
脆性材料批量成球加工工艺试验设计
2019-10-24 08:17:36郑王刚樊亚谱
精密制造与自动化 2019年3期
郑王刚 樊亚谱
(1.新乡职业技术学院 河南新乡453006;2.新乡市新华液压机械有限公司 河南新乡453000)
滚动轴承作为机械行业不可或缺的部件,广泛应用于各种工程机械、机床生产和家电行业,在其中起到转动支撑的作用。轴承的三大部件之一——滚动体钢球,在轴承厂或钢球生产厂都具有成熟的生产制造加工工艺。一般来说,钢球需要经过冷镦、硬磨、热处理、软磨和研磨等工序,才能成为合格产品。但是在脆性非金属材料批量成球制作工艺方面发展极不成熟。立足于现有金属材料成球生产工艺,研究脆性材料多羟基磷灰石材料批量成球生产工艺。
1 羟基磷灰石材料特性
羟基磷灰石是天然珊瑚经过“热液交换反应”变性而来,通常作为骨科移植替代物,具有骨传导作用,但无骨诱导作用;同时,有脆性大,机械强度低的缺点。实物如图1所示。

图1 多羟基磷灰石实物
该材料除了保持珊瑚的多孔结构外,还提高了珊瑚的硬度(一般莫氏硬度为5,而珊瑚一般为3~4)。羟基磷灰石是骨组织的主要无机成分,与组织的相容性好。珊瑚羟基磷灰石屈服强度δ>3MPa,抗压强度3.2±0.6 MPa,表面密度2.6~2.7g/cm2,弹性模量E=3.08±0.15 GPa。网眼妆羟基磷灰石球尺寸15~30 mm,表面密度0.5~1 g/cm2,δ=4~5MPa或更大。
2 加工过程力学分析
2.1 加工分析原理
本文采用设备为3M7266立式钢球研球机,如图2所示。一般情况下,研球机都采用循环加工。而循化加工又分为大循环和小循环两种形式。本文采用小循环加工方式,即去掉输球料盘结构,并将研磨板改为封闭式结构。在加工时,将磨削过的钢球放入固定研磨板和上研磨板沟槽中,通过液压装置对固定磨板施压,使得固定研磨板和上研磨板对置于其上沟道中钢球产生磨削力;固定磨板不停地旋转,带动球坯顺着磨板上的沟槽旋转;不断循环,直至球坯的尺寸精度、形状精度、表面精度、表面光洁度达到技术要求为止。

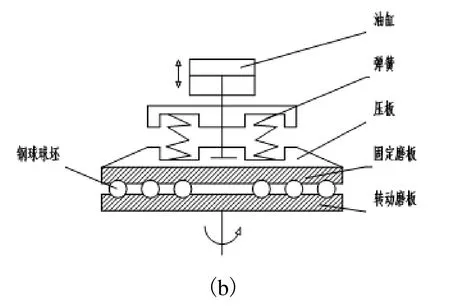
图2 3M7266立式研球机外观及原理图
加工过程的球坯,由金属材质变更为非金属材质——脆性材料多羟基磷灰石,需要对加工过程中的受力进行分析,进而根据需要改进设备,以适应非金属脆性材料加工。本文从多羟基磷灰石球毛坯受力分析和施力分析两个方面对加工过程进行受力分析。
2.2 多羟基磷灰石球毛坯受力分析
多羟基磷灰石人工义眼台,材质为珊瑚类多羟基磷灰石,质地疏松,莫氏硬度为3.5~4(金刚石为10),在加工过程中要保证珊瑚球体不因压力过大而造成破裂、残次。故取δ=3MPa,E=3.08±0.15GPa。球体接触受力如图3所示。
多羟基磷灰石人工义眼台,可视为球体,直径选取16~24 mm。依据图3可知道小循环加工工艺成球原理,假设在加工时,上下盘开槽为圆弧沟,磨削球坯位于两沟槽之间,将其接触情况简化,视为两两接触为圆柱体与平面接触。
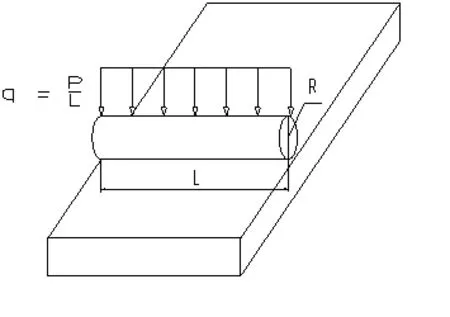
图3 球体接触受力图
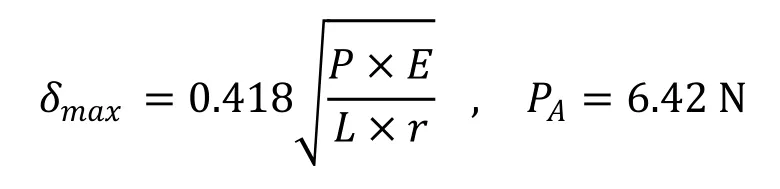
由图3中数据计算接触应力公式:
δmax=(r为球半径,P为压力,E为弹性模量,L受压长度);受压宽度为球半径,P为压力,E为弹性模量,L受压长度),图中的受压宽度C为总受压宽度的一半。
A 方案取球坯半径 r=8 mm,接触长度L=21.9mm≈22mm

