
分子筛制氧在直升机上的应用
2019-11-07 09:18张虎
无线互联科技 2019年15期
张虎

摘 要:分子筛制氧作为航空制氧技术之一日趋成熟。直升机飞行高度有限、乘员数量少,在供氧需求上有一定特殊性。根据高原直升机使用条件和需求,设计适用于高原直升机制氧和供氧设备,是当前西部大开发战略中对人员安全、任务实施等方面保障的迫切需要。引用直升机发动机的压缩空气是有利的一面,但是也要妥善处理气源调整设备,这是使用制氧机安全制氧的前提。文章在此基础上进行了分析与研究。
关键词:分子筛制氧;高原直升机;气源处理装置
随着我国经济的高速发展,东西部发展热潮此起彼伏,再加上人类对自然资源的渴求和充分利用,政府和国民的目光已经不局限于经济发达的沿海、平原、江河等传统地域,吹响了向深海、高原甚至太空开发的号角。本文研究的供氧装置就是为了满足人员在高海拔地区或者空中飞行器中活动需要而开发设计的。
众所周知,空气密度随着海拔高度的升高而降低,单位体积空气中的氧气含量(氧分压)也随之下降。随着海拔的升高和氧分压的下降,供氧不足易使人员产生一系列生理和病理改变。在此环境下,上机体出现急性高原病症状,如头昏、头痛、恶心、呕吐、心慌、气短、烦躁、食欲减退和乏力等。在海拔5 000 m以上高原,人员体力和思维能力受到明显影响甚至丧失[1]。所以超过此高度后,必须补充一定数量的氧气以保证人员生命安全。
目前,比较主流的高原供氧装置有膜分离供氧装置供氧、分子筛供氧装置供氧、高压氧气瓶供氧等。高压氧气瓶适用于紧急状况下供氧,供氧时间短,不能连续供氧,远离补给点时保障困难,额外增加保障维护成本。膜分离供氧装置是在常温和恒定的压力下将空气中的氧气和氮气进行分离,没有相变和再生过程,是一个连续的、静态的分离过程。膜分离出来的氧气纯度只能到50%,质量浓度偏低,在较复杂环境下不能满足供氧要求。分子筛制氧设备采用变压吸附原理物理分离空气中的氧气和氮气,氧气质量浓度可以达到90%以上,比膜分离供氧装置工作产氧稳定。化学制氧技术是最早也是应用广泛的制氧技术,包括水电解法、超氧化物氧气再生和氯酸盐氧烛热分解等方法,技术和设备发展都比较成熟,但是不适用于人员使用,装备缺点较多[2]。
1 航空供氧概况
各类固定翼飞机一般飞行高度在7 000 m以上,必须要给飞行员和乘客提供氧气保障。民航客机一般通过舱内空气加压方式增加氧气浓度,方法简单易行。在紧急情况下,乘客需要使用供氧面罩,如有需要会迅速降低飞行高度。军用飞机由于执行任务的特殊性和残酷性,无法保障气舱密闭,多采用面罩供氧方式。面罩供氧的氧气来源开始是钢瓶供氧,逐渐发展为机载制氧,提高连续供氧能力,除了呼吸使用,还有其他多种用途。
直升机一般飞行高度在6 000 m以下,目前流行的各种机型还没有成熟的供氧方案,钢瓶气氧和分子筛制氧都有所尝试。随着我国西部大开发经济战略的推进,在高原地区从事经济活动的人员数量和范围不断扩大,作为生命保障系统之一的供氧问题越来越得到重视,随着直升机使用频率和范围增加带来的供氧需求越来越大,研究和推广直升机供氧设备变得十分迫切。
