
CH小包透明纸包装机输送带自动清洁装置
2019-09-11 12:18王金福黄荣华
设备管理与维修 2019年8期
王金福,赵 林,黄荣华
(河南中烟工业有限责任公司安阳卷烟厂,河南安阳 455000)
1 问题现状
GDX2 包装机在小盒包装完成后,经输送带较长距离的输送,进入到CH 小盒透明纸包装机的入口位置,然后进行小盒透明纸工序的包装。生产过程中CH 入口处经常发生挤烟故障,清理烟包时需排空烟包,浪费时间,增加操作工劳动强度,严重影响生产效率。
2 原因分析
当提升器处于低位时,压紧装置的5 个滚轮压紧烟包,增加烟包的正压力N。根据摩擦力公式f=μN(μ 为摩擦因数)可知,输送带对烟包的摩擦力随之增大,输入烟包与输送带同步并以输送带的速度射出,从而顺利进入提升装置(图1)。
经观察分析,CH 小盒透明纸包装机的入口部位经常发生挤烟故障的原因主要是烟包输送不到位造成的。由于长时间生产,车间的灰尘、商标纸表面的滑石粉被转移吸附在输送带表面导致输送带表面摩擦系数减小,烟包与输送带产生打滑,导致输送相位不正确。

图1 压紧装置工作原理
3 方案设计
将两个支架安装在CH 入口输送带通道的内外两侧。摆臂通过滑套与支架相连,步进电机安装于两个支架中间,通过同步带驱动毛刷传动轴。两摆臂之间有连接轴,连杆一端安装于连接轴上,另一端与气缸相连,气缸动作时通过连杆推动摆臂绕滑套中心转动,毛刷与输送带接触并进行清洁。气缸安装于底板上,底板通过螺钉与两支架相连。根据设定时间,当清洁完毕后,气阀关闭,气缸收缩,摆臂向下运动,毛刷下移与输送带脱离,这样既节约了能源,又减少了输送带与毛刷的磨损。
4 确定工作参数
工作参数包括毛刷转速、毛刷与输送带的压缩量、单次清洁时间(表1),三者均可对输送带的摩擦系数造成影响。小组成员通过摩擦系数测量仪测定清洁后的输送带摩擦系数并通过正交试验确定最佳清扫参数(表2)。

表1 因素位级
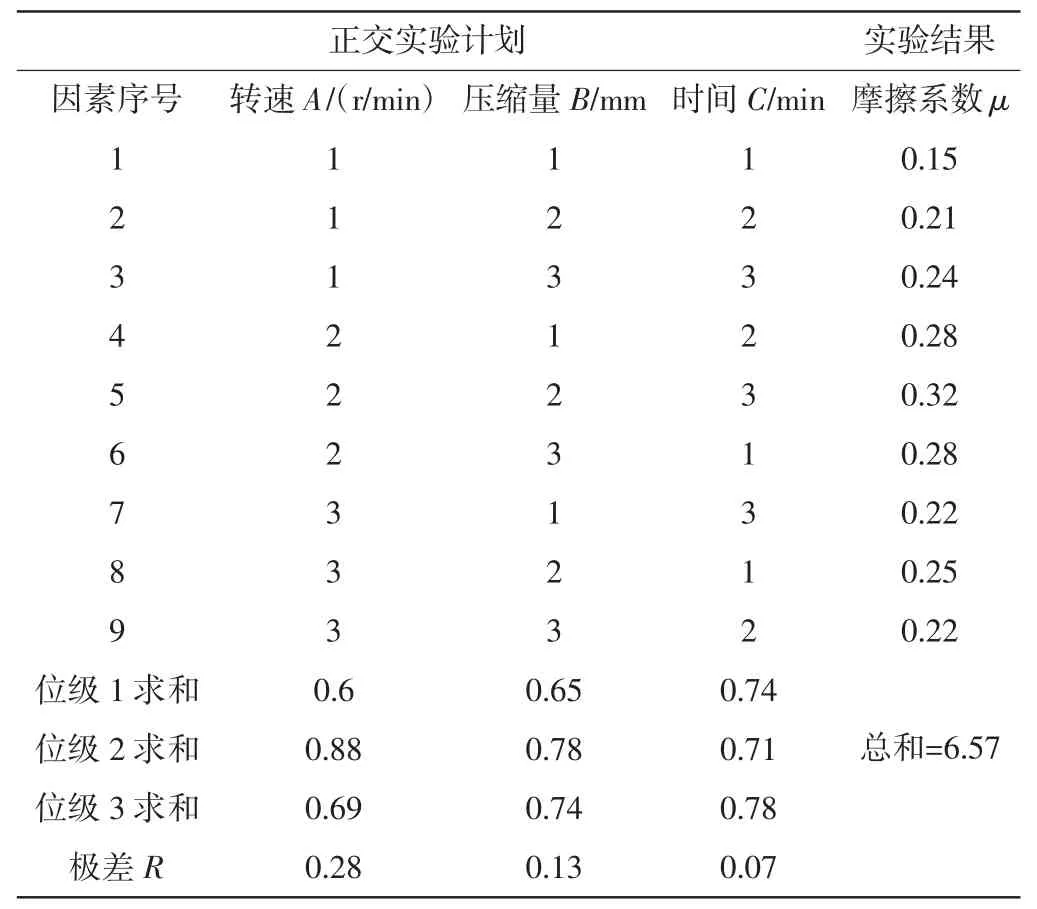
表2 正交试验法记录
计算极差R,R(A)=0.28>R(B)=0.13>R(C)=0.07,可见对摩擦系数的影响水平为:转速>压缩量>时间。最优组合为A2B2C3,即转速为400 r/min,压缩量为5 mm,单次清洁时间为3 min。
5 实施效果
将输送带自动清洁装置安装于车间11#CH 小盒透明包装机烟包入口输送带支座上,采用最佳工作参数统计了使用前后三个月内挤烟发生次数(图2)。通过对比结果显示,CH 入口输送带挤烟的现象由原来平均4 次每月下降为0.67次每月,提高了设备运行效率(表3)。

图2 安装效果

表3 改造前后CH 入口挤烟发生次数对比
猜你喜欢
制造业自动化(2022年3期)2022-06-27
包装工程(2022年11期)2022-06-20
设备管理与维修(2021年1期)2021-03-05
河北农机(2020年10期)2020-12-14
物流技术与应用(2020年8期)2020-08-28
印刷工业(2020年5期)2020-03-29
设备管理与维修(2019年9期)2019-09-12
知识窗(2010年7期)2010-05-14
职场(2009年11期)2009-11-11
中国校外教育(上旬)(2009年7期)2009-09-02
