
连铸小批量多规格小方坯对接客户的生产实践
2019-10-21 08:55:24孙志强
中国金属通报 2019年9期
孙志强
(河钢集团唐钢公司,河北 唐山 063000)
在钢铁企业炼钢区域的生产过程中,转炉控制着产品的种类,连铸控制着产品的规格,对于角钢的客户来说,对各个规格的需求量大小不一,规格的数量多而单规格的订单量少,对与一个浇次20炉左右的钢水来说,规格数量可能在5个以上。目前大部分钢厂都是以一炉钢水为一批次号,完成产品的标识和可追溯性,一批次号内的铸坯规格保持一致,这样对于小批量多规格铸坯来说,会产生较多的滞留品(待售品)。河钢集团唐钢公司在角钢铸坯的生产过程中,每批产生的滞留铸坯占10%左右,严重滞后了资金流的运转,增加了连铸工序的生产成本,而唐钢采取信息化技术有效的解决了该现象。可以实现单炉钢水生产一种以上不同长度规格的铸坯,这对生产质量控制和信息精确传递有非常严格的要求,本文重点对唐钢公司二钢轧厂连铸作业区小批量多规格小方坯对接客户的生产方式进行提炼和总结。
1 存在的问题
河钢集团唐钢公司二钢轧厂连铸作业区6#连铸机为六流方坯连铸机,主要生产180方断面的20MnK、Q345B、Q420B等系列,而Q345B、Q420B系列改规格频繁,体现在连铸作业区就是改定尺,过去改定尺的方式都是以炉为界,而为了满足客户订单的需求量,生产安排都以只多不少的原则来安排生产,例如:钢种Q345B、定尺3.0m的订单需求量为1.5炉的钢水量,因为生产过程中以炉为界,只能安排2炉钢水来提供足够的量,满足客户需求。对于多出的0.5炉钢水量生产的产品,只能滞留等待下一个同类规格的订单或者降低价格进行网上拍卖,滞后了资金流的同时提高了生产成本。
2 改进措施
2.1 对生产室的生产计划下达方式进行了变革
在钢铁企业的生产过程中,铁矿石在高炉内冶炼完成后,经过鱼雷罐或者铁水罐等其他方式运输到转炉,转炉对铁水进行冶炼,冶炼完成后成为钢水,经过转炉→精炼→连铸→轧线,生产制造出线材、板材、棒材等。生产科根据客户的各种材的订单数量,计算出相应的各个规格铸坯数量,并下达到连铸作业区生产不同长度规格的铸坯。重点由之前的按“炉”下达生产计划变更为按“根数”下生产计划,生产计划根据客户订单精确到根数,生产计划完成精细化变革。
2.2 对生产室的排产方式进行了变革
在同一浇次根据定尺进行排产,首先要依据从大定尺到小定尺的顺序进行排产,其次在同一炉钢水进行多次改规格时,岗位操作压力急剧增加,出现的误操作的概率更大,为了避免类似情况,计划量小于钢包钢水重量50%的小批量生产规格,生产计划不能挨着排产,如发生这种现象可以将一个计划向前或者向后进行插队排产,保证每个计划都能够正常安排生产。
2.3 建立了连铸智能化生产模型
模型过程主要包括如下:接收订单后,生产科计算出所需要的钢水炉数和各个规格的铸坯数量,将钢种的炉数向转炉下达生产计划,转炉根据生产计划生产钢种的对应炉数。将规格下达到连铸,连铸按照铸坯规格逐个生产。生产过程中,调度向连铸下达生产计划,生产计划包括定尺以及根数,例如:3.0m120根。连铸按照调度下达的计划生产对应的铸坯,当一个计划定尺的铸坯数量生产完成时,此时连铸确认查看本炉钢水是否浇完,如果本炉钢水正好浇完,则生产下一个调度下达的计划,如果本炉钢水没有浇完,则需要插入虚拟炉号作为单独批次号,实现在本炉钢水内生产第二个规格铸坯。根据变革后连铸生产的管理机制和建立的生产模型,建立连铸智能化生产平台,来实施和运转整个控制流程,保证整个生产模型的顺利进行。
