铝合金缸盖加工中心刀库固定地址换刀分析
2019-09-16 02:31王雷
世界有色金属 2019年14期
王 雷
(利勃海尔(中国)有限公司,上海 200131)
刀库自动换刀系统技术使得传统意义上的机床得以复合成为现代加工中心。机械手和滑座是刀装置中交换刀具的主要工具,它们相互配合把刀具送到主轴上,再把主轴上已用过的刀具返回刀库上。常见的换刀系统工作模式可分为随机换刀和固定地址换刀两种,有些铝合金缸盖加工中心采用固定地址换刀方式,有些则采用随机换刀模式。
1 刀库换刀系统硬件与程序结构
Mazak-F660加工中心刀库换刀系统硬件主要包括FANUC数控系统、矢量位置控制变频器、刀库Magazine、滑座Shifer、ATC换刀臂以及刀库电机,软件主要由两个换刀程序构成:固定地址换刀程序和随机换刀程序。
(1)铝合金缸盖铸造工艺。金属型铸造工艺是铝合金缸盖铸造工艺。该铸造方法具有铸件冷却快、组织细密、力学性能高等优点,其铸件质量明显高于砂型铸造。但是金属型不透气、不退让性,易产生气孔、裂纹、浇不足等缺陷。因此,在采用铝合金铸造时须合理设计浇注系统以避免缺陷的产生。其次,铝合金制造成本较高、周期长,因而不适合单件、小批量生产。
(2)硬件结构。FANUC 18I-M数控系统及其FANUC PMC控制器、位置控制变频器与刀库系统信号通讯,使得自动换刀得以实现。刀库换刀动作逻辑控制是由FANUC PMC(FANUC PMC RB6型控制器)实现的,1024个I/O点,数据表8000BYTE,32000条语句,子程序2000个,指令集强大。矢量位置控制变频器由日本安川电机生产,刀库转速和刀库位置分别由速度环与位置环控制,其比较位置控制指令和刀库电机实时位置信号,二者一致时,发出COIN信号和当前位置信号并通知PMC刀库已经按照位置指令旋转到了指定的位置,以此来控制刀库的位置。可以通过PMC中的K1.0、K1.1和K1.2三个参数组合决定刀库容量。ATC换刀臂用于在刀具主轴与滑座之间交换刀具。刀库电机采用X3000型饲服电机,带绝对式光电编码器。硬件结构见图1。
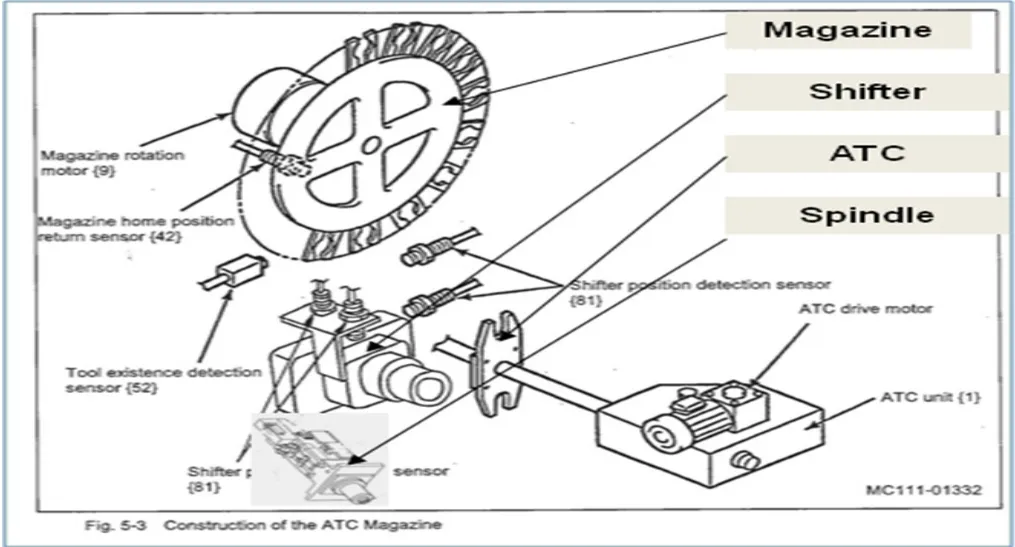
图1 刀库结构
(3)固定地址换刀程序构成。固定地址主要特点是刀号与刀库刀套号是固定映射关系并且相等,这种固定映射关系很大程度上简化了程序的复杂性。这样在还刀时只要知道所还刀的刀号就能知道它应该被放入的刀库刀套号,通过刀库旋转定位,使该刀套处于还刀位置,就可以实现还刀。固定地址换刀模式主程序调用P147自动换刀子程序,在P147内部又嵌套调用P100刀库回转定位子程序,由于比随机选刀还刀程序多出了一个还刀时搜索固定映射刀套的过程,刀库也必须将固定对应的刀套移动到还刀位置,还回刀具。因此比随机换刀的就近利用空刀套方式多占用加工时间延长了加工节拍。
