
MB4225-160A型半自动立式珩磨机的维修与改进
2019-10-26 03:33:04杨晓宇
设备管理与维修 2019年10期
杨晓宇
(河北省地矿局第一地质大队,河北邯郸 056001)
0 引言
珩磨机是利用珩磨头珩磨工件精加工表面的一种磨床,主要用于液压件、汽车、轴承等制造业中珩磨工件的内孔。其加工精度能达到IT7-4 级,是加工精度很高的一种设备。河北省地矿局第一地质大队于20 世纪90 年代引进了一台MB4225-160A 型半自动立式珩磨机,其液压系统功能分支由5 部分组成(图1)。
(1)主轴箱支路。由定量泵往手动变量轴向柱塞马达供油,系统工作压力由溢流阀3 调定,马达带动齿轮产生旋转运动,通过主轴箱内圆柱齿轮副变速可得到2 个转速范围。
(2)动力油缸支路。动力油缸是一个差动油缸,油缸固定在立柱上,油缸的活塞杆与主轴箱箱体连接,用来带动主轴箱进行往复运动。
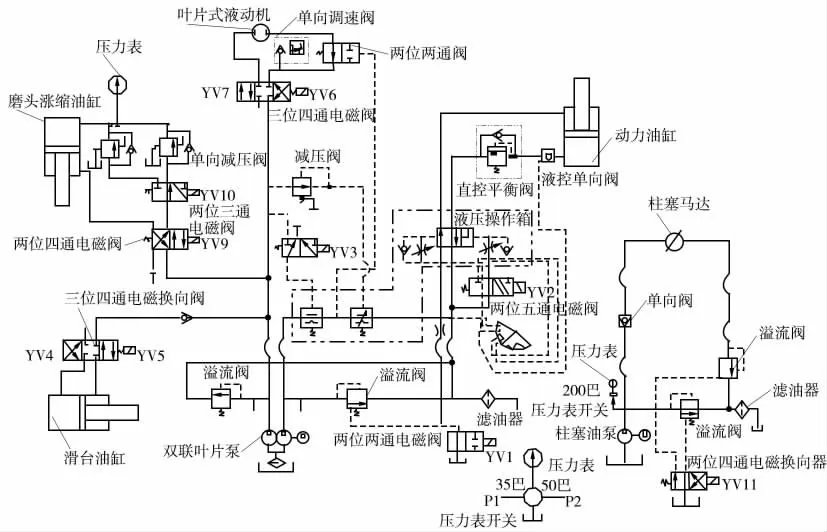
图1 MB4225-160A 型半自动立式珩磨机其液压系统功能
(3)磨头涨缩机构:①只要液压泵启动或者换向阀YV9 失电、YV10 得电且YV7 和YV6 失电的情况下磨头处于收缩状态;②磨头涨设有高压涨和低压涨2 种状态,YV9 得电、YV10失电的情况下处于低压涨,YV9 失电、YV10 得电时处于高压涨状态,这由高低压涨旋钮控制。
(4)磨头对尺机构。珩磨机磨头对尺时,当电磁换向阀YV9得电、YV10 失电时涨缩杆快速下移5 mm。进给螺母随涨缩杆下移5 mm,触碰到行程开关SQ8,使行程开关闭合。同时,YV7得电、YV6 失电,使液压马达旋转,带动进给螺母正转(螺母正转如果涨缩杆不动,螺母会向上移动),开始进给运动。由于此时涨缩杆一直处于向下运动状态,进给螺母仍在下端位旋转。当珩磨油石涨到工件孔壁时,涨缩杆停止下移。这时液压马达继续旋转,使螺母上升,螺母离开下端面,出现了间隙从而使行程开关SQ8 断开。YV7 失电,磨头涨停止。这时通过电器控制YV6 通电,液压马达反转。进给螺母快速下移到下端工作位置上,保证磨头处于定速进给状态。YV6 通电时间长短由时间继电器KT5调定。马达停止转动后,按下控制按钮使YV9 失电、YV10 失电时,涨缩杆快速退回5 mm,磨头对尺寸完成。
(5)滑台移动油缸支路。由三位四通电磁换向阀来控制滑台的左右移动:YV4 得电,滑台油缸差动连接,使滑台向右移动;YV5 得电,滑台向左移动。
1 设备故障与维修
1.1 使用过程中珩磨机出现动力油缸无法上下移动,导致无法工作的现象
原因分析:出现问题后,在检查电路方面没有任何故障的情况下,将故障判断的重点放到液压系统。电机启动后,带动双联叶片泵给系统供油。一个油泵主要为滑台油缸,磨头涨缩机构,磨头对尺机构供油,间接通过调速阀影响动力油缸上下运动的速度。但是它仅仅起到调速的作用并不是使动力油缸失去动力的原因。另一个泵正常启动后,给二位两通电磁换向阀YV1通电,系统压力由溢流阀YV9 调定。液压油经过调速阀,两位四通液控换向阀进入动力油缸上腔,而液压油回油经动力油缸下腔通过液控单向阀,直控平衡阀回油箱使动力油缸向下运动。当需要动力油缸向上移动时,按钮控制使YV2 得电,液控换向阀换向,压力油进入动力油缸下腔,上腔回油。现在的情况是其他的功能支路动作正常,而且油泵没有损坏的情况下,怀疑是动力油缸主油路堵塞,也就是很可能液控换向阀出现问题导致动力油缸无法换向和移动。
