清蓄电站离相封闭母线安装施工方法
2019-10-30 01:06吕腾瑞
水电站机电技术 2019年10期
吕腾瑞
(中国水利水电第十四工程局有限公司机电安装事业部,云南 昆明650032)
1 概述
1.1 工程概况
离相封闭母线是广泛应用于50 MW及以上发电机引出线回路及厂用分支回路的一种大电流传输装置。清远抽水蓄能电站离相封闭母线为自然冷却、三相、全连式,主要由导体、外壳、伸缩节、波纹管、支持绝缘子、防火隔板以及离相封闭母线内部及与各设备之间的连接组成。离相封闭母线及配套设备包括4台发电电动机至主变压器低压侧的离相封闭母线(包括主回路离相封闭母线、分支回路离相封闭母线、起动回路离相封闭母线)、电流互感器、发电机出口电压互感器柜、电压互感器避雷器柜、电容器、接地开关等。
1.2 主要技术参数
离相封闭母线主要技术参数见表1。
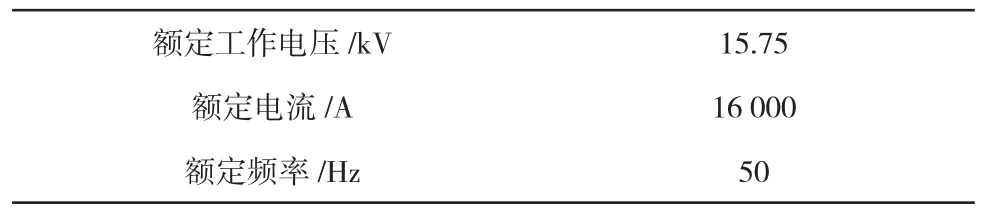
表1 离相封闭母线主要技术参数
离相封闭母线(起动母线)主要技术参数见表2。
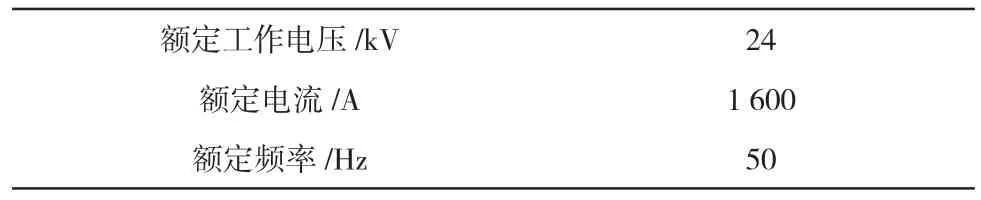
表2 离相封闭母线(起动母线)主要技术参数
2 施工流程
离相封闭母线安装施工流程为:施工准备→安装测量放点、基准定位→厂用起动母线安装→公用起动母线安装→机组自起动母线安装→主母线、其他电压设备安装。
3 施工方法
3.1 施工准备
设备开箱检查:设备到达现场后,进行开箱检查,并作好设备开箱检查记录。
技术准备:按照离相封闭母线总布置图清理所有预留孔洞的尺寸、标高及方位是否符合设计图纸的要求。根据施工方案,组织作业人员进行技术交底,形成记录。
机具材料准备:为保证安装进度和施工质量,根据施工方案、施工图纸配备离相封闭母线安装的主要施工设备、工器具、材料。设备、工器具、材料由专人管理。
班前会:每天工作前召开班前会,对当日所有作业内容、重要施工要求,以及施工过程中危险源和安全措施进行详细交底。
3.2 安装测量放点、基准定位
(1)安装场地清理,工具器准备就位。
(2)以厂房基准点为起始标准点,利用全站仪进行多次返点。
(3)根据返放的基准点,确定安装离相封闭母线的B相中心及高程点,再根据图纸的设计要求确定A、C相的中心高程点,并分别进行标注。
(4)测量完成,记录相应的放点数据,提交相关数据并与质检部门进行复查,确认符合要求。
3.3 厂用起动离相封闭母线安装
厂用起动离相封闭母线位于主变室内,连接于单机组的主母线和电抗器。由于厂用离相封闭母线的安装关系到整台机组母线安装和主变压器的定位,因此厂用离相封闭母线的安装必须在主母线安装及主变压器就位前完成。
(1)母线支持结构安装
将立式槽钢跟预埋的钢板进行牢固焊接,将铝抱箍牢固焊接在槽钢上相应的部位,并进行焊缝处理;最后由A相至C相(即上而下)的顺序进行安装母线,在母线吊装上支架后,用另一半抱箍夹紧母线,上好螺栓固定,以便调整母线。
(2)母线打磨、清扫
利用切割机将母线导体外壳与导体间的固定铝板割除,并打磨干净。用电动工具及板锉打磨坡口,尺寸按照图纸要求,并用电动抛光机将封母坡口两侧表面各50 mm范围内清刷干净,不得有氧化膜、水分和油污,坡口加工面应无毛刺和飞边。利用干净的白布和酒精对已经打磨完成后的母线进行清洗,确保安装母线内干净、无杂物。
