
FANUC数控特殊故障维修与保养
2019-09-10 15:15张志强
装备维修技术 2019年3期
张志强
摘要:本文介绍了大宇545(斗山)CNC数控系统产生的主轴报警B0、系统报警串行数据错误故障维修。讲解了此数控加工中心的电气控制框架图。通过维修实例详细阐述。通过此次维修,总结出维修经验,分享给数控加工中心维修的专业技术人员。
关键词:FANUC;数控系统特殊故障(主轴B0报警)维修与保养
前言
在现代机械化变革的历程里,机械设备制造领域也得到了很大的提升。在我国现在大多数企业进行产品加工制造的时候,都运用了数控机床CNC数控加工中心。如此一来不但能够优化生产,还能确保产品品质符合标准。但是由于数控机床不断的升级改造中,其内部结构也变得非常复杂,这种变化更多体现在电子技术自控程度的提升,造成一些特殊故障不能进行处理的情况。对于这些数控设备维修,就靠技术人员努力学习,大力度检查,积累经验,解决故障。目前,我国机械加工行业,尤其是高精尖的机械加工行业,被欧、美、日国家垄断,为了让大家对CNC有一个了解,本文选取以日本FANUC 0i–MATE MA系统、韩国大宇545加工中心为代表,作详细的述说。
FANUC数控系统
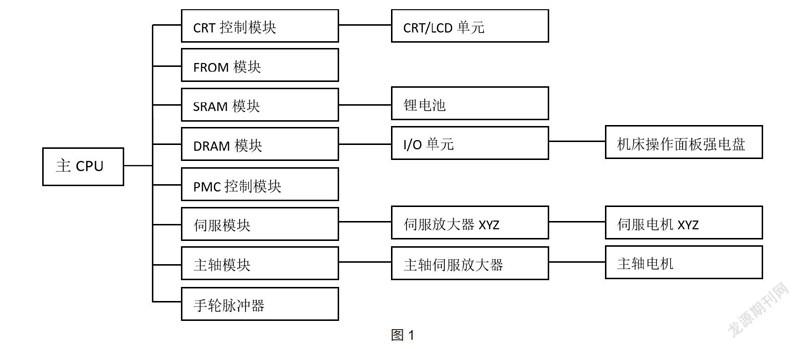
系统部件组成及工作原理框架图(图1)
此数控采用日本FANUC 0I–MATE MA系统构成:
数控NC主机:FANUC A02B–0299–B802+IO B05600426。
伺服驱动主电源:FANUC A06B–6111–H106。
主轴伺服控制器:FANUC A06B–6114–H106 配主轴电机。
X/Y/Z一体机:FANUC A06B–6114–H304配X /Y /Z伺服电机。
FANUC 系统的特点
日本FANUC公司的数控系统具有高质量、高性能、全功能,适用于各种机床和生产机械的特点,在市面的占有率远远超过了其他数控系统。系统在设计中大量采用模块化结构,易于拆装,控制板集成度高,可靠性得到了很大的提高。而且便于维护,更换。具有很强的抵抗恶劣环境影响的能力。有较为完善的保护措施,采用比较好的保护电路,具有比较齐全的基本功能和选项功能。提供大量丰富的PMC信号和PMC功能指令。这些丰富的信号和编程指令便于用户编制机床侧PMC控制程序,而且增加了编程的灵活性。提供了丰富的维修报警和诊断功能。FANUC维修手册为用户提供了大量的报警信息,并且以不同的类别进行分类。
FANUC数控系统应用
高可靠性的POWER MATE 0系列:用于控制2轴小型车床.
