
3.5%Ni低温钢容器焊接及热处理工艺研究
2019-10-21 06:43付启帅王庆曲世超
装备维修技术 2019年5期
付启帅 王庆 曲世超
摘要: 对3.5%Ni低温钢采用两种焊后热处理制度分别进行焊接性试验,确定合适的焊接工艺参数及热处理制度,保证焊缝的低温冲击韧性。
关键词: 3.5%Ni低温钢;焊接;热处理;冲击韧性
前言
3.5Ni低温钢具有良好的低温冲击韧性,是目前石油化工行业广泛应用低温设备的制造钢种[1],掌握3.5Ni低温钢的焊接技术是制造技术的关键。3.5Ni钢在–100℃低温下具有良好的性能,其技术难点在于如何解决焊接接头的低温冲击韧性问题。本文通过选择合适的焊材材料、焊接工艺规范及两组焊后热处理制度对比进行焊接性试验研究,解决实际产品中遇到的低温冲击韧性不足问题,从而确定合适的焊接工艺及热处理制度。
3.5Ni低温钢的焊接性分析
08Ni3DR为压力容器低温用钢,等同于3.5%Ni,广泛用于石油化工低温设备的制造。对3.5%Ni低温钢而言,可焊性比无Ni钢差,虽然Ni的添加增大了钢的淬透性,但由于其含碳量和碳当量较低,通常情况下产生冷裂纹倾向并不大。材料上应控制C,S及P的含量,以及采用合理的焊接工艺,增大焊缝成形系数用来避免热裂纹倾向。3.5%Ni低温钢除了考虑焊接接头的强度外,如何保证焊接接头的低温韧性是低温用钢焊接的技术关键。当焊接线能量过大时,高温停留时间变长,冷却速度减慢,会使过热区晶粒变大,焊缝容易产生粗大的板条贝氏体组织和马氏体组织严重降低低温韧性[2]。焊接时应严格控制线能量和层间温度,焊后应采用合适热处理工艺来提高焊接接头的低温韧性。
3.5Ni低温钢焊后热处理温度的分析
相关资料规定焊后热处理温度在600℃以上有利于消除残余应力,改善焊接接头的塑韧性,而560℃有利于保持材料和焊缝的综合性能。一般低温容器钢焊后热处理温度不易超出620℃,ASME规范虽然规定3.5%Ni等低温容器钢的焊后热处理最低温度为595℃以上,同时也在附注重规定不能超过635℃,当不能在此温度范围进行焊后热处理时可降低延时,在545℃以上进行焊后热处理。结合我司多年焊后消除应力热处理的实践经验,550℃左右钢的韧性和强度匹配最佳,随着焊后热处理温度的提高,冲击韧性和抗拉强度明显下降,虽然继续提高温度可以使应力消除率增加,但是在600℃以上已不明显,因此对3.5%Ni低温钢压力容器建议焊后热处理温度不超过600℃。
焊接试验方案
本试验采用同一焊接工艺不同的热处理制度进行试验,焊接两块试板,具体要求如下:
试验用的母材及坡口型式
母材为09Ni3DR,试板规格500×125×40mm,材料的性能满足GB 150–2011《压力容器》规定;为减少填充量,坡口采用双面U型坡口。
焊接工艺的选择
焊接时采用手工电弧焊(SMAW),焊接位置为平焊。为了减少焊接线能量,保证焊接接头强度和冲击韧性焊接,焊接时采用窄焊道,焊接过程中不允许摆动,采用小电流,同时注意层间温度的控制。焊接工艺要求:焊材牌号及规格W107DR Φ4.0mm,焊接电流140~160A,电压22~26V,焊接速度16~20cm/min,预热温度20℃,道间温度≤110℃。
热处理工艺的选择
为了消除焊接接头的残余应力,改善焊接接头的性能,对焊接试板分别采用不同热处理制度进行试验,分别为610±10℃/5h、590±10℃/5h。
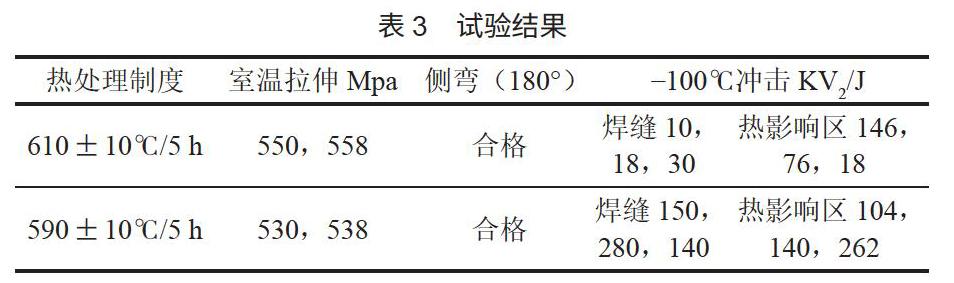
试验结果
通过两组试板分别进行力学性能试验得出的试验结果,按热处理制度590±10℃/5h进行的试验均合格;按610±10℃/5h进行的试验中–100℃冲击试验不合格,具体详细试验结果见表3。
试验分析
对上述两组试验结果进行分析,两组拉伸试验结果无差异,但冲击韧性试验差异很大,这种情况主要由不同热处理温度引起的。随焊后热处理温度的提高对焊接接头强度变化不大,但低温冲击韧性下降,而且冲击韧性不稳定。
试验结论
根据上述试验结果,可以得出以下结论:
3.5Ni低温钢焊接时焊接工艺参数范围电流在140~160A、电压22~26V、焊接速度16~20cm/min,线能量应控制在14.63KJ/cm以内。另外,焊接时采用窄焊道,焊接过程中不摆动焊,道温度控制在110℃。
3.5Ni低温钢焊后热处理制度590±10℃/5h能够保证焊接接头的低温冲击韧性,建议3.5Ni低温钢焊后热处理制度不要超出600℃。
参考文献
高立峰. 3.5%Ni低温钢塔的焊接及热处理[J].煤炭技術,2003,22(3):9–10.
王振坤.浅谈3.5%Ni低温钢塔器的焊接工艺及热处理[J].中国化工贸易,2014,1(01):108.
ASME–Ⅷ 第一册 压力容器建造规则,C分卷,UCS-56(2017版).
猜你喜欢
河南科技(2020年4期)2020-04-26
小天使·四年级语数英综合(2019年10期)2019-11-09
装饰装修天地(2018年12期)2018-07-09
中国高新技术企业(2017年10期)2017-06-20
女子世界(2017年4期)2017-04-13
赢未来(2017年13期)2017-02-21
哈尔滨理工大学学报(2016年2期)2016-09-12
中国机械(2015年3期)2015-10-21
城市建设理论研究(2011年28期)2011-12-31
魅力中国(2009年28期)2009-12-04
