
五轴联动机床RTCP的控制与研究
2019-11-13 05:56刘传孙雨锋
锋绘 2019年9期
刘传 孙雨锋
摘 要:在机械加工领域,机床的重要性是毋庸置疑的,而在机床设备中,五轴联动机床是机床设备中,加工精度,加工范围最广的设备,本文研究分析五轴联动机床的RTCP算法,同时还分析机床结构参数测量算法,如何使用测量方法,研究测量应用机床,将机床的精度和误差得到提高和控制,提高产品的加工质量。
关键词:RTCP算法;结构参数测量方案;测量应用
1 RTCP算法
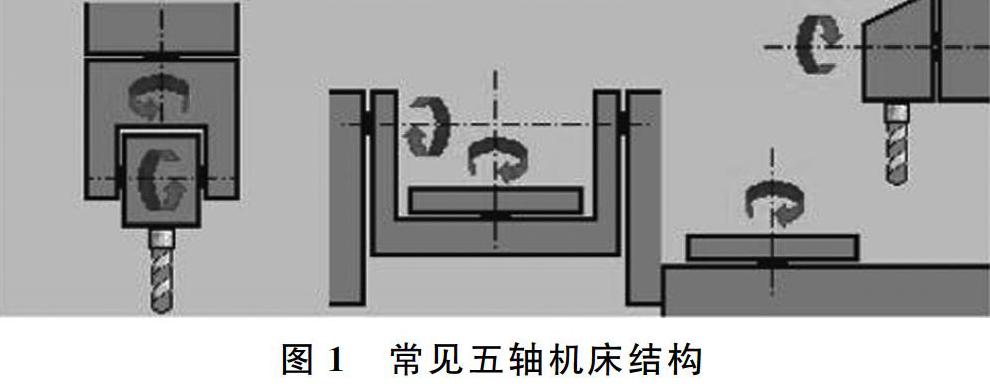
五轴联动机床中RTCP功能是一种建模方法,是一种算法,可以对回转刀具中心点进行精确控制的技术,基本原理就是利用线性轴的运动补偿因旋转运动对机床刀具中心点造成的位移,五轴联动机床常见的有双摆头、双转台和混合台这几种,如图1。
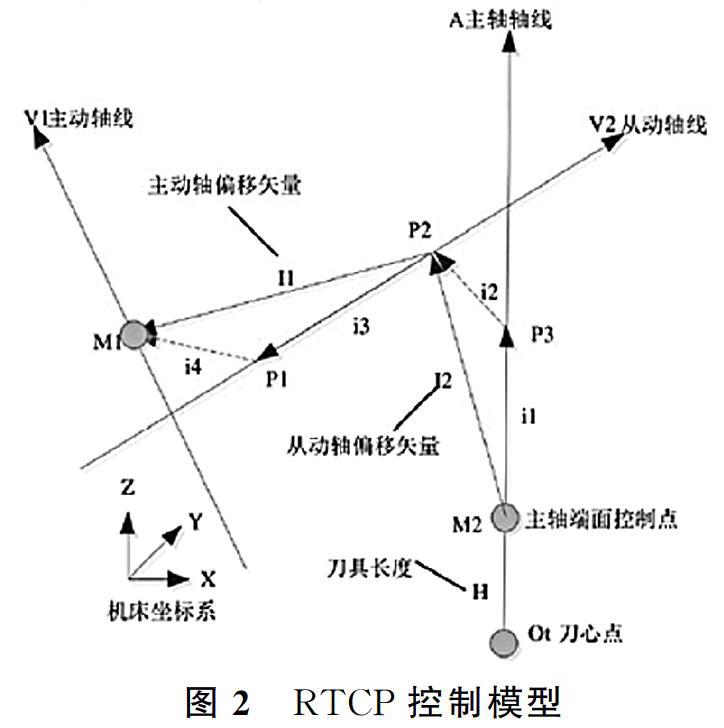
以上三种机床中,双摆头是最常见的五轴联动机床,通过对它进行举例说明RTCP的算法,模型如圖2在双摆头机床的主轴运动中,主动轴与从动轴之间的轴线是相交的,在空间上不存在距离的,所以可以得出主轴既不正交也不相交。
通过上图的模型可以看出,V1和V2分别代表的是主动轴和从动轴,A表述的是主轴回转线,M2为主轴的初始位置,图2表述的是刀具、主动轴、从动轴的初始状态。
2 结构参数测量方案
五轴联动结构参数的测量主要是测量RTCP参数,目的是实行对刀具中心的监控,测量的方法是采用触发式测量探头和标准球头两种工具对设备进行测量,测量方案的流程为:
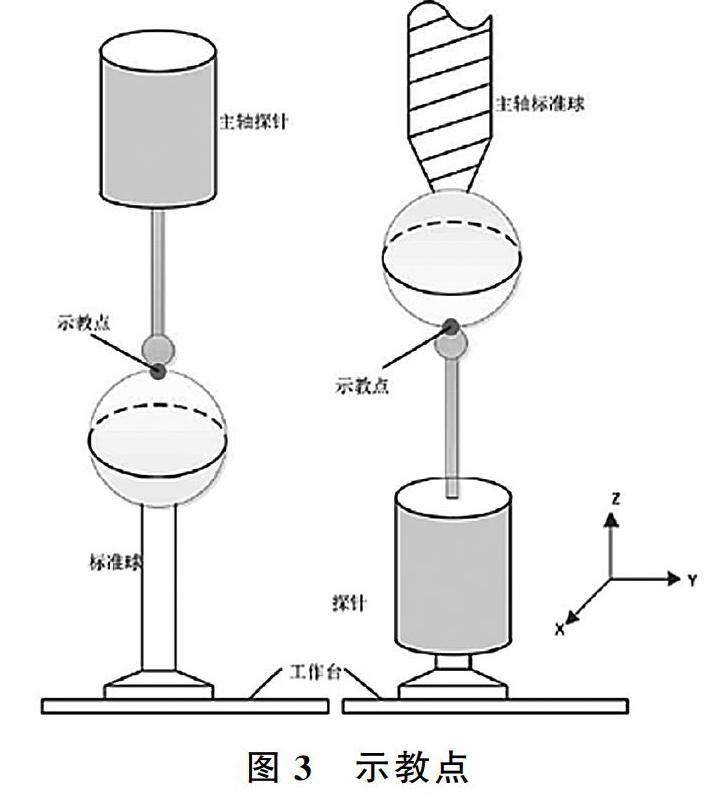
(1)仪器安装,测量就需要仪器,仪器是关键,需要将测量参数设计完成,需要确定测量的类型,参数的设置中,需要将基本参数调试完成,包含一些旋转参数、高度、速度等,同时还需要将示教点参数设置完成,如图3,工作台的校准等。
示教点的作用在测量系统中是非常重要的,是确定校准球与触发试侧头的相对位置,同时还是进行碰撞的基准点,所以在测量系统中的需要进行设置。