普及型CNC 0–D 系列:0–TD 用于通用车床,自动车床,0–MD用于铣床、钻床及小型加工中心,0–GCD用于圆磨床,0–GSD用于平面磨床,0–PD用于冲床。
全功能型的0–C系列:0–TC用于通用车床、自动车床,0–MC用于铣床、钻床、加工中心,0–GCC用于内、外圆磨床,0–GSC用于平面磨床,0–TTC用于双刀架4轴车床。
高性能、高性价比的0i系列:整体软件功能包,高速、高精度加工,并具有网络功能。0i–MATE MA 用于铣床,4轴3联动;0I–MATEA 用于车床,2轴2联动。
具有网络功能超小型,超薄型CNC 16i/18i/21i系列:16i最大控8轴,6轴联动;18i最大可控6轴,4轴联动;21i最大可控4轴,4轴联动。
FANUC数控主轴“B0”故障报警维修实例
FANUC数控系统的可靠性非常高,数控系统本身的故障也很低,而大部分故障的发生则是非系统本身原因引起的。此维修案例以FANUC 0i–MATE MA,4轴机床3轴联动数控系统发生的故障为例,图文并茂阐述故障维修流程:
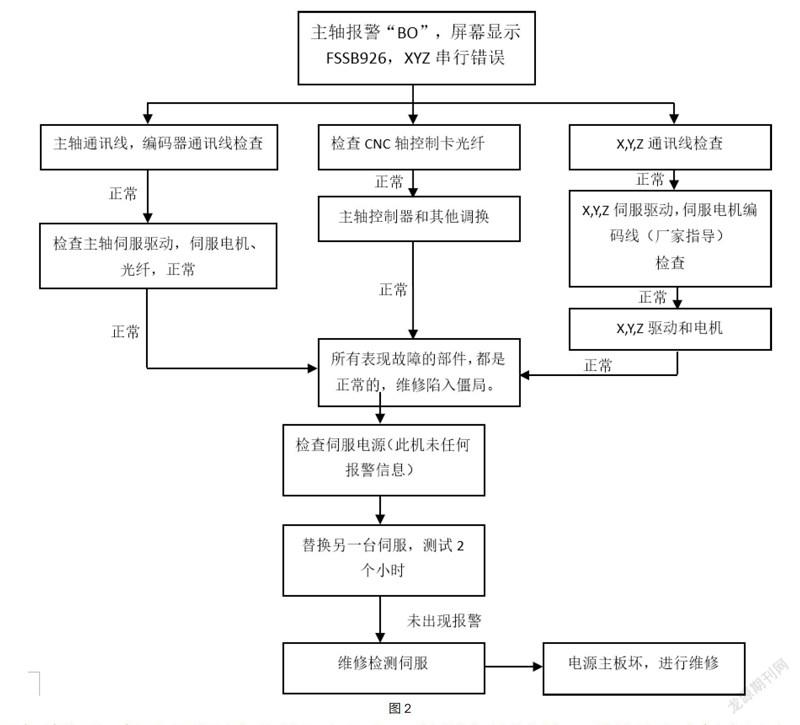
FANUC主轴控制器报警“B0”故障检修思路流程(图2)。
FANUC主轴控制器报警“B0”故障检修描叙 机器每次运行2个小时左右,机器出现如下不正常情况:
操作系统屏幕显示(黑底白字)FSSB 926。
操作系统屏幕显示(黑底黄字)X Y Z串行通讯故障(如图)。
主轴控制器上面报警显示“b0”(如图1)。
伺服主电源显示正常,X、Y、Z轴显示正常。
此报警故障涉及到3个点面,机器运行过程中,显示界面突然变成黑底黄字“FSSB 926”,随即跳变成:X、Y、Z及主轴串行错误(如图2),同时伺服主轴控制器显示“b0”.面对这样的故障,本人一筹莫展,只好将这种三位一体的故障向发那科公司咨询,得到的答复是,编码器线接触不良。怀着尝试的心态处理完毕电缆的问题后,带负荷加工,在2个钟左右,机器报警同一故障,还将加工过程中的一把刀撞的报废。还是不行,展开维修思路,并对这故障做认真仔细分析:(1)X Y Z轴一体伺服器,分别拖动对应三个轴的电机,(2)主轴独立控制主轴电机。现在出现的问题是,主轴和这个三个轴都是同時报警串行错误。
图2
那会不会是跟这2个部件通讯的地方出了问题呢?此CNC加工中心XYZ和主机采用光纤通讯,带着疑问,重新检测光纤通讯线(光纤一旦有问题,是不会能开机2个小时的),但是这又是什么故障呢?对于这样一个相互交织的故障,包括发那科公司还没有遇见过(当初咨询时,是这样说的),带着疑问,怀疑所有串接的电缆,及电源,未见异常。测试主轴主板CX2A2 多路电源输出,24v、+5v 都正常。
图3
