厚重型回字纹提花织物生产实践
2019-10-15 03:59:18张五九范永刚赵纪卫孙俊霞
纺织器材 2019年5期
张五九,范永刚,赵纪卫,孙俊霞
(际华三五四二纺织有限公司;新型环保复合面料湖北省重点实验室:湖北 襄阳 441002)
0 引言
目前,普通喷气织机织造的织物存在克重小、单薄和耐磨性差等问题,厚重型织物则因张力太大而无法用其进行生产。改用大提花织机织造则成本较高,加之常见的回字纹提花织物多数是在织物表面形成正面回字或反面回字,其花纹图案呆板单调,视觉效果不佳[1-2]。
为此,笔者设计一种可用常规喷气织机织造的厚重对称型回字纹提花织物,其织物表面回字纹图案上下、左右均对称、变化丰富,主要用于家庭装饰类坐、靠垫织物,满足市场对织物厚度及耐磨性能的要求。
1 纱线号数及生产规格
经纱用CJ 18.2 tex纱,纬纱用CJ 18.2 tex双纬纱和气流纺OE 83 tex纱。
设计规格:CJ 18.2×CJ 18.2(2)(上)+OE 83(下)688.5×334.5 160 cm回字提花。其中,“CJ 18.2(2)”为一纬2根18.2 tex纯棉精梳纱;“上”表示上喷嘴控制纱,“下”表示下喷嘴控制纱;“688.5”为织物的经密,单位为根/(10 cm);“334.5”为织物的纬密,单位为根/(10 cm);“160 cm”为织物的幅宽。总经纱根数为10 704,边经纱根数为96×2,钢筘筘号为97。
该回字纹提花织物由表层织物及底层织物组成:表层织物为2上1下左斜纹和1上2下右斜纹组织;底层织物为复合组织;厚重对称型回字纹提花织物经向表层织物与底层织物表∶里排列为6∶1,纬向上层织物与下层织物的上∶下排列为3∶2,并使表层织物形成的斜纹条在布面上相交形成对称型回字格花纹。
2 织物组织图
回字纹提花织物组织见图1。其中,织物组织图下方横排数字代表经纱穿在第几页综框上。
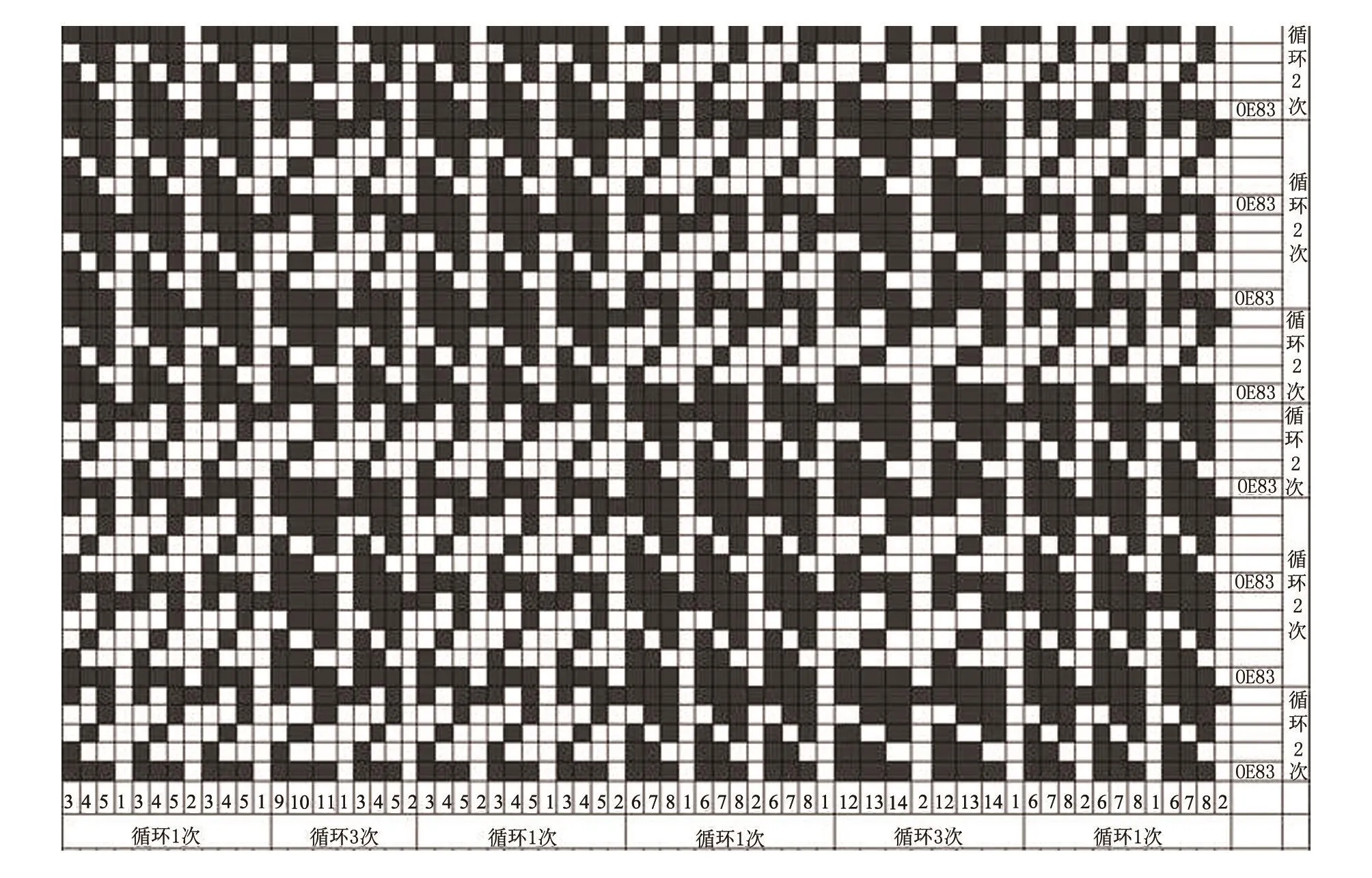
图1 回字纹提花织物组织
3 生产过程及技术难题
3.1 整经工序
