阻燃粘胶羊毛混纺防熔融金属飞溅面料的研制
2019-11-08 09:27张生辉蔡普宁李世雄陈忠涛
棉纺织技术 2019年11期
刘 琳 张生辉 蔡普宁 李世雄 陈忠涛
(陕西元丰纺织技术研究有限公司,陕西西安,710038)
浇铸厂、金属冶炼厂等企业以及焊接类作业场所的生产过程中存在许多危险源,包括烟尘、噪声、高温辐射、金属溶液和熔渣的喷溅、爆炸、高炉煤气燃烧爆炸、煤粉爆炸等。这些场所容易出现人员灼烫事故,具体表现为高温金属液体倾翻坠落、高温金属液体辐射热、熔融金属喷溅与泄漏等对人体造成烧伤等。熔融金属飞溅防护面料具有阻燃、耐高温、防熔融金属冲击等特性,可为相关作业人员提供有效的防护[1]。
传统的防熔融金属飞溅面料一般为加厚阻燃缎纹棉面料,虽然阻燃耐热,对高温金属飞溅具有较好的防护作用,同时也具有吸湿排汗功能,但由于是通过后整理加工赋予的,相关性能会随着水洗次数的增加而逐渐下降;熔融金属溶液一旦形成泼洒效应,熔融金属液体的流动性会迅速降低并附着在服装表面,持续释放的热量很快会将衣服烧穿,造成人身伤害。羊毛和阻燃粘胶混纺的厚重面料防护效果有一定的提高;羊毛天然的鳞片结构对熔融金属具有良好的防护作用,但羊毛纤维具有缩绒性,在湿热条件下羊毛面料易毡化,缩水率难以控制,服装的服用性能差。
我们鉴于目前防熔融金属飞溅面料性能的不足,尝试开发具有阻燃、耐高温、防熔融金属飞溅且服用性能好的多功能永久型防熔融金属飞溅面料,使其符合BS EN ISO 11611—2015《焊接及相关工艺用防护服》和BS EN ISO 11612—2015《防护服 防热和火焰用服装 最低性能要求》。
1 防熔融金属飞溅面料的开发思路
铁(钢)在常规重金属中的熔点是最高的,达到1 538 ℃。铁水基本可以代表重熔融金属液体,能防铁水的面料基本上能防其他重熔融金属液体的等量喷溅。由于重金属的分子量大,比热容低,熔融液体的表面张力大,凝固释放的热量相对较小,接触常温物体后熔融液体的表面层容易产生炸裂现象,形成四散的火花,在试验中熔融金属滚动下滑的速度较快。由于绝对温度高,对面料的耐温性要求较高。
铝的熔点为660 ℃,铝水出炉温度大致为780 ℃。铝的熔融液体是非重金属类别中的典型代表,能防铝水喷溅的面料也能防其他如镁、锌、锡等非重熔融金属液体的等量喷溅。铝液的分子量比铁水低,比热容大概是铁的1.5倍,凝固放热(熔解热)是铁水的10倍以上,铝水超出铝凝固温度约为120 ℃,熔融液体的表面张力比铁水低很多,容易附着在接触物表面上,熔融液体从面料表面流下来的速度相对较慢,如果接触常温物体,无法迅速将熔融金属液体降到凝固温度以下,熔融液体的黏性会大幅度上升,液体流速进一步降低,在重力作用下容易延展成面皮状的附着物,造成的热伤害比铁水更严重。
比较熔融金属铝液和铁水性能,绝对温度低的铝水更难防范,优先确保铝水喷溅的防护性能。因此,确定产品的开发思路:首先确保面料具有一定的阻燃性能;其次,熔融金属液体喷洒在面料表面时能够尽快滑落,不产生附着,从而达到不烫伤穿着人员的目的。
2 防熔融金属飞溅材料的性能研究
