
等厚铝/铝黏接结构的超声脉冲反射信号
2019-10-31 01:10张宝双邬冠华俊2
无损检测 2019年10期
张宝双,邬冠华,涂 俊2,吴 伟
(1.南昌航空大学 无损检测技术教育部重点实验室, 南昌 330063; 2.上海航天精密机械研究所, 上海 201600)
黏接结构相比于焊接与机械连接结构,具有稳定性高、成本低、应力分布均匀等优势,还有减震、密封、隔音等特殊作用,广泛应用于航空航天与国防军工产业中[1]。黏接结构在成型的过程中容易出现空气夹层脱粘等缺陷;在使用过程中由于疲劳、热振、冲击等原因,容易出现黏接层开裂受损等缺陷[2]。在载荷下,黏接不良缺陷多成为裂纹源并在黏接层间扩展,使得黏接结构在较低的载荷下失效,甚至导致事故的发生。故,利用可靠的无损检测技术来保证黏接结构的使用安全性,具有重要的意义[3]。对黏接结构黏接不良缺陷的检测,超声脉冲反射法相比于红外热成像与射线检测等其他方法,有穿透深度大、缺陷定位准确、灵敏度高,操作简单等诸多优点,可对缺陷进行准确定量及定位,有较高的灵敏度[4]。
超声方法对于黏接结构缺陷的适用性较好,超声脉冲在通过上述的缺陷后,会有明显的能量反射,相应位置的底面回波能量会降低,而根据黏接面回波与底面回波的高度关系,甚至可以分辨自由界面缺陷与滑移界面缺陷[5]。然而在等厚的铝/铝黏接结构中,由于黏接面回波与底面回波声程几乎相同,多个界面的回波会相互叠加,从而难以识别界面回波情况。笔者旨在研究底面回波以及黏接层回波叠加后的回波信息与黏接层缺陷的关系。
1 试验方法
1.1 铝/黏接层/铝均匀介质中的异质薄层
由于探头楔块与铝板耦合界面对所有回波能量的衰减、反射与相位偏移具有同一性,且超声波在铝/楔块耦合界面的透射率较高,故假设楔块与铝板的耦合良好且耦合层中的超声波全透射。
由于黏接层厚度在0.10~0.25 mm间,而声波在黏接层中的波长为0.77 mm,黏接层厚度小于声波波长,黏接结构属于均匀介质异质薄层,如图1所示。由此计算得到铝/黏接层/铝的超声反射率与透射率,其中d为异质薄层的厚度。
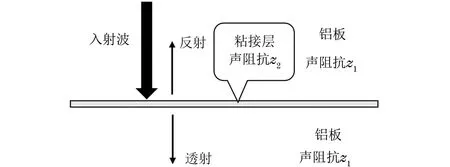
图1 均匀介质中异质薄层结构示意
使用均匀介质中异质薄层模型模拟黏接层对超声波的反射和透射,将黏接层中超声波长λ及铝板与黏接层声阻抗之比代入模型,可得到声波反射率r及透射率t与黏接层厚度d的关系式如下

(1)

(2)
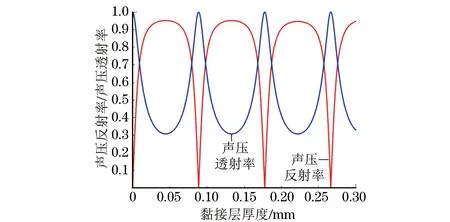