整经工序的关键是保伸(保持纱线的弹性和伸长)、纱线排列均匀,卷绕密度一致,整经线速控制为600 m/min。经纱采用质量好且卷装大小一致的原棉筒子纱,以保证纱线退绕张力一致。整经根数为669根×16(经轴数),可使用沈阳景星纺机的CGGA114B型分批整经机将CJ 18.2 tex的经纱从原筒子纱上引出,组成一幅纱片,使经纱具有均匀的张力且相互平行、紧密地绕在整经轴上。
3.2 浆纱工序
浆纱工序采用津田驹HS-20型浆纱机,单浸双压上浆;浆纱压浆力为10 k N~12 k N,蒸汽压强为0.30 MPa~0.65 MPa,浆槽温度为90℃~96℃,主锡林温度为35℃~100℃;该工序必须满足增强、保伸、耐磨、提高开口清晰度等要求,其工艺技术参数见表1。
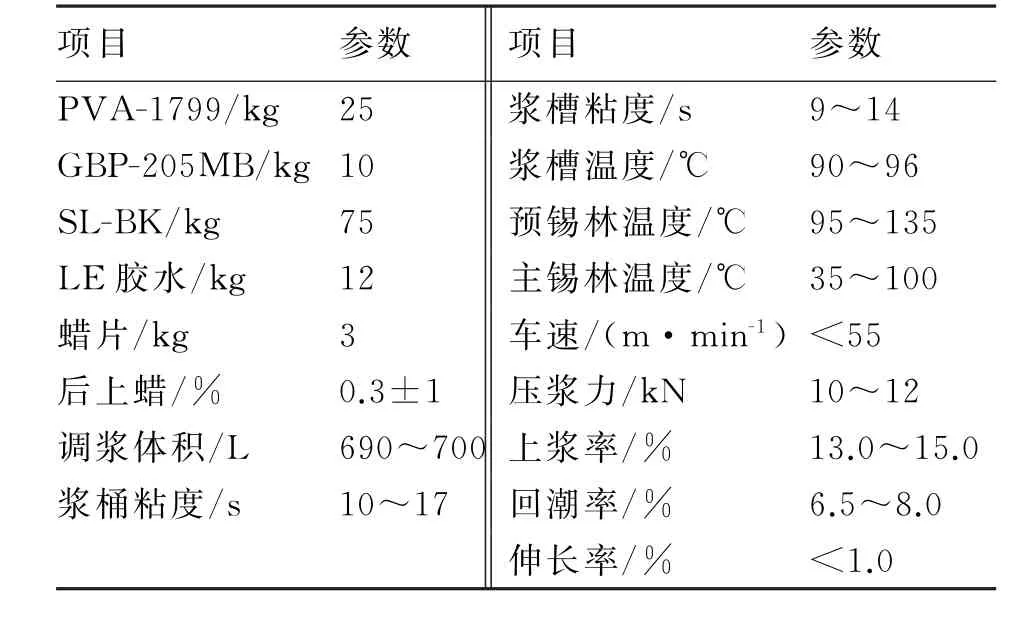
表1 浆纱工艺技术参数
3.3 穿综穿筘工序
将经纱按照设计的组织图进行穿综、穿筘,该组织花型图采用照图穿法。
a) 地组织穿法
33,44+55,1+33,44+55,2+33,44+55,1+99,1010+1111,2+99,1010+1111,1+99,1010+1111,2+99,1010+1111,1+99,1010+1111,2+99,1010+1111,1+33,44+55,2+33,44+55,1+33,44+55,2+66,77+88,1+66,77+88,2+66,77+88,1+1212,1313+1414,2+1212,1313+1414,1+1212,1313+1414,2+1212,1313+1414,1+1212,1313+1414,2+1212,1313+1414,1+66,77+88,2+66,77+88,1+66,77+88,2。
b) 边组织穿法
左:15,16,15,16,1515,1616……;右:……1515,1616,15,16,15,16。