(4)固定地址换刀与随机换刀程序结构的区别。固定地址换刀与随机还刀选刀不同之处是随机换刀程序执行过程中需要访问数据表以及进行数据表的搜索与读写操作。随机还刀选刀模式中刀套号与刀号是非固定映射关系,这种非固定映射关系的好处是可以根据加工工序的改变,一次完成刀具的更换与入库,省去了固定地址换刀中等待刀库寻址固定空刀套的步骤,提高了加工节拍。数据表是为存储刀套与刀具号的非固定映射关系而在PMC非易失性存储器中开辟的一段存储空间。为实现这种非固定映射关系,需要在每次换刀时利用数据搜寻(DSCHB)和数据检索与传送(XMOVB)等功能指令对数据表进行刀具号与刀套号的读写、寻址和检索,即每次换刀都要刷新并储存刀套与刀具的对应关系。
数据搜寻(DSCHB)和数据检索与传送(XMOVB)见图2和图3。
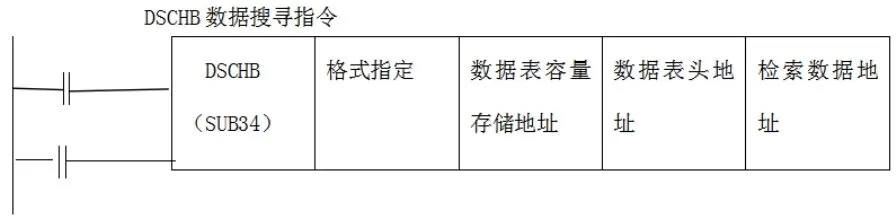
图2 DSCHB(二进制数据检索)数据结构
选刀时P147调用P221子程序,DSCHB指令根据数据表中的映射关系在搜索出数控加工程序中指定的刀号所对应的刀套号,并通过刀库回转将该刀移动至换刀位置等待换刀。还刀时,如果需要把主轴上刀具还回刀库,并不再加装其他刀具,则该指令搜索0号刀(空刀)所在的数据表中的空刀套,并通过刀库回转将空刀套转到还刀位置等待滑座还刀。
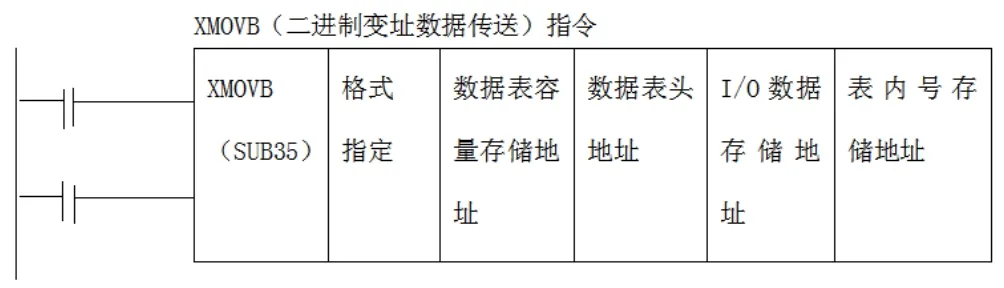
图3 XMOVB(二进制变址数据传送)数据结构
还刀时调用P223子程序,XMOVB指令将还回刀库的刀具代码写入数据表中的相应的刀套中去,即建立刷新数据表建立新的映射关系。
2 固定地址换刀模式与随机换刀模式执行过程的区别
(1)固定地址换刀模式执行过程。如前所述,固定地址还刀选刀程序不访问数据表,不进行数据的搜索和读写,而是使刀库刀套序号与实际刀号一一对应,这样就可以直接由刀库的位置找到刀的位置了。值得一提的是一个加工程序最后一把刀的还刀过程,当一个加工程序执行到最后一把刀时,它的还刀过程与前面的过程有些不同。如果按照正常的还刀顺序,当这把刀结束加工后,要先还回到ATC换刀臂上,安装到滑座刀套内,程序自动将滑座内的刀号传给CDMGPK中间继电器,等待刀库搜索与之对应的刀库上的刀套,当刀库搜索完毕且旋转到还刀位置后,才可以执行还刀动作。
(2)随机换刀模式执行过程。随机换刀模式访问数据表,进行数据表的检索和读写,从而在每一次换刀循环中刷新并建立刀具与刀套新的映射关系,这种程序上的差异带来的好处是它比固定地址还刀选刀程序少了一个刀库回转寻找固定映射的空刀套的,节省了加工时间,使加工节拍得到提高。见图4。
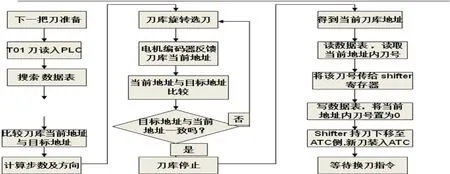
图4 随机换刀模式流程图
猜你喜欢
湖北农机化(2020年19期)2020-12-14
党员生活·下(2020年3期)2020-04-20
党员生活(2020年2期)2020-04-17
制造技术与机床(2019年11期)2019-12-04
制造技术与机床(2019年8期)2019-09-03
铁道通信信号(2018年10期)2018-12-06
制造技术与机床(2017年7期)2018-01-19
发明与创新(2016年5期)2016-08-21
中国石油企业(2014年4期)2014-11-30
制造技术与机床(2014年4期)2014-04-27