
浅论“品”字型物流线路在机械工厂总图设计中的应用
2019-11-08 09:15:20刘军伟
成组技术与生产现代化 2019年2期
刘军伟,于 露
(机械工业第六设计研究院有限公司 国际工程院, 河南 郑州 450007)
从工厂设计调查分析可知,产成品的成本中30%~40%是物流成本,某些情况下会更高.因此,降低成本,提高效益,应当从物流管理和物流线路设计入手,而优化物流线路设计正是容易见效的手段之一.
根据资料,在成批生产并以金属切削加工为主的制造业中,工件在机床上加工的总时间约占其在生产系统中流通时间的5%左右,其余约95%的时间均花费在搬运、停滞、等待、仓储等非生产性活动上,而真正用于创造价值的时间,只不过是全部物流时间的5%[1].因此,在工厂设计尤其是机械工厂设计时,要优先把高效物流观念落实到具体的设计中,尽量减少不合理物流线路占用的时间和空间.
1 “品”字型物流线路
顾名思义,“品”字型物流线路就是几个相互关联的生产车间或联合厂房呈“品”字型总图布置,在用地合理的前提下力求各关联车间或厂房的联系路线最短.考虑到某重型机床厂的物料零部件单件过重,车间之间的物料转运困难,在总图方案设计时,可利用平面轨道运输车将粗加工车间与精加工车间,以及铣床、镗床、立车等典型装配车间之间紧密联系起来,形成图1所示的“品”字型车间布局.

图1 利用平面轨道运输车的“品”字型车间布局
从图1可看出,粗加工车间、精加工车间与铣床装配车间的相对位置,形似一个“品”字型结构.细数起来,图1中这样的“品”字型结构有6个之多.这种车间布置方式的最大特点在于,相互关联的生产车间通过“品”字型物流线路被紧密地联系起来.
在机械工厂总图设计中,“品”字型物流线路的优点表现为:其一,相对传统的“一”字型或“L”型线路来说,“品”字型物流线路使生产各部分组合起来,近似一个“U”字型,即各车间之间的物流几乎在一个同心圆内进行,大大缩短了车间之间物流线路的长度;其次,这种组合可有效节约建设用地;其三,这种组合是目前我国装备制造业所倡导的精益生产的一种总图布置模式.
“品”字型物流线路在机械行业应用广泛.在汽车制造厂的设计中,将冲压、焊接、涂装、总装四大工序中任意3个按“品”字型结构进行布置,对于组织总图布局、功能分区和交通流线都非常有效.但在“品”字型物流线路布置时,应考虑生产作业的习惯、自然条件、气象条件以及地形地势的影响,避免“品”字型物流线路的绝对化和形式化,以及各生产模块布局设计的“死板硬套”.
2 “品”字型物流线路在某齿轮机床厂总图设计中的应用
我国西南地区某机床厂以齿轮机床为主导产品,厂区总图设计要求“高起点、高目标、高质量、高效率、高效益”.其工艺设计的原则,一是广泛采用行业内先进、成熟、适用的新工艺、新技术、新装备、新材料,提高企业的技术创新能力、工艺水平、装备水平和管理水平,增强企业的核心竞争力;二是以市场为导向,以产品为龙头,总体上按照专业化协作生产的原则进行企业生产组织;三是坚持社会化分工与协作的原则,将精度一般的零件及粗加工业务扩散外协,做到有所为和有所不为.
根据上述指导思想设计的该机床厂局部总图平面如图2所示.由于加工工艺、涂装工艺、装配工艺、配送中心及成品库之间联系紧密,因此在总图设计时,根据厂区自然地形条件,将它们布置为“品”字型物流形式,既顺应厂区外部物流方向,又与厂区内部人流互不交叉.这样的设计综合考虑了各车间的生产工艺,在确定车间生产性质的同时,兼顾工艺相近的“相关多元化”产品的总体生产要求,形成一种在一定范围内通用的生产能力,以建立“柔性”生产系统,降低工厂的运营风险,更好地适应市场波动.
该建设场地存在一定坡度,按“品”字型结构设计的各车间室内标高一致,虽然会导致土方工程的增加,但前期投入的土方工程造价相对于工厂运营后的物流成本节约,将是微不足道的.
