
浅析闪光焊头过烧缺陷的解决办法
2019-10-07 13:33樊世平
中华建设科技 2019年4期
关键词:危害
樊世平
【摘 要】随着我国铁路和城市轨道交通的高速发展,对无缝线路钢轨焊接接头质量的要求也越来越高,它质量的好与坏关乎着线路的平稳性,列车运行的安全性。施工单位在线路上一般都采用移动式闪光焊接的方式,但在正式上线前,我们都要先进行焊接接头的型式试验,只有试验通过了,才能施工;型式试验中最为直观的一项就是落锤试验,通过此项试验,可以检验接头的抗锤性和断口是否合格。通过对焊接完成的试头进行落锤,我们会遇到钢轨闪光焊内部常见的灰斑、未焊透、过烧、夹渣等缺陷,这些缺陷会严重降低接头的性能,所以我们只有通过外部手段和焊接工艺参数的调整,来控制和消除内部缺陷,充分提高焊接接头的质量,生产出合格的产品。
【关键词】闪光焊接头;内部缺陷;原因;危害
Analysis of the solution to the flashing head overburning defect
Fan Shi-ping
(China Railway First Bureau Group New Transportation Engineering Co., Ltd Xianyang Shanxi 712000)
【Abstract】With the rapid development of China's railway and urban rail transit, the requirements for the quality of seamless rail welded joints are also getting higher and higher. The quality of the joints is related to the stability of the line and the safety of train operation. The construction unit usually adopts the mobile flash welding method on the line. However, before the official launch, we must first carry out the type test of the welded joint. Only after the test is passed can the construction be carried out; the most intuitive one in the type test is the drop hammer. Test, through this test, can verify the joint resistance and fracture of the joint. By performing the drop hammer on the welded test head, we will encounter the common gray spots, incomplete penetration, over-burning, slag inclusion defects in the flash welding of the rail. These defects will seriously reduce the performance of the joint, so we only pass the outside. Means and adjustment of welding process parameters to control and eliminate internal defects, fully improve the quality of welded joints, and produce qualified products.