其中,数字代表经纱穿在第几页综框上,“+”与“+”之间为1筘齿,地组织穿入数为每筘4入和每筘3入,相互交叉循环,边组织穿入数为每筘4入。例如AA,BB形式标识双经即一根综丝穿2根纱,穿筘数为4入;CC,D表示双经加单经,穿筘数为3入;一个整循环为168根纱。
3.4 织造工序
采用津田驹ZAX-E210型多臂式织机,双喷嘴引纱生产,纬密为334.5根/(10 cm);第1,6,11,16,21,26,31,36,41,46,51,56,61,66,71,76纬是底层纱OE 83 tex品种,由喷嘴2控制;其余为表层纱CJ 18.2(2)tex品种,由喷嘴1控制;80纬为一个整循环;上机织造开口时间为290°,后梁高度为80 mm,送经时间为305°,送经张力为2550 N,车速为550 r/min,采用“大张力、小开口”生产工艺,综框上下交替即可完成。
4 布样外观效果图
该设计织造出的织物外观,见图2。

图2 织物外观
5 结语
该组织的表层织物按照设计工艺要求相交织,在布面上形成斜纹条的正面和反面,正、反斜纹条上下、左右相接;可根据需要调整下层纬纱号数,从而达到理想的坯布克重。此设计利用常规小提花喷气织机生产出符合质量要求的厚重对称型回字纹提花织物,解决了小提花织机织造质量不达标的问题,并使该回字纹提花布花型生产品种更丰富,外观更漂亮。
猜你喜欢
丝绸(2022年5期)2022-05-25 13:08:14
丝绸(2022年3期)2022-03-19 23:04:15
纺织高校基础科学学报(2021年4期)2022-01-26 06:55:28
浙江纺织服装职业技术学院学报(2021年1期)2020-12-28 11:48:42
棉纺织技术(2020年8期)2020-08-24 03:11:32
国际纺织导报(2019年5期)2019-11-14 06:27:50
现代纺织技术(2019年3期)2019-09-10 07:22:44
纺织学报(2019年5期)2019-05-30 08:25:30
纺织科技进展(2018年8期)2018-08-29 07:11:48
纺织学报(2018年6期)2018-06-25 00:44:40