
一种通用按键模块自动检测工装设计
2019-10-21 06:22程学武
科学导报·学术 2019年20期

摘要:为替代目前手工使用通断测试仪来判定按键模块加工质量的品检模式,提升检验有效性和工作效率,本设计以单片机为核心的自动检测工装,实现对多型通信产品中按键模块的功能检测。整个工装采用51单片机最小系统,以行列扫描特征库模式实现对按键质量检测,用LED及数码管作为人机界面,以适配电缆的方式实现灵活对及诶多型模块,以串口对接上位机实现功能扩充,最大支持12*12(144个按键)。可满足对常见各型按键模块快速准确筛查的需要,显著节约用于质量测试的人力、物力和时间,提高故障判定的快捷性和准确性,为生产调试和产品检验提供一种便捷可靠的检测手段。
关键词:单片机;按键模块;检测;通用;有限状态机
1.引言
国产多型通信装备产品中,采用“按键+液晶显示”作为人机操作界面,设置系统参数、选择启动终止某项功能。这种方式具有可靠性高、适应性好的特点,得到了较为广泛的应用。
此类按键模块的生产装配,通常采用PCB预制交叉引线作为底座,采用穹顶型弹簧钢片作为按键压片,整体使用透明薄膜密封的生产装配工艺。传统检验方式是由人工使用通断测试仪,对按键模块逐位进行通断测试。检验过程通常需要两人配合,通过听取蜂鸣器是否发声、及声音的变化来判断按键压片的接触及是否存在杂质等异常情况。操作不便、单件检测耗时较长,实际易出现漏检、错检,整体上降低了产品质量的可控程度。
为此,设计引入智能检测工装极为必要。
2.系统框图
3.系统原理
1.按键质量异常检测
本设计由单片机程序,执行按键扫描动作,通过对PCB连接线之间的连通状态、通断时间的测试,识别标准的按键操作及异常,包括:按键状态、杂质接触等,从而达到判定模块质量的目的,通过声光显示方式,提升检验员判定速度。
2.行列扫描算法
矩阵式按键模块设计原理通常如图2。
智能软件通过逐位控制检测单片机IO引脚状态和电平关系,读取PCB连线状态,判定按键关系,通常称为行列检测算法。在软件层面通过行列编组设置,PCB行列引线。在具体实现中可以采用扫描法、反转法。
结合当今主流的单片机引脚可以设置为输入、输出、出入、高阻态的特性,采用反转法的按键检测具有较高效率。以图1为例,采用反转法实现原理如下:
1)使用单片机P0口(8位)连接b0-b5,P1口(8位)连接a0-a5。
2)第一步:设置P0为输入态、P1为输出态,在P1口输出0x00(B000000),然后读取P0口。(如读回的数据为0xff,全1,表明无按键按下,否则有键按下,可以判明按键所在行)。
3)第二步:设置P0为输出态、P1为输入态,在P0口输出0x00(B000000),然后读取P1口。(如读回的数据为0xff,全1,表明无按键按下,否则有键按下,可以判明按键所在列)。
4)通过两次读回的数据,可以判明按键行列位置。
3.按键状态判别
机械式按键,在按下和松开的瞬间,电气连接状态不稳定,表现的形式为可能出现多次的脉冲式通断状态。如果按键扫描在出现脉冲的瞬间恰好进行数据读取,极可能出现误判按键状态。因此,在软件中必须进行消颤处理,对无效脉冲进行过滤,以达到正确识别按键状态的目的。结合实践经验,对消颤的周期取值在10-15ms较好。
在本设计需求中,与常规按键检测要求不同,还需要判别是否存在杂质等异常导致的按键通断状态。通常由装配过程中的杂质导致的按键通断,在特性上与人工正常的按键操作有所不同,如:在连接的确定性、通断时间、连续连通之间的状态不定等。这些质量异常可以在软件中,作为异常特征库的方式进行统计和判定。
有限状态机
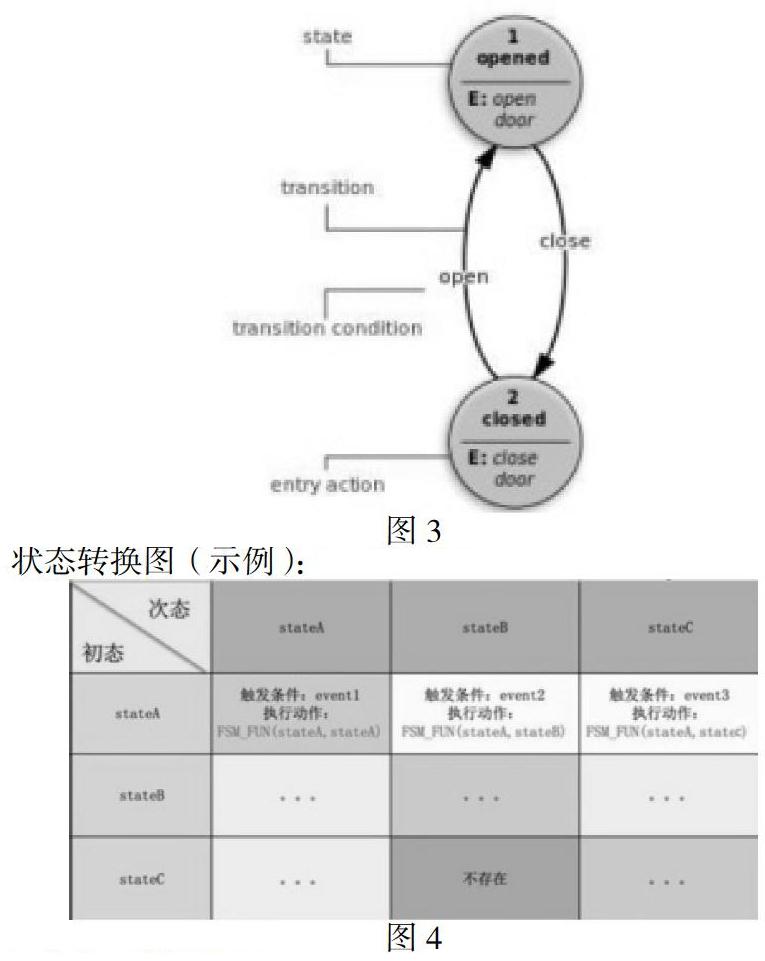
有限状态机(finite-state machine,缩写:FSM)又称有限状态自动机,简称状态机,是表示有限个状态以及在这些状态之间的转移和动作等行为的数学模型。