图2 黏接层界面声压透射率及反射率随 黏接层厚度变化曲线
将以上关系式绘成曲线,如图2所示,从图中可以看出当黏接层厚度为其半波长的整数倍时,声波几乎全透射;当黏接层厚度等于其四分之一波长的奇数倍时,透射率最低,反射率最高。由此可见,等厚铝/铝黏接结构黏接良好部位的超声检测信号幅值与黏接层的厚度有直接关系,可能影响缺陷判别。
1.2 等厚金属黏接结构中超声的传播路径
在铝/铝胶接板中,超声波经过一系列反射与折射,在回波信号中体现为多种不同路径的回波的叠加,不同路径声波的幅值和相位会发生可量化的差异性变化。图3为在黏接良好部位或是较小缺陷部位的声波路径示意图,该位置的第5次回波主要由以下3种成分的回波信号叠加而成:① 在上铝板中经过5次薄层界面反射的5次回波;② 经过2次异质薄层界面透射及3次异质薄层界面反射的一次迟到波;③ 经过4次薄层界面透射及一次薄层界面反射的2次迟到波。
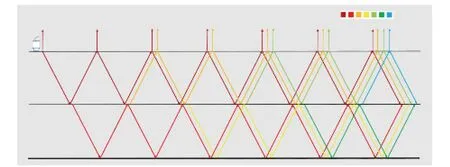
图3 超声检测铝/铝黏接板黏接良好部位的声波路径 示意(薄层界面透射每增加一次,色阶向右变化一格)

图4 超声检测铝/铝黏接板黏接不良部位的声波路径 示意(每来回通过胶层一次,色阶向右变化一格)
黏接不良部位的声波路径如图4所示,与黏接良好部位不同的是,黏接不良部位多存在声波难以通过的空气夹层。由于空气的声阻抗与铝或者黏接材料的声阻抗的差异巨大,从缺陷正上方入射的声束几乎无法通过。虽然由于多次回波叠加,不能分辨缺陷位置的回波与黏接良好位置的波形,但是各声波组分的路径已经发生变化,如图3所示,其5次回波由以下5种成分组成:① 在上铝板中经过5次薄层界面反射的5次回波;② 通过2次黏接不良位置及4次上铝板下界面反射的一次迟到波;③ 通过4次黏接不良位置及3次上铝板下界面反射的2次迟到波;④ 通过6次黏接不良位置及2次上铝板下界面反射的3次迟到波;⑤ 通过8次黏接不良位置及2次上铝板下界面反射的4次迟到波。虽然黏接层厚度较薄,但由于黏接层中的声速显著小于铝材中的声速,2次迟到波之间以及迟到波和底波之间有一定的时间差,该差值与黏接层厚度相关,在图3与图4中,为了直观地显示5次回波的不同组分,采用了不同的颜色区分不同路径的声波,色阶每向右移动一格,代表声波透射通过黏接层一次,显示在示意图上即为箭头位置的向右平移,垂直向上的箭头表示通过耦合界面被探头接收的声波。
1.3 模拟计算
