
高性能散热涂料制备与应用研究
2019-10-22 01:40张骁萌张东阳赵矗姜旭邵茜
云南电力技术 2019年4期
张骁萌,张东阳,赵矗,姜旭,邵茜
(西安西电开关电气有限公司,西安 710077)
0 前言
随着开关电器高电压、大电流、小型化的发展趋势,高压设备在运行时产生的过度发热将直接影响到电器设备工作的安全性和可靠性,这对热量的快速散发,提高降温散热效率等技术提出了更高的要求[1-2]。传统的散热方法主要有设计冷却液循环系统、设计散热片结构和发热连接部位涂敷导电膏。然而设计冷却系统不利于设备小型化,同时成本提高,安全稳定性较差;单纯的散热片散热能力有限;导电膏的使用只能降低部分接触电阻发热,对正常导体的发热没有作用。散热涂料散热技术是在不改变原有结构设计基础上,利用涂层的物理热辐射性能将热量带走,是一种易行有效、安全可靠的散热技术[3]。
散热涂料是一种通过提高发热体表面的热辐射系数,以此来增强发热体表面热交换能力的散热技术[4-6]。因为太空环境下热辐射是唯一能够散热的途径,该技术早期在航天领域应用广泛。近年来,随着电子器件向着小型化、高集成度、大功率方向发展,原有的基于热传导、强制对流冷却的散热模式,越来越制约了各种结构新颖、潮流化发展的器件的设计。因此,红外辐射模式已成为众多电子元器件散热的重要备选手段,广泛应用于手机、平板电脑、大面积显示屏等电子产品,但是针对于电器设备的散热涂料的制备及应用研究文献中鲜有提及[7-9]。
本文制备了一种针对于电器设备的红外辐射增强散热涂料,设计出一种对比涂料散热性能的检测装置,通过该装置检测了散热涂料的散热性能。将此涂料涂覆于体绝缘金属封闭开关设备(GIS)管母上,测试涂料在电器设备上的散热性能。
1 散热涂料制备
1.1 实验原料
碳纳米管:纯度>90%,北京百灵威化学技术有限公司;氮化硼(BN):纯度:95.5%,粒径:1μm,天津市海纳川科技发展有限公司;二氧化钛(TiO2):纯度:99.0%,粒径:60 nm,北京百灵威化学技术有限公司;环氧树脂:国产环氧树脂和固化剂;流平剂为透明胶体,德国BYK410;消泡剂为透明液体,德国BYK052;稀释剂为透明液体,由二甲苯和乙酸丁脂混合组成。
1.2 样品制备
为达到红外辐射增强散热的功能,要求涂层自身具有较高的红外辐射率、热导率以及与基底材料具有较低的界面热阻,以便于热量通过基底传递给涂层,从而迅速辐射出去。可以采用在基体黏结树脂中填充高辐射率、高热导率无机材料的方式,以获得同时具有高辐射率和高热导率的涂层。
本文所制备的散热涂料主要由工业级碳纳米管、氮化硼、二氧化钛、环氧树脂、固化剂、流平剂、消泡剂和稀释剂组成。散热涂料的制备工艺主要包含分散,研磨和过滤三个部分,具体步骤如下:
1)分散:通过超声分散机在30-50 kHz的频率下将填料和稀释剂进行混合分散大约30分钟。随后,对浆料进行高速搅拌分散,转速控制在为2000-4000 RPM之间,在分散的过程中缓慢加入环氧树脂进行混合,直至搅拌均匀。
2)研磨:加入流平剂后对涂料进行研磨,研磨罐内部氧化锆磨球的规格为3 mm,5 mm,10 mm,15 mm,质量比为3:1:1:1,大约2个小时完成散热涂料浆料的研磨工艺。
3)过滤:用过滤网对研磨完毕的浆料进行过滤,去除体系中大粒径的颗粒。
