
起重机端梁铰轴结构改进
2019-09-21 03:11霍利杰李桐璧
山西冶金 2019年3期
霍利杰, 李桐璧
(太原重工技术中心, 山西 太原 030024)
铸造起重机是一种主要用于搬运铁水包、钢水包的冶金设备,主要用于连铸生产线中,是钢厂生产过程中必不可少的设备之一,在冶金行业发挥着不可替代的作用,铸造起重机的合理化设计可以缩短检修时间,提高劳动生产效率,给企业带来较大的经济效益。
目前有些钢厂在增加或改造铸造起重机时,对起重机的起重量提出较高的要求,为了满足要求,在设计起重机时,需考虑厂房承载梁对起重机轮压的限制,厂房空间对起重机高度的限制,因此设计中主梁与端梁需采用铰接的机构型式。
1 常见铸造起重机的铰接结构型式
目前国内在200~300 t起重量的铸造起重机中采用图1所示结构型式较多。

图1 200~300 t起重量的铸造起重机结构型式
由于起重机运行钢轨的安装精度和厂房承载梁在载荷作用下变形的影响,端梁铰轴处存在两种相对运动,一种是相对转动,另一种是由于车轮支点高低差带来的相对垂直运动,起重机满载的情况下,大车运行距离都在几十米甚至上百米,端梁铰轴处一直有相对运行在发生,因此端梁铰轴的磨损较严重,端梁铰轴处的轴套寿命只有3~6个月。
目前端梁铰轴结构型式如图2。

图2 端梁铰轴结构型式(单位:mm)
该结构中序号1和序号2发生相对运行,序号2采用钢基自润滑套或者钢套,磨损严重后需要更换。国内某大型钢厂实际经验反馈:一台起重机的四个端梁铰轴,全部更换时间大约在八小时左右,更换时间太长,影响生产效率。
2 端梁铰轴改进方案一
针对原结构型式更换零件时间较长的问题,经过讨论和分析,提出图3结构改进。

图3 端梁铰轴结构改进一(单位:mm)
该结构设计将序号2设计为部件结构,磨损部位专门设计为方便更换的零件,该零件为图中序号4,磨损严重后直接拆下序号4,更换新的零件。序号4还可进行热处理提高表面硬度,增加耐磨性。还可将磨损垫的表面硬度处理得比轴的表面硬度高,让铰轴成为薄弱部分,铰轴磨损后直接更换饺轴。
该结构需先拆掉铰轴,才能进行更换序号4磨损垫,相对原结构来说,采用该结构后,预计检修时间为4 h,可以大大缩短检修时间。
该结构的优点是可以利用旧结构的零件,改造的工作量较小,目前正在生产线上使用的起重机可以采用此方案。
3 端梁铰轴改进方案二
经过再次优化设计,经过讨论和分析,提出图4结构改进。
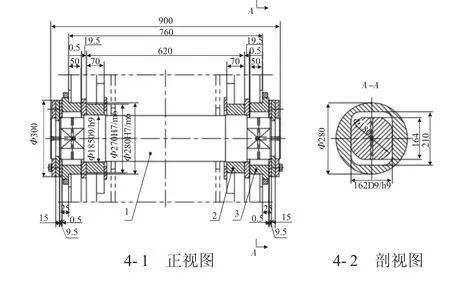
图4 端梁铰轴结构改进二(单位:mm)
该结构设计将容易磨损的方孔套布置在轴上外侧,磨损后不用拆掉轴,直接拆掉方孔套进行更换就可以。拆下方孔套后对轴进行检查,如果轴的磨损也较大,可同时更换套和轴,同时在轴上增加润滑管道,可方便添加润滑油脂,在轴和套之间形成一层油膜,降低铰轴和方孔套的直接摩擦损害,大大提高了铰轴和方孔套的使用寿命,采用该结构后,可以将端梁铰轴的使用寿命提高到6个月以上。同时整台起重机4个端梁铰轴损坏后更换新的零件时间将缩短至2 h左右。
如果铸造起重机改造采用该结构,需将原端梁铰轴整套拆除,才能更换此套结构。第一更换时间相对较长,更换该结构后,后期维护时间大大缩短。由于将发生相对运动的零部件布置在外侧,可方便通过目测进行检查。
4 结语
端梁铰轴的优化合理设计,增加了日常维护保养的方便性,同时也能减少维修和更换的操作时间,对钢厂的连续生产作业造成较小的影响,大大地提高了生产效率。
猜你喜欢
煤气与热力(2021年9期)2021-11-06
黑龙江水利科技(2020年8期)2021-01-21
中国特种设备安全(2019年3期)2019-04-22
中国绿色画报(2017年9期)2017-09-16
东方考古(2017年0期)2017-07-11
北京航空航天大学学报(2016年8期)2016-11-16
股市动态分析(2016年17期)2016-10-20
股市动态分析(2016年13期)2016-10-17
股市动态分析(2016年10期)2016-09-30
股市动态分析(2016年2期)2016-09-27