(2)碰撞采集,在硬件和参数设置完成之后,需要进行数据实验,将测头探针与标准球进行碰撞,在碰撞过程中,需要记录每个坐标值,X、Y、Z三个方向的数值,同时每个示教点的碰撞需要保证探针和球4点碰撞。
(3)RTCP参数计算,在完成碰撞之后,需要对示教点的坐标进行数据处理,得出主轴和从动轴之间的位置,最终需要转换为RTCP参数。
3 测量应用
在对机床的测量研究中,开发了测量软件,HNC-8是实现五轴联动机床自动测量的系统,该软件的主要操作界面如下:
(1)机床坐标区,该界面的主要功能为显示机床坐标系和相对坐标系的界面;
(2)参数设置,主要实现对测量类型、旋转轴、等参数的设置;
(3)宏程序系统,主要是与测量宏程序相关;
(4)RTCP参数,主要显示参数数值。
HNC-8软件界面需要符合上述的要求,同时还需要实现如下的功能,保证测量的真实和有效,需要实现主轴示教点和从动示教点位置的显示功能,保证坐标系参数的获得,宏程序的使用功能,在测量中可以实时加载宏程序,在最终的测量系统完成之后,需要实现结果的导入和导出功能,导入时测量数据的导入,导出是RTCP数据的导出。
在数据测量的过程中,如果实现RTCP数据的高精度,在测量的过程中,在千分表与标准球接触的一瞬间在启动RTCP功能,在运动过程中,需要先从从动轴开始进行单轴旋转,不同角度进行暂停测量,记录千分表的数值,通过这种方法可以实现高精度测量。
4 结论
五轴联动机床的RTCP主要是是简化程序和较小运动误差,通过RTCP的算法和测量技术可以监控机床加工中的参数和运动,得到良好的加工精度,机床的测量中,主要是通过多点和手动两个方面结合,在实际的测量中也会出现偏差,所以在设计和测量中,需要进行优化、排除环境的影响,同时还需要剔除一些测量数据偏差大的数据,通过RTCP技术提高机床的的智能化和高精度化。
参考文献
[1]范超毅.透过CIMT2007看五轴联动加工机床的发展与液压[J].2008,36(8):166-169.
[2]林胜.五轴数控机床发展及应用航空精密制造技术[J].2005,41(4):1-6.
[3]孔维堂,刘伟军,于东,等.五轴联动数控系统RTCP技术的研究与实现[J].小型微型计算机系统,2011,12.
[4]邓梦.基于RTCP的五轴联动数控机床动态误差溯源方法研究[D].成都:电子科技大学,2014.