(3)母线对接、调整及焊接
1)母线对接、调整
用手动叉车将对接的母线调整到指定位置,用扳手和母线支撑调整母线外壳及导体的同心度,并用卷尺分上下、左右对比检查,调整误差在5 mm的规定范围以内;用水平尺依靠母线侧面与母线垂直相切,调整水平尺水泡水平,再用卷尺垂直依靠水平尺端部,测量出母线的半径点,然后用锤线定两点检查母线中心在一直线上,确保误差在5 mm的规定范围以内;用水准仪和卷尺多点测量母线外壳顶端的高程,调整误差在5 mm以内;用软尺对已经调整好同心、水平及高程的母线进行整体长度的测量,符合设计图纸要求,误差在5 mm的规定范围以内。
2)母线焊接
母线与设备之间连接采用软连接,螺栓紧固力矩应符合国标要求。母线导体焊接分两种形式:母线导体与导体焊接、伸缩节与另一端母线导体搭接焊接。外壳则用外壳抱瓦连接并焊接。
焊接结束后,应清理焊缝表面的飞溅物等,并仔细检查焊缝表面的成形质量,一旦发现有超标缺陷,应及时清除重新焊接至外观合格。对外观缺陷,一般采取打磨方式修整;对出现缩小导电面积情况时予以补焊;对于裂纹或内部缺陷,采取挖补方式返修。彻底清除缺陷,并向缺陷两端各延伸30~50 mm,确认缺陷消除后再进行补焊。返修中同一位置上的挖补次数一般不超过3次。焊接接头不得以任何形式进行矫正。
由于焊接量大,为了确保焊接质量,避免焊缝产生气泡、夹渣、裂纹、烧穿、焊坑、焊瘤,达到规范及制造厂要求,焊接时不得停焊,每个焊口应一次焊完,母线焊完冷却前,不得移动或受力。焊缝与母材圆滑过渡,未焊透长度不得超过焊缝长度的10%,深度不得超过被焊金属厚度的5%,局部咬边深度不得超过母线厚度的10%,且其总长度不得超过焊缝总长度的20%。焊缝加强高度2~4 mm,焊缝宽度比坡口两边宽出0.5~1.5 mm。
(4)母线吊装
根据母线的长度选择要固定几点绑扎吊带。
用手动葫芦水平、平缓的上拉母线,调整到固定抱箍位置,将抱箍夹住母线,上固定螺丝,再进行微调,用水平尺检查母线,直至其吊装位置的水平度、垂直度和高程等误差在5 mm内。
(5)母线固定:对吊装完成后的母线进行抱箍与母线外壳的固定焊接。
1)选定焊接要求规范,确定焊接所用氩气的纯净,焊丝为符合要求的焊丝。
2)用抱瓦对已经对接好且清洗完成的母线进行抱瓦,并用拉紧带进行紧固、调整抱瓦和母线外壳之间的接触面要均等,复查正确后进行焊接。
3)用接好电源、调好电压、电流的焊机点焊导体与抱瓦,并完成复查后进行全焊。
4)焊接完成后,检查焊接表面要光滑,焊接不咬边,焊接厚度符合要求,焊接焊缝均匀。
5)焊接后处理,用磨光机及毛刷充分处理焊接飞溅,保证导体外观平整。
3.4 公用起动离相封闭母线安装
每2台机组共用1组公用起动离相封闭母线,且2组构成厂房的1套公用起动离相封闭母线,所以根据实际安装情况,以2台机的公用起动离相封闭母线组成此分段的安装。
公用起动离相封闭母线位于厂房主变63.00 m高程,其结构组成类似于厂用起动离相封闭母线,也是分为A、B、C三相由上至下分层进行安装。
3.5 机组自起动离相封闭母线安装