状态存储关于过去的信息,就是说:它反映从系统开始到现在时刻的输入变化。转移指示状态变更,并且用必须满足确使转移发生的条件来描述它。动作是在给定时刻要进行的活动的描述。有多种类型的动作:
进入动作:在进入状态时进行
退出动作:在退出状态时进行
输入动作:依赖于当前状态和输入条件进行
转移动作:在进行特定转移时进行
FSM(有限状态机)可以使用上面图3那样的状态图(或状态转移图)来表示。此外可以使用多种类型的状态转移表。下面展示最常见的表示:当前状态(B)和条件(Y)的组合指示出下一个状态(C)。完整的动作信息可以只使用脚注来增加。包括完整动作信息的FSM定义可以使用状态表。
4.模块设计及测试结果
MCU核心控制单元
核心控制单元采用常见的51单片机,STC12C5A60S2。主要特性如下:
高速:1个时钟/机器周期,增强型8051内核,速度快6-12倍。
宽电压:5.5-4.0V,工作频率:0-35MHz,60KFlash程序存储,1280字节内RAM,4路可编程定时器,双串口(UART),最多44个双向输入输出引脚。
本工装选择该型号单片机作为控制核心,可以极大的减少硬件设计工作,获得良好的扩展能力。
显示及输出模块
本工装模型本身提供4组数码管,用作按键编号及异常代码的显示。
提供喇叭发声,便于检测人员快速识别待检模块质量状态。
提供标准的9芯插座,提供异步串行通信能力(9600bps),可以与上位机进行数据通讯,从而实现批量检测工艺参数下载、产品批次识别、自动生产批次检测报告等扩展功能。
行列总线接入单元
本测试工装自身提供2个20Pin排线插座,分别对应行、列线组,作为通用的检测接口。
适配电缆
在针对具体的按键模块型号的不同,可以压制不同数量的排线,在对端配置与实际按键模块相应的接插件,即可方便的适应多种按键模块规格要求。
這样的接口连接方式,易于获得配件和线材,利于快速获得和定制需要的适配电缆。
主要技术指标
检测设备的主要技术指标如下:
1)被测按键模块按键数最大支持12行X12列,共计144个按键。
2)具有通用性:
检测设备可以通过配置不同的适配电缆,在144个最大按键数下,几乎可以适配现行装备中各型按键模块。
3)实现即插即测功能。
4)检测时间仅与按键操作相关,常规12-24按键模块,全检时间小于30秒。
5)测试结果可选择多种输出方式:LED数码管显示、蜂鸣、通过串口输出至上位机。
为了保证检测设备达到主要技术指标要求,采用了模块化设计,主机与转接盒设计均为独立的软件或硬件模块,便于升级换代;检测仪与计算机之间以同步固定速率、按照协议通信;具有测试/学习两种检测模式;具有友好的人机界面,能显示当前工作状态,通过上层虚拟操作界面实现计算机控制测试,操作使用简便。
5.结语
从产品在生产制造过程中的实际需求出发,采用智能化的控制芯片,尽可能将人工操作转换成设备工装的自动化操作,是一种可以提升制造效率、提升质量可控程度的有效方式。本测试工装的研制,正式这种方式的实践,具有操作简单、接口灵活的特点,技术上采用标准化、通用化、模块化的思路,便于推广普及。
参考文献:
[1]STC12C5A60S2系列单片机数据手册,www.stcmcu.com
作者简介:
程学武(1973—),男,工程师,学士,主要研究方向为通信技术、自动化测试及产品化设计。
(作者单位:中国电子科技集团公司第三十研究所)
猜你喜欢
科学与财富(2019年21期)2019-08-06
中学生数理化·七年级数学人教版(2017年1期)2017-03-25
时代英语·高一(2016年6期)2017-02-27
时代英语·高一(2016年6期)2017-02-27
中学生数理化·七年级数学人教版(2016年10期)2016-12-22
中学生数理化·七年级数学人教版(2016年10期)2016-12-22
中国机械(2014年23期)2014-10-21
电子世界(2004年4期)2004-07-26
电子世界(2004年4期)2004-07-26
电子世界(2004年5期)2004-07-26
