering
同态滤波前后对比,突出了疵点图像,抑制了背景图像,消除光照的影响,具有很好的处理效果。
2 基于十字窗的疵点检测算法
2.1 算法原理
一种基于十字窗的疵点检测,其原理是利用待检测点像素与周围像素之间的灰度差值,判断该待检测点的类型[10]。其算法原理如图2所示。

图2 检测算法原理Fig.2 Principle of detection algorithm
图2中,T表示目标中心点,设中心点上下方向与左右方向的距离分别为M、N,则DTB=DTA=M,DTL=DTR=N;B、A、L、R分别表示十字窗口上的上下左右的顶点,GTA、GTB、GTL、GTR分别表示中心点与其周围各顶点的灰度差值。设T的坐标为(x,y),则:
GTA=f(x,y)-f(x+M,y)
GTB=f(x,y)-f(x-M,y)
GTL=f(x,y)-f(x,y-N)
GTR=f(x,y)-f(x,y+N)
(7)
2.2 目标识别
疵点区域与背景区域具有一定的区分性,疵点区域的灰度值小于或大于背景区域的灰度值。因此,根据十字窗口检测的算法,会出现以下两种情况。
1)疵点区域的灰度值小于背景区域的灰度值时,GTA、GTB、GTL、GTR有一个以上的值为负值且较小,则说明T的灰度值小于某个方向上的灰度,可以把T看作为目标像素点;GTA、GTB、GTL、GTR均为为负值且较大,说明T的灰度值和周围的灰度值相差不大,则可以把T看作为背景像素点;GTA、GTB、GTL、GTR至少有一个正值,说明T点的灰度值大于疵点区域的灰度值,与周围背景像素值相差不大,则可以把T看作为背景像素点。
2)如果疵点区域的灰度值大于背景区域的灰度值,GTA、GTB、GTL、GTR有一个以上的值为正值且较大,则说明T的灰度值大于某个方向上的灰度,可以把T看作为目标像素点;GTA、GTB、GTL、GTR均为正值且较小,说明T的灰度值和周围的灰度值相差不大,则可以把T看作为背景像素点;GTA、GTB、GTL、GTR至少有一个负值且较大,说明T点的灰度值小于疵点区域的灰度值,与周围背景像素值相差不大,则可以把T看作为背景像素点。
2.3 阈值分割
通过阈值分割[11]对目标进行提取,通过设置T值,使图像中的灰度值为0或255。
(8)
式中:T为分割的阈值,f(x,y)为分割后的图像。
同上,第二种情况只需对结果进行取反操作即可得到相同的效果。
3 结果与分析
为了验证算法的正确性、有效性及适应性,本文利用相关算法对同种组织的不同类型疵点图像、不同组织不同情况断纱疵点图像及光照不匀下不同情况断纱的疵点图像进行实验。
3.1 同种组织不同疵点类型的疵点检测
为了验证采用算法的有效性[12],需要对不同种类型的织物疵点图像进行离线检测。本文采集了90幅不同类型的平纹经编织物疵点图像,其中40张无疵点的图像,50张含疵点图像,样本大小均为512×512像素的灰度图像,实验地点是在某研究中心经编实验室,设备是采用面阵CCD相机及日本理光公司生产的6 mm焦距的镜头(FL-HC0614-2M),在佶龙机械公司生产的HKS4 EL型电子横移高速经编机进行图像采集。利用相关算法对采集到的90幅图像进行处理,其疵点检测结果如图3所示。

图3 几种不同类型的织物疵点检测结果Fig.3 Defect detection results of different types of fabrics
图3(a)(b)(c)分别表示破洞、油污及断经几种典型的经编织物疵点,而图3(d)(e)(f)分别表示利用十字窗口对几种不同类型的织物疵点检测结果。实验结果表明,对不同类型的织物疵点,利用十字窗口均具有较好的检测效果,说明了该算法的有效性。其90幅图像的测试结果如表1所示。