在高炉和浇注台旁及金属加工厂铸造车间和熔炼车间的工人,接触熔融金属的温度高达650 ℃~1 565 ℃,在这种环境下要求穿着的面料具有防熔融金属飞溅的性能,选用的纤维应具有防碳化、防热收缩、防熔融、防热传递、阻燃等功能。
2.1 原料性能
羊毛纤维表面具有一层鳞片层。鳞片表层为一完整包覆整个鳞片细胞的双层结构。鳞片表层的外部为类脂层,类脂层之下为蛋白层。羊毛表面类脂层的存在,使羊毛具有疏水性,有防雨水的作用[2]。鳞片层向外撑开并突出,使纤维表面粗糙,且其粗糙已达到纳米水平。在纺纱之前对羊毛纤维进行预缩整理,使其充分膨胀,可提高后续面料的尺寸稳定性,减小面料界面表面张力,增加其拒外来物质黏附的能力。织造时,增加紧度,也可减少织物界面表面张力,降低外来物质对织物的黏附性。
阻燃粘胶是以木浆为原料,将相当α-纤维素干重20%左右的阻燃剂水悬浮乳液在纺丝前混合注入,经静态混合直接输入纺丝部位纺丝。其阻燃介质具有无毒、不溶解、无卤素等优良特点。且阻燃剂的加入不会影响纤维的自然白度、吸水性及手感。在高温环境下,具有较强的阻燃隔热性能。在接触热或火焰时,阻燃粘胶不会形成熔融液滴,因而具有防熔融性能。
2.2 极限氧指数
采用ON-1型燃烧性试验器,按照GB/T 5454—1997《纺织品 燃烧性能试验 氧指数法》,对几种阻燃纤维的极限氧指数(即Limiting Oxygen Index,以下简称LOI值) )进行测试。具体结果为:阻燃粘胶LOI值33.4%,对位芳纶LOI值30.0%,锦纶LOI值24.0%,普通羊毛LOI值25.2%,防缩羊毛LOI值24.9%,丝光羊毛LOI值24.3%。
一般用LOI评价材料的燃烧性能,LOI越高,材料越不容易燃烧;LOI小于22%为易燃材料,LOI在22%~27%为可燃材料,LOI大于27%为难燃材料[3]。此外,锦纶、普通羊毛、防缩羊毛、丝光羊毛属于热收缩纤维;阻燃粘胶、对位芳纶属于阻燃纤维。
2.3 拉伸性能
采用YG004E型电子单纤维强力机,按照GB/T 14337—2008《化学纤维 短纤维拉伸性能试验方法》,对几种纤维的拉伸性能进行测试,结果见表1。
纤维强度是纤维制品其他物理性能得以充分发挥的必要基础。轴向拉伸是纤维受力的主要形式,纤维的弯曲性能也与其拉伸性能有关,因此纤维的拉伸性能是衡量其力学性能的重要指标。
表1 几种纤维的拉伸性能指标测试结果
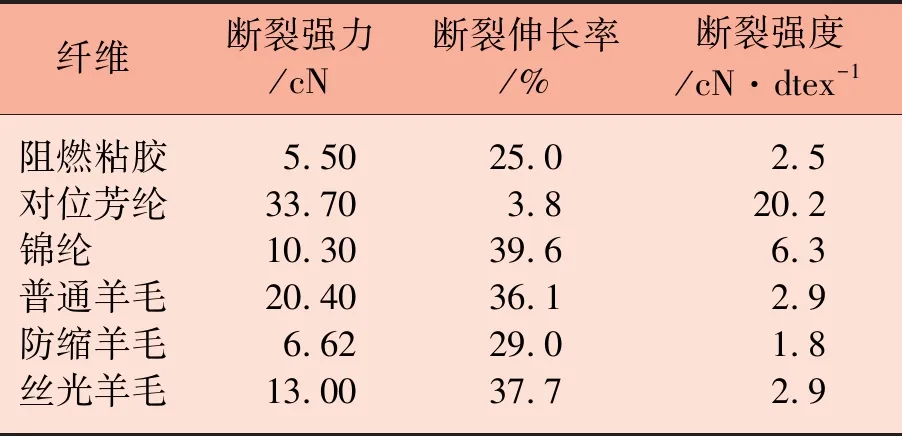
纤维断裂强力/cN断裂伸长率/%断裂强度/cN·dtex-1阻燃粘胶对位芳纶锦纶 普通羊毛防缩羊毛丝光羊毛5.5033.7010.3020.406.6213.0025.03.839.636.129.037.72.520.26.32.91.82.9
3 产品设计和测试分析
通过优选原料,结合防熔融金属飞溅面料的开发思路,在保证面料的阻燃性能的前提下,也要使得面料具有一定的厚度,我们设计了一款单位面积质量为280 g/m2的面料。
3.1 设计规格