为了简化计算过程,使用3种频率成分谐振波叠加模拟对比试验所用的带环氧树脂楔块的宽带窄脉冲探头所激发的超声信号,脉冲波宽度为220 ns,中心频率为7 MHz,与实际探头的脉冲宽度及中心频率接近。激发的超声信号振幅y可如式(3)表示。
y=cos[2π4(106)x+π]+2cos[2π7(106)x+π]+
cos[2π10.28(106)x+π]
(-0.000 000 11 s≤x<0.000 000 11 s)
(3)
式中:x为声波传播的时间。
利用铝/黏接层/铝均匀介质中异质薄层模型及简化的模拟脉冲波形,对等厚铝/铝黏接结构的回波进行计算。与结构材料相关的参数如表1所示,表中的声阻抗及衰减系数为实际测量所得,为了简化计算模型,将衰减系数应用于完整声程中而不考虑衰减系数的非线性变化。将表1中的参数代入均匀介质中异质薄层模型,可以求得声波在该界面的反射率与透射率。
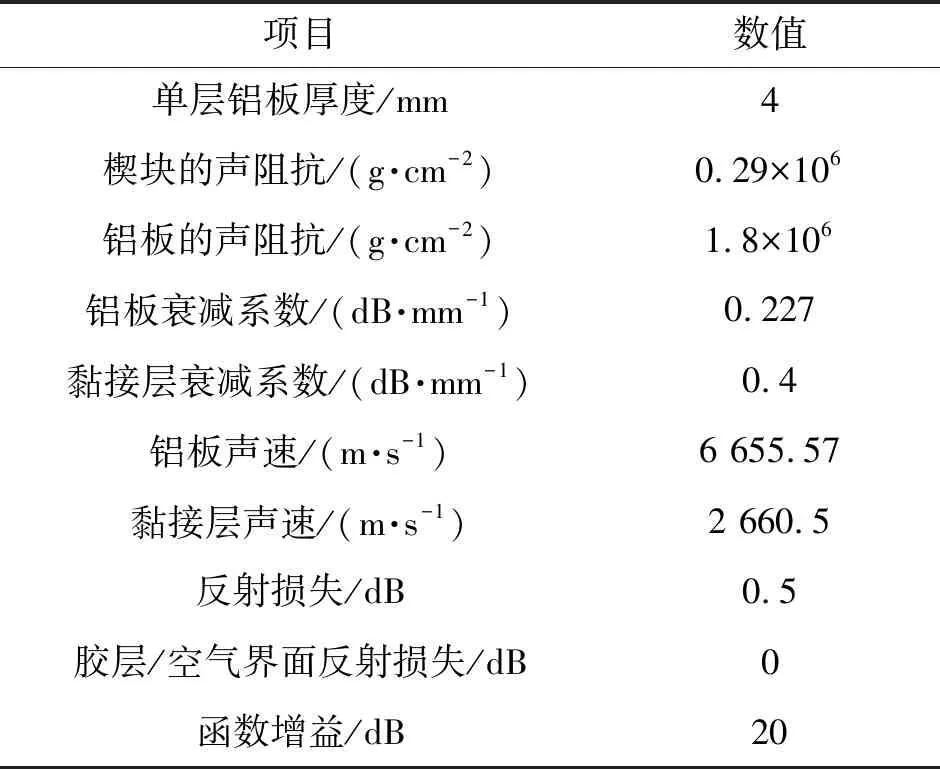
表1 与材料相关的计算参数
结合图3与图4所示的声波路径以及界面特性,可以看出黏接良好部位与黏接不良部位的5次回波成分有较大的差异,未能透过黏接层而仅在上层铝板以及残留粘胶中传播的声波产生了5次迟到波,而黏接良好部位的相同声程上的声波仅有2次迟到波,假设两种情况下的第5次回波携带相同的能量,则由于迟到波数量较多,黏接不良部位的能量将被分散而导致波形的波幅降低且波形宽度增加。
黏接良好部位的5次回波由3种成分构成,而黏接不良部位的5次回波由6种成分构成,综合均匀介质中异质薄层模型的反射率和透射率公式及表1中的参数,计算可得其声压衰减量(见表2)。其中黏接不良位置声压衰减量中的s为残留胶层/空气界面的反射损失,由于残留的胶层界面没有确定的规则形状,该界面的反射损失取决于界面的形貌。

表2 黏接良好部位与黏接不良部位5次回波叠加成分的声压衰减量与迟到时间
2 试验结果及分析
结合上述的模拟激励脉冲信号以及各成分声压的衰减与时间分布状况,可以计算得到不同黏接层厚度的黏接良好部位回波以及不同残留黏胶厚度的黏接不良缺陷回波,综合考虑了回波声压衰减、反相、时间延迟、叠加等影响因素,绘制成模拟波形,选取典型的d值与实际检测结果进行对比,结果如图5所示。
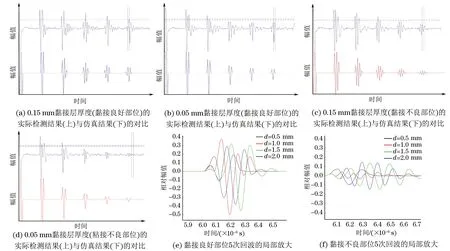
图5 黏接良好部位与黏接不良部位回波信号计算结果