故障处理:停机后,让操作人员取下液控换向阀,拆开阀芯,发现果然阀芯卡死无法移动,油路堵塞。经清洗处理后,装入阀芯并推动阀芯,阀芯能够在阀块内正常移动。重新把液控换向阀安装到设备上后,启动立珩,立珩动力油缸可以上下移动,设备故障问题得到解决。
1.2 主轴箱支路带动主轴旋转时,主轴旋转速度不稳定
分析原因:当启动设备后由于主轴箱油路单独由一个柱塞油泵供油,而且与其他油路不存在控制关系。我们只对主轴箱油路分析即可。泵工作后,电磁换向阀YV11 不通电时,溢流阀控制油路直接接油箱导致液压油经过溢流阀卸荷,柱塞马达不动作。电磁换向阀YV11 得电后,溢流阀控制油路不通油,这时溢流阀主阀调定的压力就是主轴箱支路系统的工作压力。油液经单向阀进入液压马达带动马达旋转。
故障处理:油路比较简单,开始时认为是柱塞马达损坏导致主轴旋转速度时快时慢,换了一个柱塞马达后,启动设备但是故障并没有得到解决。再看压力表时,压力表显示系统压力正常。在找不到其他油路问题的情况下,偶然发现压力表表针有间歇顿挫的现象,判断可能是柱塞油泵出现问题。当换了一个柱塞油泵,启动后设备运转正常。分析可能是柱塞油泵里面的柱塞出现问题。在其他设备故障维修中也出现过这样的问题,所以要提醒一下,压力表是直观判断系统压力故障的工具,大部分时候操作人员对其不够重视,有些设备甚至摘除了压力表,给维修的判断增加了难度。
1.3 叶片式液压马达不转动,伸缩杆无法移动,磨头对尺寸无法完成
原因分析:出现问题后,对设备进行了认真检查。设备启动后其他动作回路运转正常,同时溢流阀11、溢流阀9 旁边接的压力表显示设备压力正常。初步认为故障可能不是由液压系统造成的,液压马达出现故障前也没有出现过损坏现象,暂时先排除机械方面的原因。那么,问题可能出现在电器控制方面。
故障处理:对系统电路控制部分进行了排查。当旋转磨头对尺旋钮SA4 时,主电路中间继电器KA6 线圈得电,使控制电路KA6 触点闭合,电磁换向阀YV9 得电,涨缩油缸向下运动。触碰到行程开关SQ8,使行程开关闭合。行程开关闭合使继电器KA14 线圈得电,KA14 触点闭合,KA13 导通,使电磁换向阀YV7 得电换向,液压油经过单向调速阀,进入叶片式液压马达,使马达转动。在实际排查中发现旋钮SA4 旋转后,应该使两路触点闭合导通,而实际只有一路导通,使电磁换向阀YV7 不得电换向。液压马达不转动。在取下旋钮测量后,发现旋钮出现故障,更换后问题得到解决。笔者多年维修经验认为电器故障排查起来非常繁琐,控制回路继电器分支很多,需要一路一路地耐心推导,把电器动作顺序搞清楚为维修提供了方便。
2 立式珩磨机工装的改进
经过对该立式珩磨机的长期观察,由于珩磨头在加工液压缸缸筒时起到决定性的作用,珩磨头珩磨效率和稳定性直接影响珩磨的质量。针对原设备在实际生产过程中存在一些不足,对珩磨头进行了如下改进。
