聚酯切片气力输送系统改造的设计
2019-10-21 07:13王婷
中国化工贸易·下旬刊 2019年11期
王婷


摘 要:本文介绍了某聚酯工厂切片气力输送系统扩容改造的工艺流程方案和控制系统改造方案。
关键词:气力输送;切片;控制系统
1 气力输送简介
旋转阀给料的密相输送技术,是目前国际上较为先进的气力输送技术,该技术通过精确控制气量与喂料量,使物料在管道中自然形成栓流状态。该技术输送料气比高,输送气速低,可连续输送。
近年来,随着聚酯行业日益向大型化、现代化方向发展,密相栓流输送方式气力输送技术正越来越多的被应用于聚酯切片的输送作业中。气力输送系统输送效率高,自动化程度高,操作简单,输送系统全程密封,杜绝切片污染,也防止粉尘外泄造成环境污染和粉尘爆炸隐患,气力输送方式免去了打包和机械运输步骤,为企业减少了人力和资金投入。
2 项目背景
某国外聚酯工厂,将一条日产400t/d纤维级切片聚合线POLY-G扩容增产到480t/d。因原有切粒系统及切片气力输送系统负荷不能满足增产后的使用要求,故增加一套新的切粒及切片气力输送系统。另外,根据业主要求,对POLY-G线原有2条切片气力输送系统进行改造。
3 扩容改造工艺流程方案
擴容改造前POLY-G线的切片输送系统如下图所示:
如图:改造前POLY-G线设置有2条气力输送线,分别为已有切片输送线1和已有切片输送线2。已有输送1线和输送2线将聚酯切片分别输送至POLY-G已有料仓1/2/3。扩容改造后聚酯生产线POLY-G的切片气力输送系统如下图所示:
图中虚线部分为改造前已有切片输送系统,实线部分为扩容改造后新增切片输送系统。如图:扩容改造后,POLY-G线新增一套新的切粒机(图中未表示),新增切粒机切片存储在新增切片缓冲料仓内,通过新增的切片气力输送线输送至POLY-G线已有聚酯切片料仓1/2/3,并且,可将G线生产的切片输送至另一聚酯生产线的已有切片料仓4/5/6。同时,应业主要求,对原有两条气力输送线进行改造,使POLY-G线原有的两条气力输送线可以将POLY-G线生产的聚酯切片输送至另一生产线已有的切片料仓4/5/6。
4 现场仪表控制设备的扩容
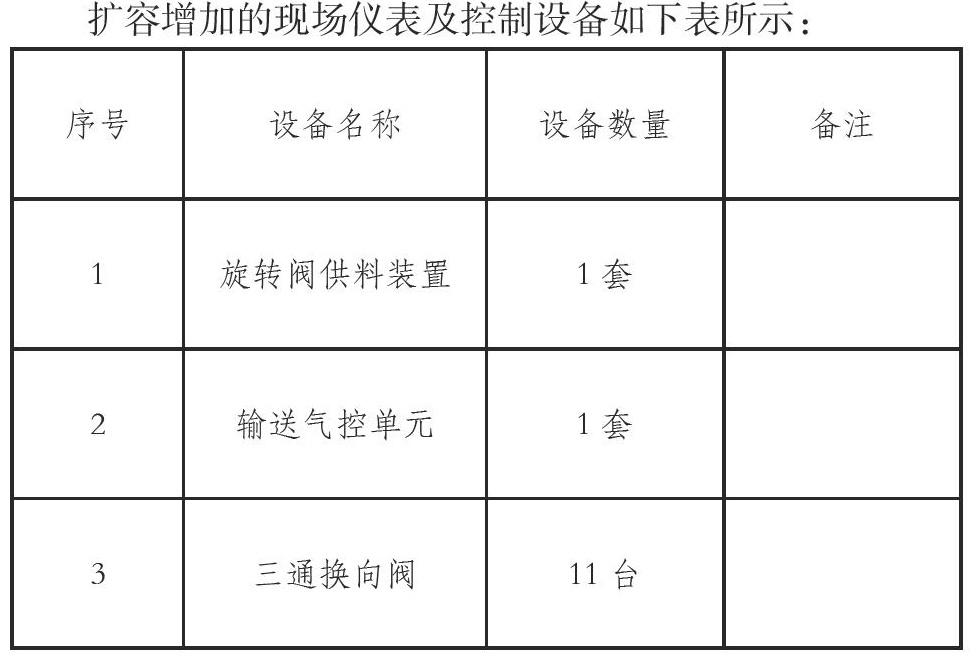
扩容增加的现场仪表及控制设备如下表所示:
5 控制系统的扩容及改造
5.1 POLY-G线原有切片气力输送线的控制
POLY-G线原有气力输送线由国外某厂家成套供应,在现场设置控制箱,可在就地启/停系统并对输送管线进行吹扫,也可在中央控制室PLC上位机进行相应控制。POLY-G线原有气力输送线采用西门子S7-400PLC系统控制,在中央控制室设置上位机集中监视和控制。
5.2 POLY-G线新增气力输送线的控制
本次POLY-G线切片气力输送系统的扩容改造设备由国内某厂家供货,品牌与原有不同。新增气力输送线现场设置就地控制箱,控制方式与原有输送线一致。对于改造后的远程PLC控制,新的供应商给出以下两个方案。
5.2.1 方案一