2.4 建立了连铸智能化生产平台
(1)创建连铸调度计划下达系统。中间包开浇前生产调度通过该系统下达生产计划,将本浇次的生产计划逐个输入到系统,本浇次的生产计划逐个录入系统完毕后,系统将数据共享到连铸端口,连铸根据计划进行生产,生产中的计划显示红色背景,右上角红底数字显示生产中计划的剩余数量,调度可以用来判断钢水与计划的匹配情况,判断是否需要插入虚拟炉号,方便配合连铸按计划生产。通过“连铸调度计划下达系统”实现了调度端口输入个输出,是整个模型运行的关键部分。
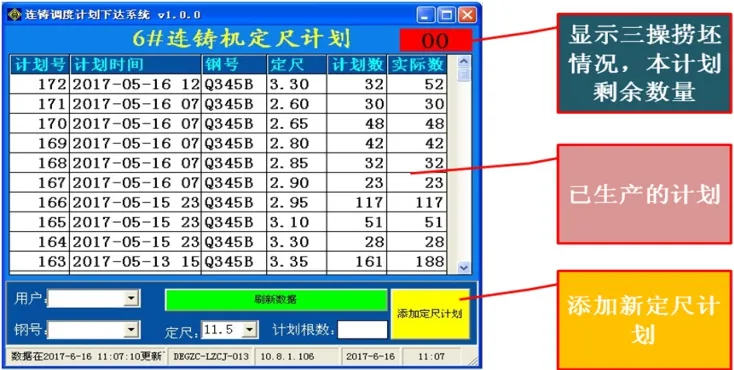
图1 连铸调度计划下达系统
(2)创建连铸坯料记录系统。根据连铸端口需要达到的功能项目,创建了“连铸坯料记录系统(图2)”,本系统是整个系统最重要的部分,可以实现多个重要功能,包括生产计划的切换、插入虚拟炉号时机的判定、批次铸坯的录入等,完成整个模型循环运转的核心部分。利用本连铸坯料记录系统,连铸将铸坯生产的实际情况进行输入和输出,调度、精整接收连铸生产实际情况,通过相应的动作来配合协调连铸的精确供坯生产。

图2 连铸坯料记录系统
(3)创建了连铸坯跟踪系统。精整与连铸工艺监督工查看连铸坯跟踪系统,精整用来核对坯子根数,跟踪出坯区域计数情况,大幅减少了电话沟通频次。连铸工艺监督工用来确认三操按根数供坯的生产信息,确保生产与计划一致。
3 效果
以某生产计划为例,如果按照之前的按炉送坯制度,生产本次计划需要7炉钢,而且会产生大量的待售品,大约重量为:(3.2m*20+3.35m*12+3.4m*2)*3*0.252t/m=83.916t。变革后只需要6炉钢,除了最后一炉钢会产生待售品外,过程中完全不会产生待售品。为了减少最后一炉钢的影响,连铸通过优化计划,最后一炉的计划固定为几个需求量最大的定尺,极大程度的消除了待售品。通过统计,唐钢二钢轧厂在变革前的铸坯待售品率为10%,变革后的铸坯待售品率为3%,年创效在200万元以上。

图3 变革前后连铸生产对比图(一个小蓝框代表一炉钢)
4 结论
通过连铸智能化生产平台,实现了小批量多规格小方坯的精细化生产,消除了滞销品、待售品,产量直接对接客户,推广应用面大,可以优化企业的生产成本和生产效率。本论文所述的由河钢唐钢二钢轧厂连铸智能化生产平台,是河钢唐钢完全拥有知识产权的高水平企业生产管理软件,该智能管理系统投入后取得了良好的管理效果。
猜你喜欢
中国注册会计师(2020年7期)2020-11-26 17:45:38
安徽冶金科技职业学院学报(2020年2期)2020-08-04 08:13:54
当代水产(2019年5期)2019-07-25 07:50:18
山东冶金(2018年6期)2019-01-28 08:15:04
山东冶金(2018年5期)2018-11-22 05:12:14
电子测试(2018年18期)2018-11-14 02:30:44
商业会计(2017年13期)2017-07-20 13:26:37
上海金属(2016年2期)2016-11-23 05:34:40
海峡科技与产业(2016年3期)2016-05-17 04:32:11
上海金属(2014年1期)2014-12-18 06:52:14