通过以上分散、研磨和过滤工艺得到了分散性良好的浆料,在其中加入消泡剂搅拌5分钟,可制备出具有良好表面性能的散热涂料浆料组分(A组分),将A组分进行封装待用。使用时,将固化剂(B组分)加入到A组分中,搅拌混合均匀,2h内进行涂敷作业。
2 散热性能研究
2.1 恒功率铝罐散热体系
2.1.1 散热能力测试装置
为解决散热涂料散热能力问题,设计了恒功率铝罐散热测试体系。整个测试体系回路包括:额定发热电阻、可调变压电源、铝罐、温度计、磁力搅拌子、磁力搅拌仪、导线、铁架台固定装置,恒功率铝罐散热测试装置图如图1所示。测试前需要对铝罐进行空白校正,确保两个铝罐的温度误差在0.5℃以内,方可对其中一个空白铝罐进行涂料涂敷,进行散热性能的对比测试。

图1 恒功率铝罐散热测试装置图
2.1.2 散热性能测试
在连接的两个空白铝罐进行测试,室温21.5℃,无风,额定电压,每隔一小分别测试两个铝罐的温度,观察两个铝罐温度随时间变化,稳定5h之后,两个罐体的内部油温在96-99℃之间,二者温差小于0.5℃,认为体系稳定,发热一致,可涂敷散热涂料,进行散热性能测试实验。
对其中一个铝罐罐体刷涂散热涂料,在室温16-18℃下采集数据,空白铝罐及涂料铝罐温度随时间的变化数据如表1所示。图2为其对比曲线,横坐标为同一时间,不同时间间隔的数据,仅表示数据点。可以看出,电压稳定5h后,涂敷涂料的铝罐相比空白的铝罐油温平均下降了5℃。
由于涂料中含有碳纳米管、TiO2和BN,碳纳米管本身具有超高的热导率,同时还具有接近理论值的红外辐射率,添加后其散热涂层具有优异的综合性能。碳纳米管的导热网络及其自身高红外辐射率的优势,可通过红外辐射的方式将热量快速释放出去[10-12]。TiO2纳米颗粒具有高导热性能,同时能有效将热量转化为红外辐射[13-14]。BN纳米颗粒具有高导热,协同热辐射能力[15-16]。因此,涂覆散热涂料后,铝罐内部温度有明显降低。

表1 涂料/空白稳定平衡温度对比
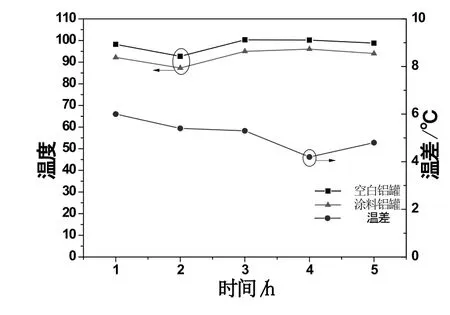
图2 热平衡后的空白铝罐和涂料铝罐的温度曲线
2.1.3 仿真计算
为验证恒功率铝罐散热体系试验结果,采用ANSYS对铝罐涂覆散热涂料前后进行温度分布仿真。热源加热功率为20W,外表环境为20℃空气自然对流,仿真结果如图3所示。图3(a)为空白铝罐表面温度分布,铝罐内部中心区域温度最高,上下两端温度较低,其外表面平均温度为64.1℃,图3(b)为空白铝罐内部温度分布,此时铝罐内部中心温度最高,从中心至外围温度逐渐降低,其内部硅油平均温度为97.2℃。由于空气对流及热辐射,空白铝罐表面温度比内部温度低33.1℃。图3(c)为涂料铝罐表面温度分布云图,可以看出,涂料铝罐与空白铝罐外表面温度差别较大,涂料铝罐中间区域温度较高而上下两端温度较低,涂料铝罐外表面平均温度为56.8℃。图3(d)为涂料铝罐内部温度分布,其温度分布于空白铝罐类似,均为中心区域温度高而四周温度较低,涂料铝罐内部硅油平均温度为89.6℃。
根据仿真结果可以得出,涂料铝罐内部硅油温度比空白铝罐内部硅油温度降低了7.6℃,与试验结果相近。由于空气对流及热辐射,铝罐表面温度与内部温度差别较大,涂料铝罐表面温度比空白铝罐表面温度降低7.3℃。散热涂料可以有效降低铝罐体系温度,具有良好散热效果。