表1 疵点检测统计结果Tab.1 Statistical results for defect detection
根据表1的实验结果并结合检测效果图可以看出,本文的算法对于平纹组织下的破洞、油污及断经的疵点具有很好的检测结果,其检测率可达94.44%,验证了该算法对平纹组织的疵点检测具有一定的普适性、有效性及准确性。
3.2 不同组织的织物疵点检测
为了进一步验证算法的适应性及有效性,在某特种纺织品有限公司采集了芳纶网眼经编织物、平纹经编织物及琼斯丁的织物疵点图像,其实验机型为KARL MAYER公司生产的HKS4型180英寸的经编机,设备是采用面阵CCD相机及日本理光公司生产的6 mm焦距的镜头(FL-HC0614-2M),检测样本为2 568×40像素的织物疵点图像。基于本文的算法在Matlab2014a对经编织物进行测试,其测试结果见图4、图5和图6。图4为芳纶网眼经编织物、图5为平纹经编织物、图6为琼斯丁,其中图4(a)(c)(e)、图5(g)(i)(k)和图6(m)(o)(q)分别为断纱在左中右侧的疵点图像,图4(b)(d)(f)、图5(h)(j)(l)和图6(n)(p)(r)分别为断纱在左中右侧图像的检测结果。
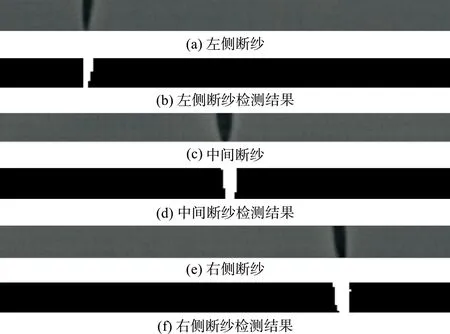
图4 芳纶网眼经编织物的检测结果Fig.4 Defect detection results of aramid mesh fabric
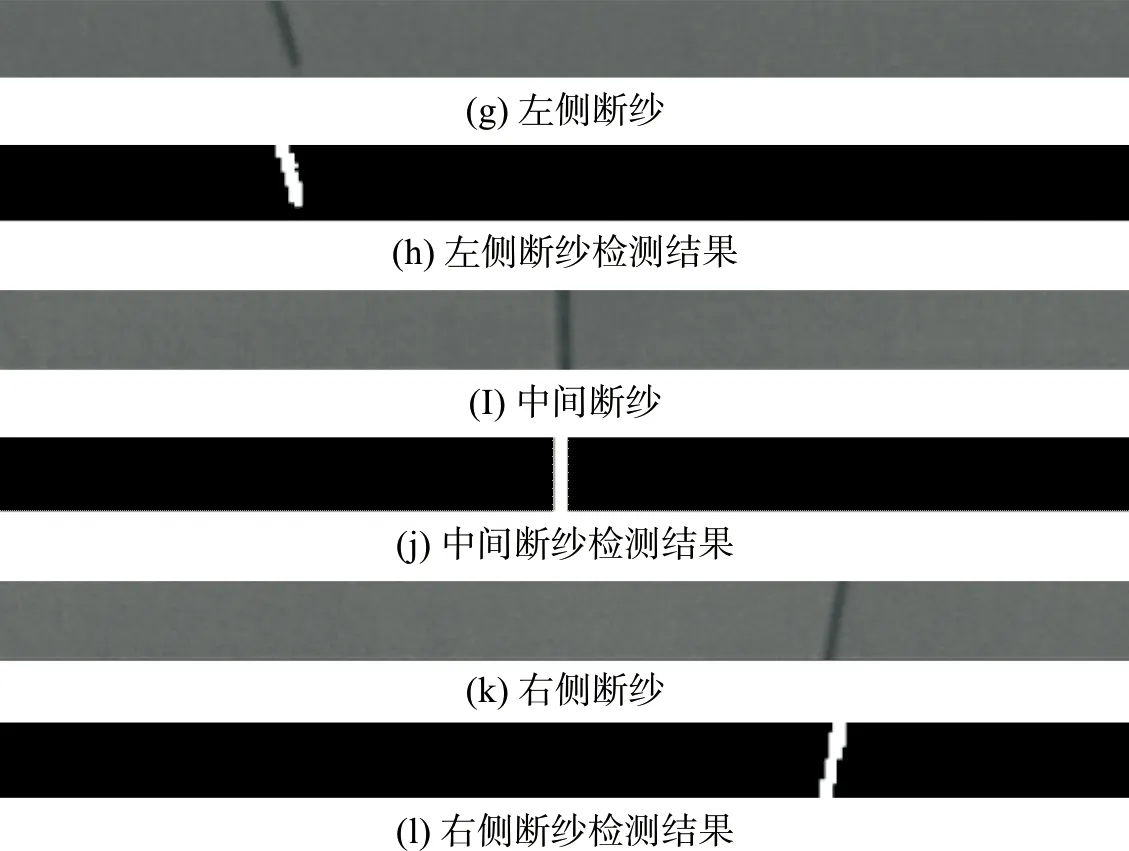
图5 平纹经编织物的检测结果Fig.5 Defect detection results of plain warp knitted fabric