B 方案取球坯半径r=12mm,接触长度L=32.87mm≈33mm
根据钢球加工过程中,取开沟槽位置半径尺寸r=250~330mm,由此得出最小布球数量:

此时,两磨板间球所受压力的最小值(压力保险值),原因在于加工时,要加工两个批次规格的球体,其所受的压力不致使球破裂,取最大压力P最大值:

球数目最少时,取压力保险值 。
2.3 加工过程施力力学模型
如图4中所示:系统活动件重力G=M1+M2+M3+M4+M5 ×g ,其中g为重力加速度,取9.8 m/s2;液压油缸上腔施力F上,液压油缸下腔施力F下,工件受力后产生的反向作用力F,取 F=P保。
受力系统平衡方程:G+F上=F+F下
由于 3M7266立式钢球研球机为加工设备,故系统活动件质量G=1850 N,取最小值G=1900 N。要保证加工过程中,系统加工正常,珊瑚球不致破裂残次。
取F上=0 N,F=100 N,G=1900N,求得F下=1800 N。
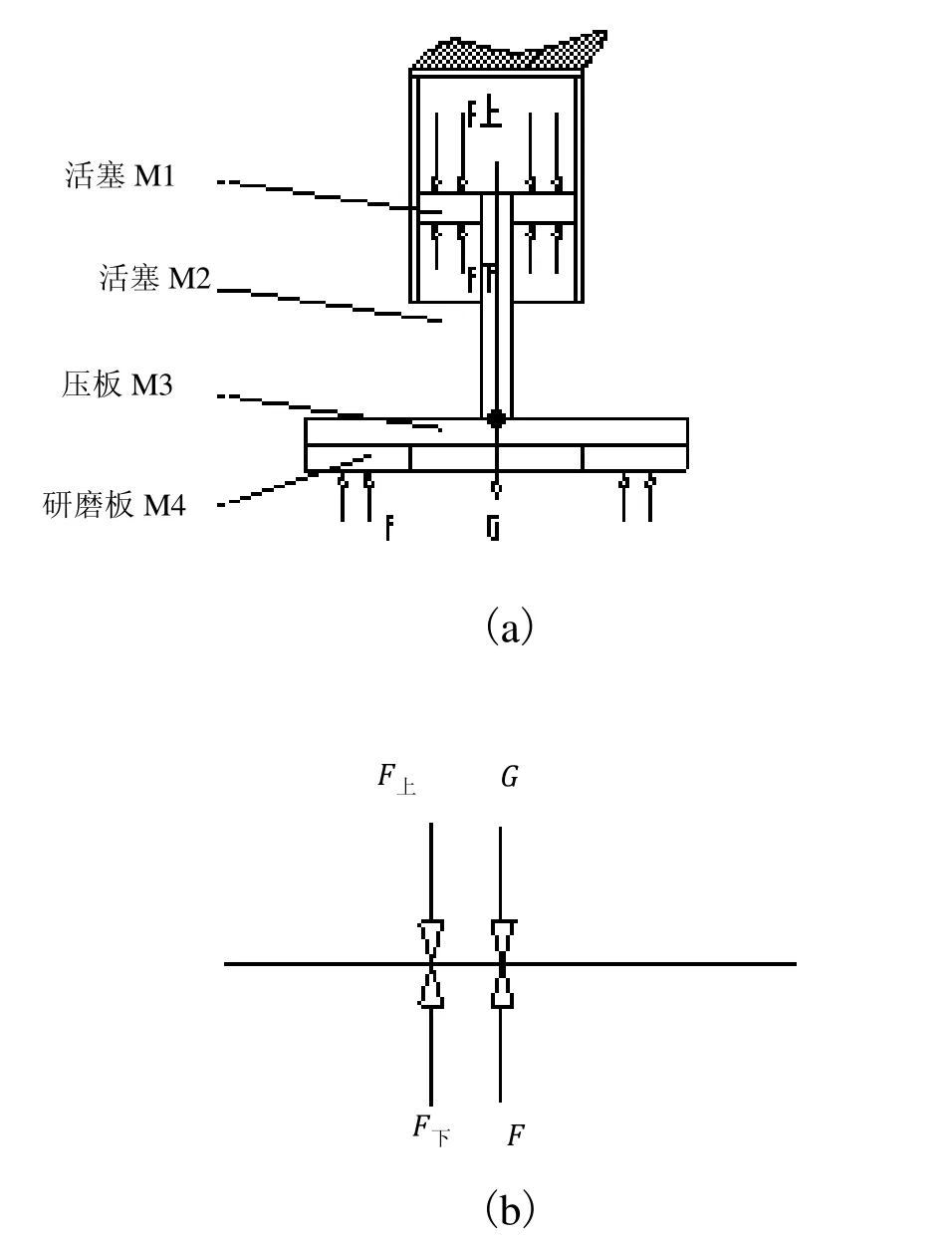
图4 立式钢球磨球机加工过程力学分析模型及简化模型
3 设计验证
3.1 毛坯制备
试验所用羟基磷灰石材料为正立方体块状,尺寸约8 cm3,根据多边形内接圆原理,可得出原材料可以加工直径在15~18 mm的成品球。正立方体块状不适合在沟道中滚动,不能进行有效加工。所以,要将正立方体块状,手工打磨制作成14面以上的正多边体块状或类球状。
因此,试验试件制成直径尺寸选取18 mm~20 mm的类球体或多面体。
3.2 磨板制备及磨削液选择
制作四块标准研磨板,材料选取尼龙1010,等级选择PA食品医药级。研磨板三维实物如图5、图6 所示。