3 “品”字型物流线路在某工程机械厂总图设计中的应用
某工程机械厂以推土机、挖掘机和压路机等工程机械产品的生产为主.其工厂设计以功能性、先进性、经济性、可实施性、适应性为指导思想.其中“功能性”强调厂区总平面布局科学合理、物流顺畅、管线高效;先进性、经济性、可实施性表现在工艺先进、可靠、适用,管理扁平化,运行高效化;“适应性”要求建立“柔性”生产系统,使生产系统既能满足生产纲领中核心产品的要求,又能适应工艺相近的“相关多元化”产品的生产,以解决市场经济条件下企业对市场波动的适应能力[2].
在总图设计时,考虑到该企业的产品多由结构件组成,产品生产工艺中备料工艺和焊接工艺占据的车间面积较大,联系紧密,且装配工艺和涂装工艺联系更加紧密,于是,将备料工艺和焊接工艺分别布置成相对独立的联合厂房,而将装配车间和涂装车间按“垂直”状布置成一个联合厂房.同时,将上述3个联合厂房按“品”字型结构布置(图3).这样的总图设计既照顾了联合厂房之间的物流联系,又充分地考虑了建筑之间的防火分区、消防疏散等因素.

图3 某工程机械厂局部总图平面
从设计经验看,“品”字型结构布置经常存在预留车间的情况.相对于传统机械工厂的分车间单独布置而言,这种大联合厂房的布置形式适用于业主建设资金充足,且对远期建设预留场地相对较少的情况.
4 “品”字型物流线路在某农业机械厂总图设计中的应用
某企业拟新建大型联合收获机械生产厂,主导产品为水稻收割机、联合收割机,计划新建冲压车间、焊接车间、涂装车间、装配车间、试验检测车间、外协件库、成品库等.该工厂设计贯彻精益生产的设计理念,在工厂物流设计时采用“柔性”生产系统,各生产车间按“品”字型物流组织来布局[3-4].图4所示为某大型收获机械厂的局部总图平面.
对冲压焊接工艺、装配工艺、涂装工艺、试车跑道及成品存放场等部分进行设计研究,发现冲压焊接工艺、装配工艺及涂装工艺的联系比较紧密.因此,在总图设计时将这三者按“品”字型布置为一个联合厂房,并根据《工业企业总平面设计规划》GB50187-2012、《建筑设计防火规范》GB50016-2014、《机械工厂总平面及运输设计规范》JBJ9-96及特定的生产工艺要求,在装配工艺与冲压焊接工艺之间巧妙地设计了露天跨形式.