图6 琼斯丁检测结果Fig.6 The Jonestin detection result
图4中的芳纶网眼织物,其组织形成网孔,断纱后会形成较大的疵点,布面间的张力减小,疵点偏移不明显。根据检测结果可以看出,虽然对左中右侧的断纱均能检测,但是其效果一般,原因是形成的疵点区域与背景区域过渡间存在一定的像素,利用十字窗口检测则将过渡的像素判断为疵点区域,从而导致了检测效果的偏差,因此本文算法对芳纶网眼的检测效果一般。
图5中的平纹经编织物,其组织结构紧密,断纱后由于布面间的张力作用,会导致疵点偏移,其左侧疵点右偏、右侧疵点左偏、中间不偏。根据其检测结果可以看出,对平纹经编组织的左中右侧断纱均具有较好的检测结果,能够清晰准确地识别出疵点的大小及位置,因此本文算法对于平纹经编织物具有较好的检测结果。
图6中的琼斯丁织物疵点图像,采用了40 D锦纶丝、140 D氨纶丝和40 D氨纶丝,其组织结构紧密,断纱后也会产生一定的偏移,其中选用的丝较细,断纱后的疵点小,效果不明显。但根据检测效果来看,均能够准确地检测到疵点的大小和位置,证明了算法的准确性及有效性。
根据不同组织不同情况断纱的疵点检测结果,本文算法对于平纹经编织物、琼斯丁的疵点检测具有很好的检测效果,而对于芳纶网眼织物虽然能识别出疵点的区域,但是检测效果一般。这是因为芳纶网眼织物产生的疵点较大,且背景与疵点分离不明显,也从侧面反映了本文算法普遍适应性的条件为疵点背景分离明显的小目标。
3.3 光源等因素影响下的检测结果
图像的质量是影响疵点检测检出率的重要因素之一,图像采集过程中,光照强弱会对图像质量有很大的影响。光照较强采集的图像会曝光过度,光照偏弱图像模糊不清难以分辨,因此在图像采集时采用带有调节功能的相机,通过调节光圈、补偿光值等方法以满足图像采集的需要。但在采集的过程中,机器机速过高引起光源的震动,素色布的透薄特性使光源通过压针板等机器零件形成反射,都会令相机的光值补偿不尽人意,最终使采集到的图像光照不匀。
考虑上述因素,利用本文算法进行可行性验证。本实验的光源为飞利浦T5 LED一体灯,功率13 W,色温6 500 K的白色光,实验的地点及所用设备均与3.2中相同,实验所选用的织物组织的垫纱数码为GB3:1-0|3-4//GB4:1-3|1-0//,其图像及检测结果见图7。其中图7(a)(c)(e)为光照不匀较严重情况下左中右侧断纱的图像,图7(b)(d)(f)为检测结果。
图7中疵点图像与图4—图6的疵点图像相比较模糊,这是因为其受到严重的光照影响,虽然图4—图6中的图像也受到一定的影响但影响结果不大。图7中由于光源震动、织物透光及机械零件反光等因素,造成了光照不匀,而本文算法对图7仍具有很好的检测结果,验证了算法的可行性,进一步说明算法具有一定的抗干扰性。

图7 光照不匀下的图像检测结果Fig.7 The image detection result of fabric under uneven illumination
4 结 语
本文采用织物疵点检测方法,是利用同态滤波、局部差分及阈值分割的算法相结合,有效避免了光照因素对检测结果的影响,同时采用的十字窗的局部差分法适应于对弱小织物疵点的检测,能够有效规避实际生产中因停机不及时造成的疵点过长的问题,为后续的系统开发提供了一定的基础。实验结果表明:该算法对芳纶网眼等疵点大的织物检测效果一般,对平纹及琼斯丁等组织产生的弱小疵点具有很好的检测效果,检测正确率可达94.44%,说明了该算法对弱小疵点具有较高的适用性及检出率。
猜你喜欢
材料与冶金学报(2022年2期)2022-08-10 09:15:38
纺织科学研究(2021年7期)2021-12-02 02:56:27
纺织科技进展(2021年5期)2021-07-22 08:41:38
纺织科学研究(2021年6期)2021-07-15 08:41:40
纺织科技进展(2021年3期)2021-06-09 08:07:20
电子技术与软件工程(2019年22期)2020-01-16 07:39:14
四川蚕业(2018年3期)2018-11-19 09:12:02
宇航材料工艺(2017年2期)2017-05-17 03:06:18
中国洗涤用品工业(2015年8期)2015-02-28 19:02:53
优雅(2014年8期)2014-08-12 07:37:18