图5 封闭式上研磨板三维模型

图6 下研磨板三维模型
上下两研磨板沟槽制作尺寸分别在Φ500 mm、Φ540 mm、Φ580 mm三处,制作半径R7 mm深度4 mm的圆弧沟槽。
将新制磨削液水箱及所有管路,进行有效清理,去除污物;接着将清水注入磨削液水箱,磨削液在此实验中主要起冲洗磨削滚道中的材料碎屑,清洗球坯。
3.3 试验
将两研磨板正确安装在3M7266立式钢球磨球机上,准备好冷却用磨削液,连接好冷却水路,并将制作好的球坯置于磨板沟槽中。启动液压系统,将上研磨板向下移动,在即将接触到球坯时,启动下主轴旋转;继而给上磨板加压,使其作用到上面的压力不超过P保,保持主轴旋转速度和施加加工压力,加工至球坯至标准尺寸。工艺参数选择如表1所示。
在试验过程,将两研磨板沟槽布置的球坯之间,增加保持支撑球,防止制作毛坯尺寸大小有误差,使球坯在自转速度和公转速度产生跟随排队运转不灵活,造成前后球坯挤碎或碰碎。

表1 加工过程工艺参数选择效果表
通过多次加工验证,得出加压系统的液压缸下腔供压0.16 MPa,主轴转速在20 r/min,加工效率适应工艺要求,成球精度球形误差0.1mm。
4 结语
脆性材料批量成球试验,达到实验要求,尺寸误差,在±0.1 mm之间,球形误差在0.15 mm以内,完全满足产品使用需求,从而证明方案设计合理性,为脆性材料类批量成球理论依据。在工艺实验过程,发现要实现脆性材料正常加工,需要注意如下事项:
(1)当r=8 mm,N=40粒或r=12,N=18时,液压系统最小压力为0.16 MPa,为活塞杆下腔提供提升力。其它r值,单个球可承受压力P值可以依次取值。
(2)合理选择主轴速度。主轴速度过高或过低,会影响成球精度和加工效率。
(3)脆性材料毛坯制备,一定要制成灵活的滚动体,防止加工过程丧失运动性,造成挤压破损。
(4)加工过程增加保持支撑球,起到间隔、支撑作用,数量足够且要均匀分布。
(5)磨削液为清水无杂质,持续供水,且水量要大,使磨板沟槽中无材料或少材料碎屑。但实际单纯靠水冲洗不能达到要求,可根据实际磨削余量,在下研磨板圆弧沟槽底部增加存屑槽,减轻碎屑粉末对加工过程的影响。
(6)文中数据分析基于系统静态产生,对于在加工状态——动态情况下,可视情况,调节系统压力最下值Pmin和F上。
猜你喜欢
小主人报(2022年4期)2022-08-09 08:52:14
作文新天地(小学版)(2022年8期)2022-05-30 04:22:11
制造技术与机床(2019年10期)2019-10-26 02:47:54
湿法冶金(2019年5期)2019-10-18 09:00:00
中国设备工程(2019年19期)2019-10-17 11:50:10
儿童故事画报·智力大王(2019年5期)2019-07-14 12:56:43
北京航空航天大学学报(2017年12期)2017-04-23 08:31:43
中南大学学报(自然科学版)(2016年2期)2017-01-19 07:37:12
大型铸锻件(2015年1期)2016-01-12 06:33:06
湖北科技学院学报(医学版)(2015年3期)2015-02-28 19:43:51