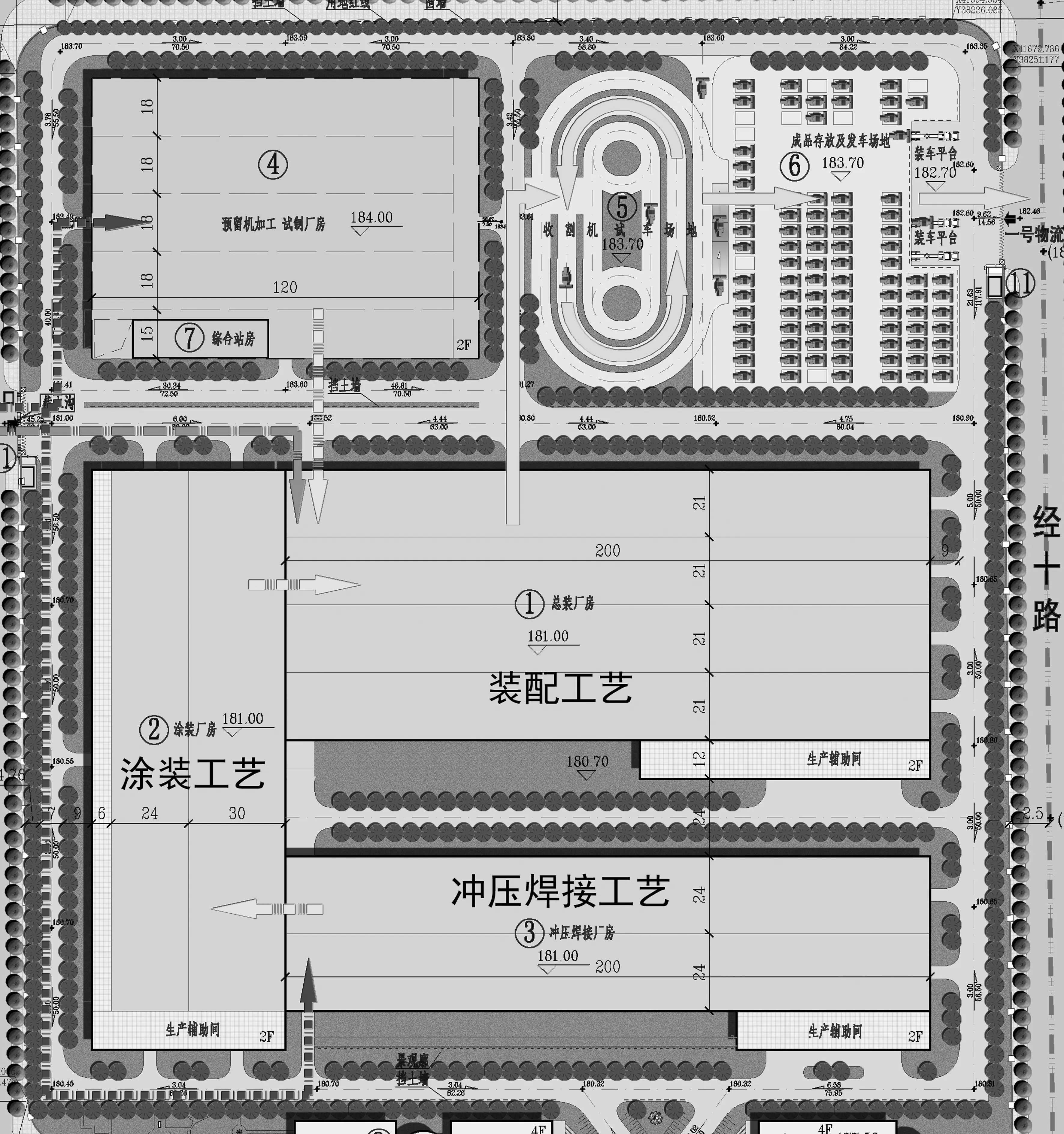
图4 某大型收获机械厂局部总图平面
与图2、图3中形式上脱开的“品”字型物流组织相比,图4显示出一个更加紧密的“品”字型物流结构.这样的设计使物流路线更加简捷,方便了机械厂工人平日的技术操作,提高了生产作业效率.尽管其各生产车间的组合相当于“垂直”状的联合厂房,会给自然通风、排烟及采光带来不便,联合厂房的火灾危险性分类往往要采取高一级的防火等级来定性,但是从长期节省物流成本的角度看,采用“品”字型物流线路的布置形式仍然是利大于弊的.
5 结束语
机械工厂的总图设计受场地地形、气象条件、周边环境及市政设施等因素影响,会对工厂内部和外部物料运输产生一定制约,但机械工厂内部各车间的联系又具有普遍规律.若通晓这些内在规律,在机械工厂总图设计时就可以游刃有余,因地制宜,灵活布置.
本文着重对机械工厂总图设计过程中物料运输设计的“品”字型物流线路进行初步探讨,着重阐述了机械工厂总图设计中物流线路的设计问题,能够为机械工厂总图设计提供借鉴与参考.
猜你喜欢
中学生数理化·中考版(2024年2期)2024-05-23 10:11:40
智能制造(2021年4期)2021-11-04 08:54:28
建材发展导向(2019年11期)2019-08-24 06:35:30
小学生学习指导(中年级)(2018年11期)2018-11-29 08:56:18
农村农业农民·B版(2018年11期)2018-01-28 13:28:12
中国工程咨询(2017年3期)2017-01-31 05:29:52
中国老区建设(2016年12期)2017-01-15 13:54:08
新疆农垦科技(2016年2期)2016-08-21 13:50:22
新疆农垦科技(2016年2期)2016-08-21 13:50:18
中国机械工程(2015年13期)2015-12-16 12:25:40