自起动离相封闭母线是主母线及其他电压设备安装的基准连接母线,分为:母线洞顶水平段、主变低压廊道段和换相起动段等。
(1)母线洞顶水平段根据现场土建施工情况,首先进行母线吊架的安装焊接,其次段装母线进行吊装、调整焊接。
(2)主变低压廊道段在公用起动母线安装完成后,根据机组自用起动母线与公用起动母线的对应位置进行母线的单节吊装、调整和焊接。
(3)换相起动段在发电机出口断路器安装就位完成后,根据母线洞顶水平段和断路器进行母线的单节吊装、调整和焊接。
(4)母线的单节吊装、调整和焊接方法参照厂用起动离相封闭母线安装。
3.6 主母线及其他电压设备安装
主母线及其他电压设备按分段形式进行安装。
4 安装注意事项
(1)由于公用起动离相封闭母线安装的母线廊道较为狭小,且安装高度较低,所以在安装中采用逐相进行,单相间单节组装的方法。
(2)在各个阶段安装中,包括了PT/LA柜、励磁变压器、换相隔离开关、发电机出口断路器及电压互感器柜等大件设备安装,为了确保安装设备的安全及防止设备损伤,采用如下大型设备倒运的方案:
1)首先通过厂房桥机将大件设备吊装,由厂房吊物孔吊装至安装楼层,并放置于摆设好的钢制滚筒上的平板上,利用现场装置好的手拉葫芦进行第一次拖拉至母线洞口,然后调整手拉葫芦拉动方向,将大件设备拖拉至安装位置。
2)大件设备的微调:对于重量较大的设备,由母线洞顶预埋的吊钩,用专用吊装吊梁吊挂,通过手拉葫芦将大件吊起进行微调;而相对较轻的大件则通过手动叉车进行微调,直至调整到要求位置。
(3)微正压热风循环安装及检漏:微正压热风循环装置的安装、检漏方法根据厂家说明书进行。检漏方法以微正压热风循环自带空压机压缩空气为气源向母线内充入气体,然后在母线接口位置涂肥皂水观察是否漏气,亦可根据母线外壳内压力下降来检漏。
(4)在进行短路试验接地装置安装时,首先打开接地操作用窗口,然后将接地装置动触头接地线线鼻子与焊接在盖板上的小法兰连接起来,再用接地装置动触头对准固定在短路试验装置导体上的静触头进行接地操作。拆去接地线后,将三相接地用窗口法兰恢复密封状态。
5 安装效果
所有埋件安装位置正确、焊接牢固;焊缝高度在2.5~3.5 mm范围内;符合规范要求;母线外壳及导体的同心度、母线中心误差、母线外壳顶端的高程误差均≤3 mm,远小于标准规范“误差在5 mm的规定范围以内”的要求;各项试验按照GB/T8349-2000中的方法进行,均一次通过。
6 结语
清远抽水蓄能电站离相封闭母线已安装完并完成各项试验,现已投入商业运行,运行情况良好。本文通过对清远抽水蓄能电站离相封闭母线安装工艺介绍,可以给同类型施工提供一定借鉴。
猜你喜欢
防爆电机(2020年4期)2020-12-14
装备制造技术(2019年12期)2019-12-25
模具制造(2019年7期)2019-09-25
福建基础教育研究(2019年7期)2019-05-28
当代陕西(2019年6期)2019-04-17
电子制作(2017年17期)2017-12-18
山东工业技术(2016年15期)2016-12-01
中国卫生(2016年5期)2016-11-12
科技创新导报(2016年9期)2016-05-14
新高考·高一物理(2015年6期)2015-09-28