2 分子筛供氧原理和方案
航空供氧装置主要为高空飞行器提供人员呼吸用氧,属于飞行器环控系统的一部分,可以采用弥散式或面罩供氧。本文方案适用于小型飞机,飞行高度不高,机组和乘客较少的情况,采用面罩供氧。
2.1 设备组成
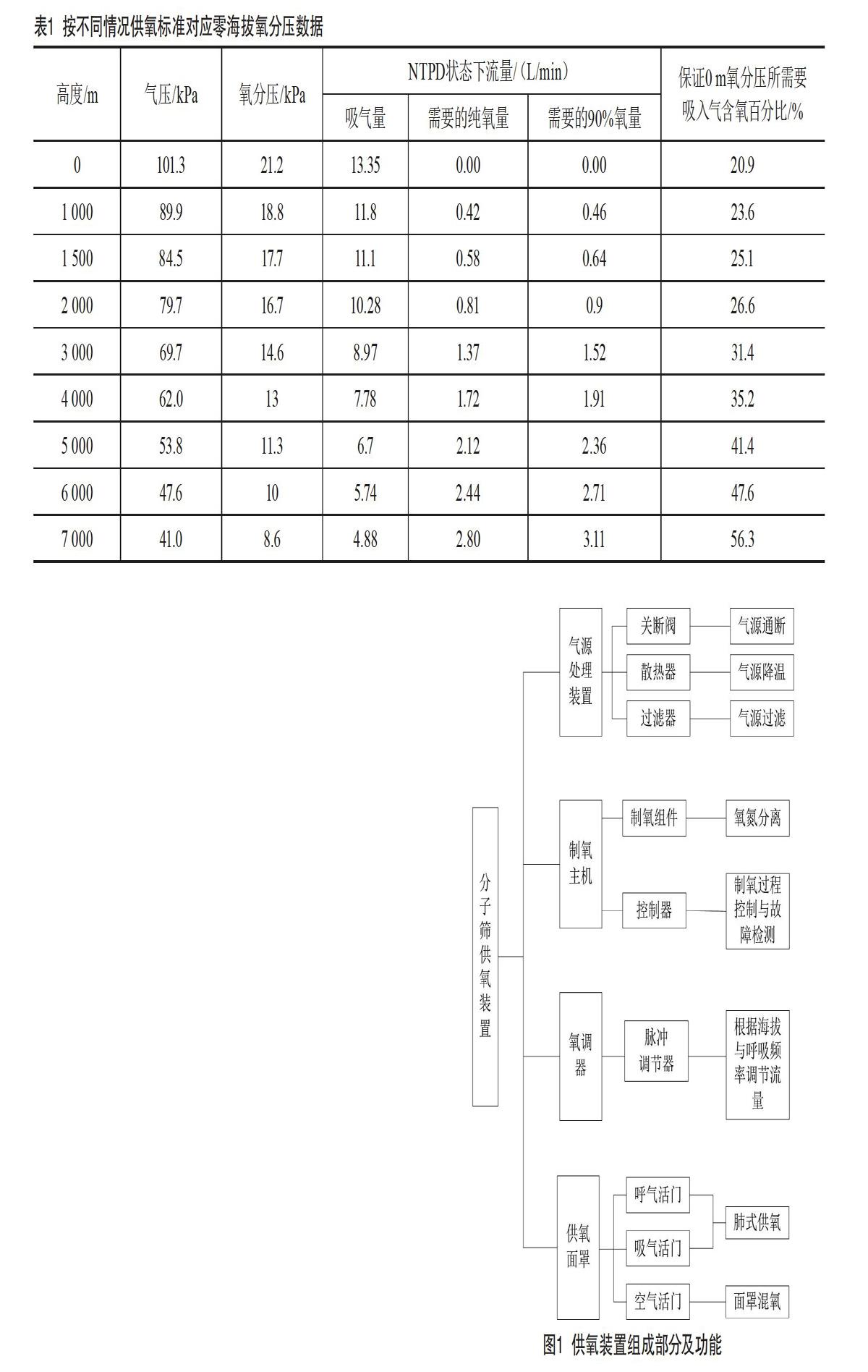
供氧装置由气源处理装置、制氧机、氧调器(若干,机组和特别人员适用)、供氧管路及供氧面罩(若干)组成。
气源处理装置安装在发动机隔舱,制氧机安装机舱尾部的设备舱,氧调器配置在机组人员和特别人员座位旁易于操作的位置,面罩挂装并紧固。供氧管路采用硬管合理布线至各氧调器处。
2.2 分析和计算
供氧装置采用分子筛变压吸附技术进行制氧,利用空气在不同的压力状态下氧气和氮气在分子筛上吸附能力的差异,实现氧气和氮气的分离[3]。设计时主要考虑分子筛材料选择与制氧工艺流程两个方面。选择合适的分子筛材料与制氧工艺流程,可以提高制氧效率,减小供氧装置的体积与重量。
2.2.1 分子筛材料选择
传统A类分子筛,粒径Φ1.6 mm~2.5 mm,堆密度约0.6 g/mL,N2吸附量>10 mL/g,氮氧分离系数>2.8,产氧能力约180 Nm3/h·t,其氮吸附容量与氮、氧分离系数较低[4]。设计要求满足多人用氧时,所需的分子筛床数量较多,体积较大,重量较重。
采用X型分子筛材料,提高分离效率和氮、氧分离系数(即平衡选择性),减小结构尺寸,增加氮吸附容量,易脱附。这种分子筛氮吸附容量比普通A型制氧分子筛大1.5~2倍,氮、氧分离系数是A型制氧分子筛的1.5倍左右,同样的分子筛床数量,制氧量可达原来产量的3倍[5]。
2.2.2 制氧工艺流程
随着海拔的逐渐升高,空气越来越稀薄,空气压缩机产量逐渐降低。在7 000 m海拔时,空气压缩机产量只有平原的41%。传统制氧工艺空氧气耗比一般在13∶1左右,空气消耗较高。本方案针对传统旋转阀控制的制氧工艺进行改进,采用6步法循环工艺流程进行制氧,可降低空氧气耗比。
本方案设计采用A,B两分子筛床,并使用电磁阀替代旋转阀,在原有的A分子筛床吸附(B分子筛床解吸)、B分子筛床吸附(A分子筛床解吸)的两步循环时序中,增加均压和反吹时序,形成6步法循环时序:A分子筛床吸附、A→B均压、B分子筛床反吹、B分子筛床吸附、B→A均压、A分子筛床反吹。整个工艺时序周期约在15 s左右,空氧气耗比为9∶1左右。
2.2.3 计算与验证
按照每个乘员在BTPS状态下的供气量为15 L/min,应急状态的供气量14 L/min。即按每个乘员在BTPS状态下的供气量为15 L/min进行计算,折算到NTPD狀态下,每个乘员的吸气量为13.35 L/min,根据座舱的高度不同,各个高度下的每个乘员的吸气量如表1所示。