对于本次POLY-G线新增的切片输送系统(不包含已有系统改造部分),新增一套西门子S7-200系统,用于对新增气力输送线的控制。新增控制系统接入原有S7-400PLC上位机,可在原上位机上控制监视。对于已有切片输送系统1/2线新增的换向阀I/O信号,先接入新增控制柜内内,再通过硬线电缆接入原S7-400PLC系统内,由业主完成已有输送1/2线的控制画面及程序的改造。各旧料仓料位信号通过硬线电缆从原有系统柜内接入新增控制柜内,用于新增切片输送线的联锁控制。
方案一优点:①因新增切片气力输送系统与工厂原切片输送系统设备由不同厂家供货,仪表设置和控制上不同,供应商希望本次完全新增的气力输送线由自己提供控制系统,设计控制程序;②在新增切片气力输送线设置独立控制系统,调试开车过程中出现问题时,方便查找问题和划分责任;③本方案对原有S7-400系统改造量少,减少现场工作量。
方案一缺点:①新增控制系统,增加项目投入;②从项目整体看,三条切片气力输送线属于同一系统,使用一个控制系统更统一简洁,增加新的PLC后,增加了操作及维护的难度及工作量。
5.2.2 方案二
扩容改造后不增加新控制系统,仅在已有气力输送控制柜内增加接线端子排及PLC卡件等硬件,本次扩容改造新增I/O点接入原有PLC控制系统,在原有PLC上位机上集中监视控制。由业主完成原有PLC系统的硬件扩容改造及程序画面组态。
方案二优点:①扩容改造后的切片气力输送系统仍为统一完整的工艺系统,使用原有控制系统进行控制,操作及维护简单;②扩容改造后不用新增控制系统,节省开支。
方案二缺点:原有S7-400PLC控制系统硬件及软件改造工作量大。
结合两种控制方案的优缺点,设计方及业主选择了方案二,设备供应商提供本次改造新增的工艺及仪表设备,提供新增气力输送线现场控制箱,提供动设备电气控制柜。所有扩容改造新增的信号电缆,先接入新增电控柜,再由新增电控柜接入业主已有气力输送系统控制柜内。由业主完成原有气力输送控制柜内的硬件扩容和改造,由业主完成改造后的POLY-G线切片输送系统原PLC的程序和画面组态。由设计方、新设备供货方及业主共同完成扩容改造后的POLY-G线切片输送系统的调试投运工作。
6 结语
按照以上确认后的工艺流程方案和控制系统改造方案,进行了本项目POLY-G线切片气力输送线扩容改造的设计、采购和施工。在设计方、供应商和业主的相互配合下,改造后的气力输送系统顺利完成调试和开车投运,运行良好。在气力输送系统改造中要满足工艺需要,还要考虑新老设备控制兼容问题,只有两者都完美契合,才能在改造后最大限度的满足工艺要求,降低经济投入,减少维护操作量。
参考文献:
[1]程克勤.低速密相气力输送综述[J].硫磷设计与粉体工程,2001(2):22-27.
[2]钱继兵.瓶级聚酯热氮气力输送系统的设计[J].合成纤维工业,2006(2):59-60.
猜你喜欢
科学与财富(2020年15期)2020-07-04
移动通信(2020年4期)2020-05-07
中国计算机报(2020年9期)2020-03-25
移动通信(2019年4期)2019-06-25
移动通信(2018年10期)2018-12-27
通信产业报(2018年11期)2018-05-24
考试周刊(2016年88期)2016-11-24
科教导刊·电子版(2016年26期)2016-11-21
数字技术与应用(2016年9期)2016-11-09
科技视界(2015年25期)2015-09-01