基于产品的开发思路,防熔融金属飞溅面料原料选定阻燃粘胶、羊毛、锦纶、对位芳纶以及导电纤维。其中在阻燃纤维中添加20%以下的普通羊毛可保持良好的阻燃性[4],锦纶在10%以内不影响面料的阻燃性。此外阻燃面料不仅要求防火、阻燃,而且应具有防静电功能。2%的导电纤维的混入使面料具有非常好的防静电性能,提高了面料的安全性和舒适性。
最终,防熔融金属飞溅面料规格为:阻燃粘胶60%,羊毛20%,锦纶10%,对位芳纶8%和导电纤维2%;经、纬纱线密度均为24.6 tex×2,组织为二上二下右斜纹。
3.2 工艺流程
3.2.1阻燃粘胶制条
常规精梳毛纺厂采用的是精梳毛条,而阻燃粘胶出厂都是散纤维,适合毛纺加工的阻燃粘胶长度为76 mm~85 mm,因此阻燃粘胶成条是实现毛纺工艺的第一步。散纤维经过梳毛机的拉伸、拔取梳理成条,要使纤维顺直、毛粒少、毛网成形好,控制好制条的回潮率和含油脂率。对阻燃粘胶毛条先进行染色,然后再跟其他纤维条进行混和。
3.2.2复精梳
复精梳工序是对混并后的纤维条进行重新梳理,使各类纤维混和均匀,去除短毛、毛粒,为提高后道纺纱质量做准备。因含阻燃粘胶比例较高,且阻燃粘胶湿态强力偏低(不及干态强力的一半),在工艺配置时梳理隔距适当加大,以便阻燃粘胶既得到开松梳理又不受到损伤,下机毛粒控制在1.5个/g以内;同时尽可能减少喂入量,且喂毛量保持相对稳定,以保证纺纱质量;操作方面要求勤做清洁,严格按规定时间揩大刀、钩圆梳,拔毛刷、道夫及清理落毛,确保梳理效果良好;设备方面要求运转状态良好,针板无弯针、钩针、缺针、断针、并针等现象。
3.2.3前纺注意事项
确定前纺工艺参数,首先在针梳环节确定各道牵伸倍数、并合数、出条质量和喂入质量。粗纱重点是提高条干均匀度,减少毛粒、毛羽。由于阻燃粘胶质量比电阻较大,牵伸过程中存在静电缠绕现象,因此车速要适当降低,并采用抗静电剂处理;同时,由于阻燃粘胶表面光洁,抱合性差,容易产生意外伸长,粗纱捻系数在保证细纱不出“硬头”的情况下偏大掌握。毛条纺纱之前加湿存放24 h以上,粗纱存放3天至7天,以平衡纤维的张力和回潮率,保证后续生产良好。
3.2.4纺纱及自动络筒
重点设定合理的电清参数,因含有导电纤维,自动络筒机上选择光电式电子清纱器,以有效地清除各类纱疵。此外,调节好空气捻接器,保证结头质量,减少“短粗,细节”纱疵,提高布面质量。纱线质量指标:号数偏差率-0.5%(标准值±2.0%),重量不匀率1.2%(≤2.5%),捻度不匀率5.0%(≤10.0%)。
3.2.5织造
采用剑杆织机织造,适当控制上机张力,调整好经位置线,保证开口清晰。整经时要保证经纱张力均匀一致,防止片纱张力不匀。选用二上二下右斜纹组织,保证布面效果良好,布面的紧密程度选用中略偏紧。在织造过程中,操作工应对机台停车及时处理,掌握本品种织口对正的方法,杜绝开车横档织疵;高比例阻燃粘胶面料强度低,弹性伸长小,应严防轧缩及硬物损伤。
3.2.6后整理
退浆。采用溢流缸进行前处理,加入退浆助剂,在95 ℃条件下处理近1 h后再加入冰醋酸以及净洗剂调节布面的酸碱度,并洗去布面沾上的污渍。退浆需时间大约1.5 h。面料从缸里取出后,经人工拉开纬幅,放置推车上,待烘。
烘干。定形机烘干,烘干温度130 ℃,车速14 m/min,经6节烘箱后再经辊筒完成烘干过程。