【Key words】Flash solder joint;Internal defect;Cause;Hazard
1. 閃光焊接头内部缺陷产生的原因
闪光焊是焊轨机的导电以及夹紧钳口夹持钢轨,利用电流通过钢轨端部产生的热量,不断地形成过梁、爆破,使钢轨融化,最后在顶锻的作用下相互结晶,形成焊头。焊接接头的内部质量与钢轨的材料和化学成分,设备的性能,焊接工艺参数,人员的技术水平,施工环境等有很大关系。在焊接接头的过程中,可能因为焊轨设备的不稳定和性能不过关,钢轨母材的成分偏析,设备操作人员的技能,焊接参数的设置不合理等原因,在焊头内部形成不同种类的缺陷。
2. 过烧产生的原因及危害
顶锻前的钢轨端面液态金属层薄厚不均匀,焊接端头的加热温度过高,晶粒急剧增大,纵向没有足够的塑性变形区,顶锻时钢轨端面过热熔渣未完全挤净形成过烧组织。过烧常常出现在轨底和轨底上下位置,轻度的过烧呈细小黑灰斑点,重度过烧则呈黑色蜂窝状组织,产生过烧的焊缝无法通过其他办法补救,只能锯切重新进行焊接。
3. 过烧的解决对策
3.1 背景。
焊轨机在成都艾格科技有限公司完成设备的大修以后,出场前,技术人员要对焊机的进行调试,通过焊接试头,进行落锤试验,来检验整机的机械性能和稳定性。通过初步对焊接工艺进行调整,连续12个无论用什么样的不同工艺都是抗不住2锤,然后基于这样的境况展开了各种各样不同方面的探索,落锤结果如表1(工艺落锤结果统计表见表1)。
3.1.1 分析原因。
(1)我们对这12个焊头的断口进行了统计和分析,发现断口都有一个共性,轨底角都有或多或少的过烧现象,如图1:
(2)为了能有效地提高焊头的抗锤性,所有的问题都聚焦到解决轨底角过烧的问题上面,首先怀疑过烧是推瘤时推瘤刀挤入造成,于是更换新刀,结果问题得不到解决,再更换别的焊机使用过的推瘤刀,问题依然存在。试头焊接完毕,推瘤后焊缝处存在一个缝隙,打磨平顺后缝隙处理不掉,砸开之后就是看到的过烧现象(焊带有缝隙见图2)。
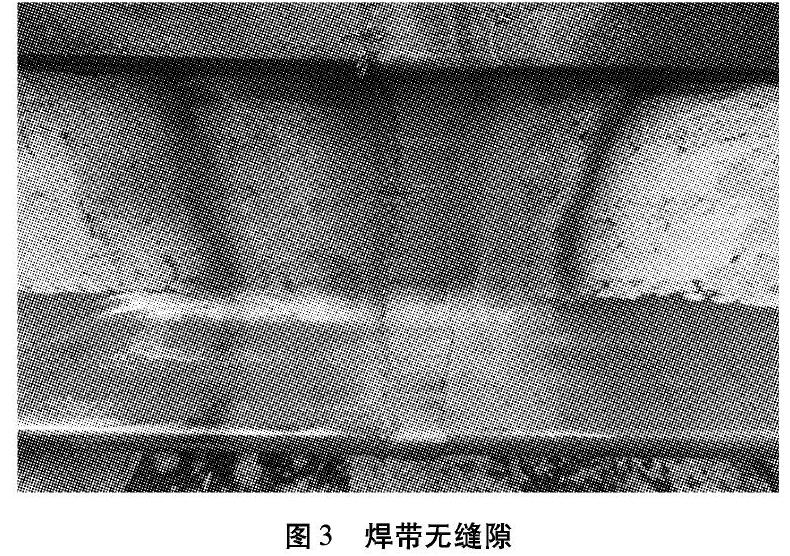
(3)焊接完成后,在焊带轨底角中心位置,会出现一条缝隙,经过分析,得出是因为参数设置的不合适,留在钢轨上的热量不足,顶锻时顶锻量偏小造成的结果。需在参数方面进行改善,于是尝试各种增加热量的方法,加热的电压,阶段的位移,烧化速度,还有顶锻量的设置,虽然消除了焊带中间的缝隙,但抗锤性依然不理想(焊带无缝隙见图3)。
3.2 对于解决过烧问题的研究。
3.2.1 硬件方面检查原因。
(1)重新更换PLC程序和采集程序重新标定速度和电压之后试焊,断口仍有过烧,抗锤性仍得不到提高。
(2)检查焊机的顶锻油缸是否有内泄,结果合格(顶锻油缸内泄测试见图4)。
(3)检查发现电脑控制柜里面500:100的两个交流小变压器的变比分别是5.538和5.456,与标准相差10%和9%,偏差较大,于是将该两个变压器更换,更换之后的变比分别为5.02和5.04,接着试焊,断口仍有过烧,抗锤性仍然得不到提高。
(4)焊轨机两只顶锻油缸的同步性,也直接影响设备的性能,当出现油缸不同步时,伺服阀的响应会受到影响,从而对PLC里面设置的烧化速度造成影响,工艺参数的不稳定,会造成焊头的不稳定,经过维修人员的测量,同步性满足施工的要求(顶锻轴同步性测量表见表2)。
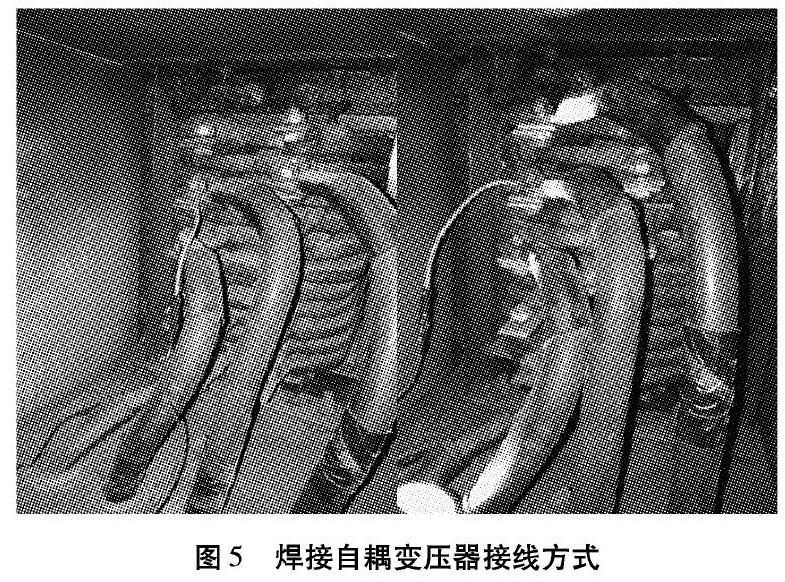