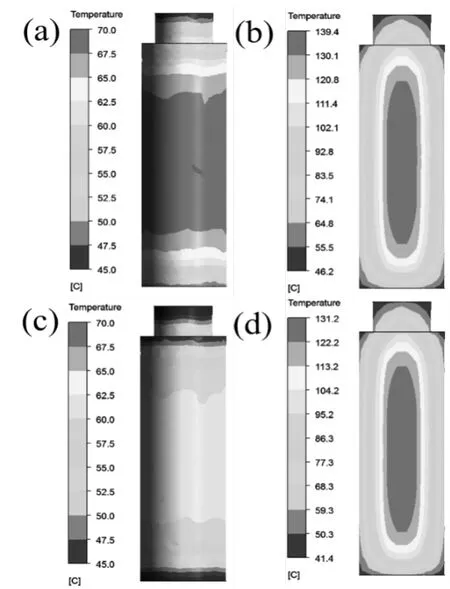
图3 恒功率铝罐温度分布
2.2 GIS管母体系
为了进一步验证此散热涂料具有良好散热效应,可广泛应用于电器设备,将散热涂料涂覆于GIS的母线管上进行测试。工作电流不低于5 000 A。本次测试的是某公司的220 kV电压等级的GIS单项母线管。
采用刷涂的工艺对铝管进行散热涂料的涂敷,对母线管一半进行散热涂料的涂敷,一半进行空白对比,以串联的方式确保电流一致。在GIS母线管表面连接温度传感器以测试其表面温度,对比测试点选取干扰因素少的测试点,空白母线选取4,5,7三个测试点,涂料母线选取对应的11,12,14三个测试点。测试数据为设备的温升数据,室温在25℃左右。在封闭的一般车间内进行。
表2为5 000 A电流母线的温升测试数据,表3为5 500 A电流母线的温升测试数据。涂覆涂料后的涂料测试点较未涂覆涂料的空白测试点温度均有不同程度的降低。可以得出,散热涂料在SF6气体环境下的密封母线管内的散热效果明显。当工作电流为5 000 A时,母线升温约为40℃左右,在室温为25℃的条件下,散热涂料可使GIS母线管在65℃左右的基础温度下降温3.7℃;当工作电流为5 500 A时,母线升温约为50℃左右,在室温为25℃的条件下,散热涂料可使GIS母线管在75℃左右的基础温度下降温4.7℃。
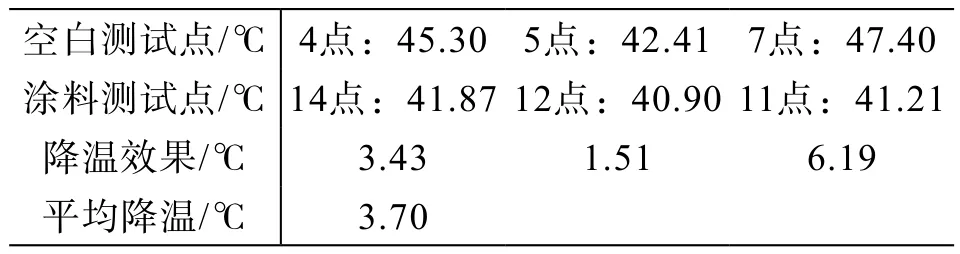
表2 5000A电流母线的温升
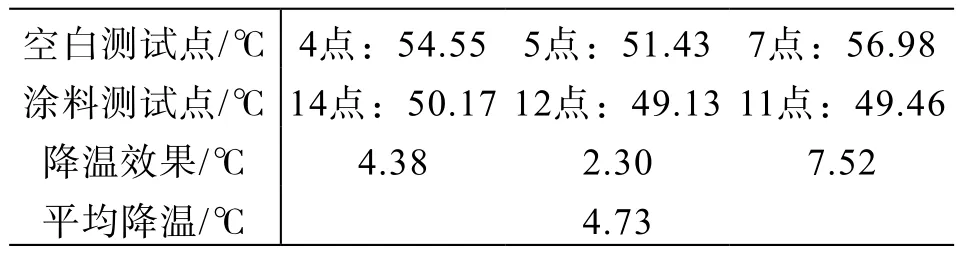
表3 5500A电流母线的温升
3 结束语
采用在环氧树脂基体中填充具有高辐射率、高热导率的无机材料的方式,将碳纳米管、氮化硼、二氧化钛、环氧树脂、固化剂、流平剂、消泡剂和稀释剂通过分散、研磨和过滤工艺,制备出高性能的红外辐射增强散热涂料。对制备出的散热涂料进行散热性能测试,得到如下结论:
1)该散热涂料对自主设计的恒功率铝罐散热体系具有良好的降温效果,涂覆了涂料的涂料铝罐温度比未涂覆涂料的空白铝罐温度降低平均下降了5℃。通过ANSYS对恒功率铝罐散热体系进行温度仿真,空白铝罐和涂料铝罐内部温度分布相近,均为中心温度高四周温度低,通过计算得知,涂料铝罐比空白铝罐内部温度低7.6℃,与试验结论相近;
2)采用刷涂工艺对GIS母线管进行散热涂料的涂敷,散热涂料可使GIS母线管在65℃左右的基础温度下降温3.7℃,在75℃左右的基础温度下降温4.7℃,证明此散热涂料可以有效降低电器设备的温升,为此散热涂料广泛应用于电器设备奠定了良好基础。
猜你喜欢
导航与控制(2021年3期)2021-09-04
天津科技大学学报(2021年1期)2021-02-25
海洋通报(2020年2期)2020-09-04
江苏船舶(2019年1期)2019-05-15
雷达学报(2018年1期)2018-04-04
中南大学学报(自然科学版)(2016年2期)2017-01-19
科技与创新(2015年4期)2015-03-31
橡胶工业(2015年7期)2015-02-25
表面工程与再制造(2014年2期)2014-02-27
城市建设理论研究(2014年5期)2014-02-18