柔软整理。柔软剂30 g/L。
蒸呢。面料经导布卷绕在多孔的辊筒上,每个辊筒卷绕大约600 m,完成卷绕后将辊筒放置并给蒸汽仓里通蒸汽,温度90 ℃至110 ℃,通气时间10 min,气压273.6 kPa;接着停止蒸汽,抽吸冷风冷却,冷却时间5 min。
验布。蒸呢结束后进行布面检验。
4 结果与讨论
4.1 阻燃指标
面料燃烧性能试验方法按照ISO 15025:2015《防护服 防火防热 限制火焰蔓延的测试方法》测试。测试结果表明:面料初始和洗涤5次后的表面蔓延续燃时间(经、纬向)、面料表面蔓延阴燃时间(经、纬向)、面料边缘燃烧续燃时间(经、纬向)、面料边缘燃烧阴燃时间(经、纬向)均为0 s,均无熔融、滴落,经、纬向均未燃烧到边缘。可以看出,面料表现出了良好的阻燃性能,且具有一定的耐洗涤性。
4.2 防熔融金属飞溅性能
面料的防熔融金属飞溅性能测试按照ISO 9185—2007《防护服装 材料耐熔化金属飞溅的评估》测试。测试过程中,适量的熔融金属溅射到一定角度放置的样品上。将一个PVC薄膜附在样品背面与之接触。通过记录溅射过程后的PVC薄膜的变化来评价损坏情况。根据测试结果,使用更大或更小的金属量进行重复试验,直至PVC薄膜损坏程度最小。对面料分别进行熔融铁和铝溶液测试,测试结果:采用208 g的铁,温度(1 400±20)℃,面料无燃烧,未被穿透,无黏结面料,PVC膜未损坏;采用205 g的铝,温度(780±20)℃,面料无燃烧,未被穿透,无黏结面料,PVC膜未损坏。可以看出:面料对于熔融金属铁和铝液具有优异的防护性能,能够满足BS EN ISO 11612—2015《防护服 防热和火焰用服装 最低性能要求》要求,防熔融金属飞溅等级铁溶液达到3级,铝液达到2级要求。
5 结论
从熔融金属性能理清产品开发思路,采用阻燃粘胶、羊毛、锦纶、对位芳纶和导电纤维混纺成功开发出了适合冶炼行业工人穿着的毛型阻燃面料,满足了特定环境中的防护需求,得出以下结论。
(1)防熔融金属飞溅面料在纤维选用时,应选择具有防碳化、防热收缩、防熔融、防热传递、阻燃等功能,或者采用几种功能组合的纤维合理搭配,增强面料的防熔融金属飞溅性能。
(2)开发的面料表现出了良好的阻燃性能和手感,其服用性能能够满足冶炼作业人员的穿着需求,在特定的环境中,对熔融金属溶液具有良好的防护性能,且防熔融金属飞溅等级铁溶液达到3级,铝液达到2级要求。
猜你喜欢
科技视界(2022年9期)2022-04-09
纺织科学研究(2021年6期)2021-07-15
中西医结合心血管病杂志(电子版)(2020年35期)2021-01-08
建材发展导向(2020年16期)2020-09-25
纺织服装流行趋势展望(2020年4期)2020-02-01
意林·全彩Color(2019年9期)2019-10-17
疯狂英语·新阅版(2019年6期)2019-09-10
汉语世界(The World of Chinese)(2019年2期)2019-04-19
读书文摘·经典(2018年1期)2018-01-10
作文与考试·小学高年级版(2017年23期)2017-12-14