从图5(a)~(d)可以看出,模拟波形与实际检测波形在波形与幅值高度上都有良好的对应关系。对比黏接良好部位与黏接不良部位回波的模拟结果可以看出,声波通过黏接良好的黏接层的第3,4,5次回波显著大于黏接不良部分的回波,且回波次数越大,该差异越明显,故选择5次回波作为观察对象。造成这种差异的原因是相比在相同声程位置的黏接良好处的回波,黏接不良处的声波由于无法穿透黏接层而在黏接面内多次反射使得迟到波的数量增多,5次回波组成成分为正常位置波形的2倍,而每种迟到的波形组分总比先到的波形组分有一定时间的延迟,多种组分的波形叠加后,其幅值显著减小而波宽显著加宽。图5(e),(f)分别为黏接良好及不良部位的5次回波的局部放大图(选取黏接层厚度分别为0.5,1.0,1.5,2.0 mm),可以看出,每种厚度对应的良好部位的5次回波幅值均高于不良部位的回波幅值。
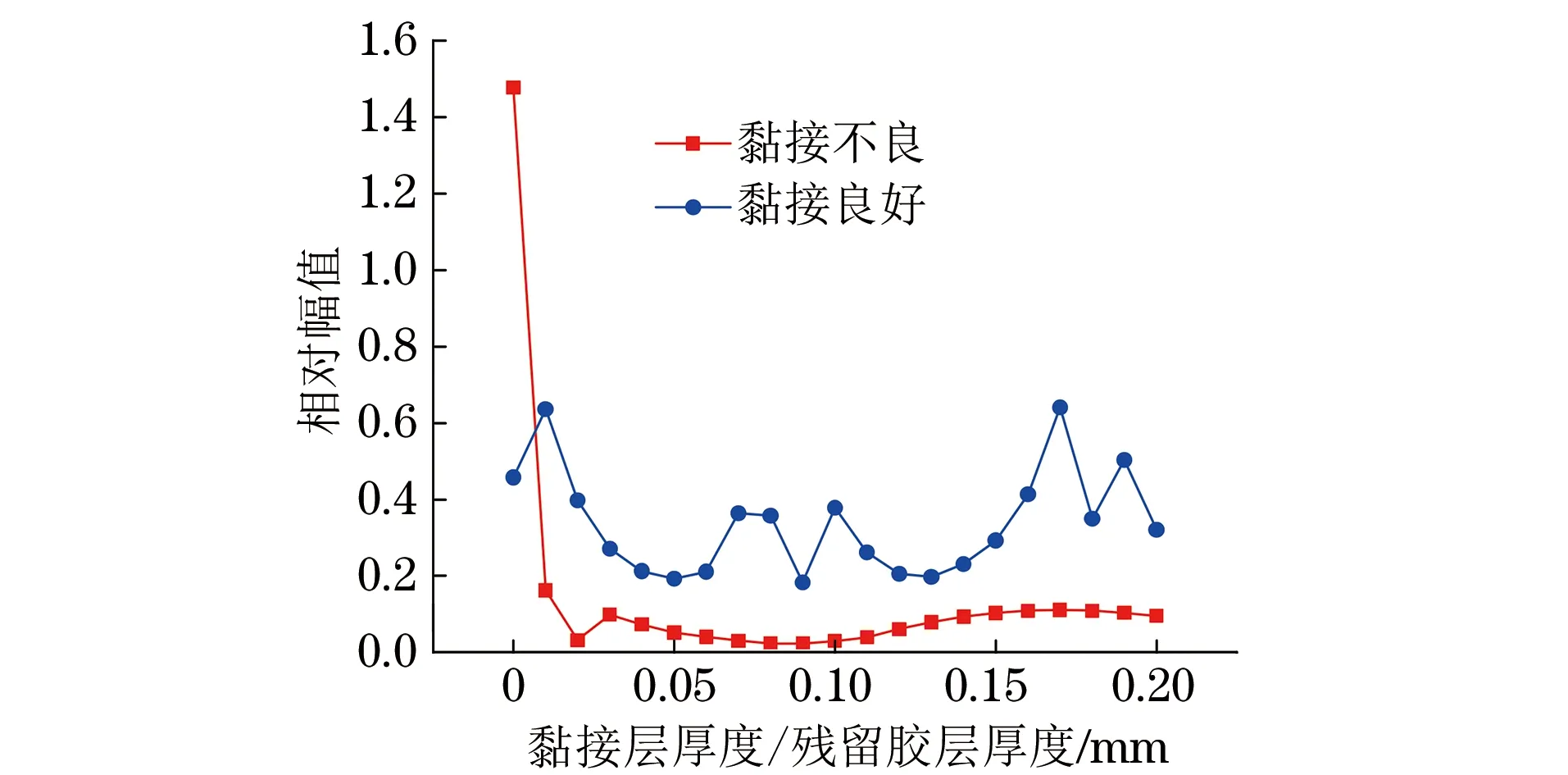
图6 不同黏接层厚度/残留胶层厚度下的5次回波幅值
由于黏接层厚度多在0.1~0.2 mm范围内,在该范围内取数值作为黏接层厚度,代入均匀介质中异质薄层反射率和透射率公式及模拟信号幅值公式中,计算得到相应的波幅,结果如图6所示。由图6可见,在残留黏接层厚度为0时,黏接不良部位的回波幅值极高,这是由声波在铝板下表面的全反射引起的。当黏接层厚度相同时,黏接良好部位的回波幅值都大于黏接不良部位的回波幅值,可以直观辨别。在上述的计算中,胶层/空气界面反射损失的代入值为0,实际检测过程中,黏接不良部位的5次回波幅值将低于模型计算值。
3 结语
由于等厚铝/铝黏接结构特殊,黏接层界面回波与底面反射波叠加难以识别黏接层信号。对超声回波的分析与模拟计算结果表明,将等厚铝/铝黏接面的第5次回波幅值高度作为判据,可有效识别等厚铝/铝黏接结构中的空气夹层缺陷。此判据具有较高的理论可靠性且该种检测方法可以使用简单的超声检测设备完成,具有成本低廉、操作简单、效率较高的优点。
猜你喜欢
武汉工程大学学报(2022年2期)2022-05-05
一重技术(2021年5期)2022-01-18
商品与质量(2021年4期)2021-11-23
中国建筑金属结构(2019年3期)2019-03-20
价值工程(2018年25期)2018-09-26
中国现代医生(2017年24期)2017-10-17
计算技术与自动化(2017年1期)2017-05-08
科技视界(2016年6期)2016-07-12
科技视界(2016年12期)2016-05-25
股市动态分析(2014年48期)2014-12-18