(5)自耦变压器高压接线端子从原来的420V改接到440V端子处,重新标定电压,试焊2个试头,效果不明显之后又返回到420V端子上(焊接自耦变压器接线方式见图5)。
(6)经过一系列的检查、软件硬件的更换后,最后还是没有解决断口轨底角边缘的过烧现象,但是可以下定结论:接头不抗锤的根源出现在焊接过程的顶锻阶段。
3.2.2 優化焊接工艺参数。
(1)对其他原因的分析,是在没有调整工艺参数的前提下进行的,焊接参数如表3(UN5-150ZB焊轨机工艺焊接参数设置表见表3)。
(2)为了排除其他因素的干扰,在调整工艺参数前,我们更换了新的顶锻电磁阀,顶锻油缸的压力表,系统压力经多次确认后,无明显波动。
经过和技术人员的研究,我们对工艺参数做如
下调整:
高压二位移:5.8mm增加到6.2mm;
顶锻量:11.5mm增加到15mm;
焊接曲线如图6、图7所示。
(3)由焊接曲线图可以看出:焊接过程稳定,位移曲线顺滑,电流密度均匀,未出现异常现象,焊接时间约120秒,修改后的工艺累计焊接试验头15根,落锤断口未出现超标灰斑和过烧缺陷, 15根落锤试验结果均达到2锤不断的规定,稳定性很好,落锤结果如表4所示(工艺落锤结果统计表见表4,断口照片见图8)。
3.3 解决过烧工艺在K922系列焊机中的推广应用
通过查找硬件原因和调整工艺参数,成功地消除了过烧缺陷对于焊头的影响,这些工艺在UN5-150ZB焊轨机上已成熟应用,经过近几年来不断的型式落锤试验和摸索实践后,该套工艺在K922型焊轨机的型检试验和现场焊接中得以借鉴和推广应用,事半功倍地避开了过烧对于型式落锤试验的危害,这套工艺在K922型焊轨机的焊接中焊接稳定性好,焊接质量优良,探伤合格率高。如图9、图10中K922系列焊机焊接工艺曲线图、图11中K922系列焊机焊接接头断口图所示(K922系列焊机焊接工艺曲线图全过程见图9,K922系列焊机焊接工艺曲线图加速阶段见图10,断口照片见图11)。
4. 结束语
(1)文中对比分析了在钢轨闪光焊接过程中,引起过烧缺陷的各种原因,通过对硬件原因的排除和对焊接工艺参数调整,成功地在型检落锤试验中消除了过烧,不仅提高了落锤试验的通过率,还给焊接接头的质量奠定了坚实的基础,在UN5-150ZB型和K922系列焊机中得到应用和成功推广。
(2)闪光焊接接头的质量,对于线路的平稳,行车的安全至关重要,能够消除过烧缺陷对于接头质量的危害,对于铁路建设具有显著的社会经济效益,具有广阔的推广和应用前景。
参考文献
[1] 卢庆华,钢轨焊接技术及质量控制[J].焊接技术:2010,39(1):66~68.
[2] 郭洪年,薛继仁,刘书华。钢轨闪光焊接缺陷及其对接头性能的影响。焊接技术。1991;23(1)24~29.
[3] 王治平,王克争,何方殿。闪光焊接工艺与设备发展。焊接学报1985年6月,(1)20~26.
[4] TB/T1632.2-2014《第二部分闪光焊接》.
[5] TB/T2344-2012《钢轨订货技术条件》.
[6] TB/T3276-2011《高速铁路用钢轨》.
猜你喜欢
今日农业(2022年15期)2022-09-20
少儿科学周刊·少年版(2022年20期)2022-05-30
河北果树(2022年1期)2022-02-16
海峡姐妹(2020年12期)2021-01-18
中国生殖健康(2020年5期)2021-01-18
水上消防(2020年5期)2020-12-14
新少年(2017年6期)2017-06-16
创新作文(小学版)(2017年34期)2017-04-09
小天使·一年级语数英综合(2017年2期)2017-02-16
小天使·一年级语数英综合(2017年2期)2017-02-16