2.1 弹性空间的建立
原设备珩磨头连接杆是一体式设计的,在实际使用过程中压力直接作用在连接杆上,其缺点在于珩磨压力大小不稳定,在复变压力的持续性作用下,压力直接传导到珩磨头上导致珩磨头磨损加剧,使珩磨立轴与连杆连接处产生较大的间隙,有时在压力不太大的情况下出现卡死现象。降低了生产效率。经过一段时间的摸索,在连接杆与珩磨立轴之间引入连接套装置并在套内加入了稳压弹簧,把立轴与连接杆之间的间隙压缩到5 mm 之内,使弹簧产生预紧力。在弹簧预紧力的作用下可以有效抵消复变的磨削压力带来的冲击。即当磨削力过大时,用弹簧的推力来抵消过高的压力。当磨削压力不足时,借助弹簧的拉力来弥补。这样可以使磨削压力有效的稳定在某一范围之内,起到了平衡压力的作用。通过这样的改进,珩磨立轴与连杆之间始终保持稳定,珩磨头处于最佳的磨削压力范围内,因此可以显著提高效率。
2.2 万向节的改进
原机万向节为球体—钢珠式结构,即在球体上均布4 个直径钢珠大小的半圆形凹槽,钢珠固定在凹槽内与珩磨头内孔壁接触。这种结构下钢珠受力面积很小,属于点接触,在较大扭力的作用下容易损坏,而且这种设计对万向节的材质提出较高要求。与实际操作人员共同探讨,从内六方扳手拧内六角螺丝的过程中得到启发,将原来球体—钢珠式结构改为内六方体与球体六方弧面的连接结构方式。这样大大提高了万向节的受力面积,而且其本身要求的转向灵活性又不受影响,即使采用普通的45#钢材料,也能保持很长的使用寿命,从而降低了制造成本。
2.3 磨头与连杆连接处的改进
原设备设计为轴套、插销分体式结构,在实际使用过程中运转不稳定、容易损坏,这也是长期使用过程中出现故障最多的地方。将其改进为一体式结构形式后,不仅保证了运转的稳定性,又能有效避免长期的维修、维护。
经过对上述珩磨机工装的改进,液压缸筒的效率有了很大提升,并降低了维修率,节约使用成本。
3 结束语
MB4225-160A 型半自动立式珩磨机设备比较复杂,认真分析其工作原理。通过对生产中出现的问题进行合理化判断、系统总结解决方法,可在很大程度上提高技术人员的技能水平,从而减少设备故障发生次数,节约维修成本,大大提高了生产效率。
猜你喜欢
水电站机电技术(2024年2期)2024-02-28 06:55:08
中国介入心脏病学杂志(2022年7期)2022-09-16 07:53:24
内燃机与配件(2022年1期)2022-01-06 12:21:13
中国科技纵横(2021年7期)2021-07-22 02:55:46
小学生作文(低年级适用)(2016年9期)2016-11-11 06:31:53
电子制作(2016年19期)2016-08-24 07:49:48
机床与液压(2014年14期)2014-06-06 06:01:44
筑路机械与施工机械化(2014年2期)2014-03-01 02:57:59
中国设备工程(2014年2期)2014-02-28 13:43:44
河南科技(2014年16期)2014-02-27 14:13:21