X Y Z一体机CX2A2电源也正常。维修已经陷入僵局,按照常规维修经验,一旦部件报警,肯定首当其冲检测报警部件(发那科产品报警对应的非常好)。再次测试驱动器各个点电源电压,主回路直流电源电压 575v正常,检测X Y Z直流回路电压检测单元电路,HCPL–7800A,供电5v,正常检测高电平6脚输出2.4v正常,绝对编码器5v供电正常,风扇散热检测中心点输出–12v 正常。主轴电流传感器U W,检测输出测试也正常。无奈只有将驱动器装回通电试运行。同时用4位半台式电表测试各个点的直流电压,都正常。于是将表笔挂在主轴CXA2A 24v,5v 的接口上,关注电压变化(最好用数字表,动态响应要好)。当机器走到接近2小时时候,我们也不由得紧张起来,生怕机器报警,于是紧盯万用表,看能否从上面获得一点信息,但是电压显示很正常。当准备取下万用表的时候,数字突然跳变,然后回到正常电压值,同时机器也报警了,再次机器撞坏一把刀。这时候才明白,是24v电源供电过程中突变出现了问题。并且每次又可以自动复位,短时间内毫无故障征象。这就是出现故障不容易扑捉的原因。于是再次开启机器,将24v电源开机时候瞬间断开,然后马上接通,所有报警完全同之前吻合,通过了一天的时间排查,终于锁定了故障方向。
故障分析与检修 X Y Z轴一体机,主轴供电均由伺服驱动主电源:FANUC A06B–6111–H106提供,伺服驱动电源由主板,驱动板、功率单元等组成(图3)主板24v通过CX1A 220v接口输入。主板A20B–2100–0762分别带有电流、电压、温度、通讯、继电器开关输出、光纤通讯接口等组成,线路非常复杂。所有控制信号由FANUC PSM01D MBCG4632进行控制处理。既然故障缩小到了这个电源驱动上面,真是出乎意料,这个驱动电源上面从未有过报警显示,这就是我们走弯路的原因。检测24v输出供电回路,此电压由开关变压器输出经快速二极管B92M–6整流滤波供往后级(主轴伺服驱动器,X Y Z一体机)电源。用晶体管测试仪测试快速二极管耐压,开关管耐压都是正常,用电桥测试各路滤波电容,Q值等各项指标都正常。开关电源容易产生电压突变,一般是反馈回路取样比较信号丢失或者瞬间丢失造成电压不稳。对于这类问题,我们开始检测开关电源反馈回路光电耦合器TLP621–2了,对光耦进行检测,用信号发生器对其输入,用示波器检测输出波形,发现输出脚输出有毛刺,通过数据分析判断,此光耦已经处于临界状态栏,更换后测试,一直很正常。几年来从未出现过类似故障,望各位电子维修路。
图4
图5
FANUC数控系统备份和维护保养
FANUC数控系统备份
CNC加工中心系统包括PMC全部存储在主机系统,很多时候,由于一些外界不可抗因素影响,造成主机失电,或者主机损坏,我们在购置或维修后,肯定要重新下载数控系统,机器才能正常使用。下面我来详细说说主机系统如何备份文件。
启动引导系统进入模式,操作方法如图6。
CNC日常养护
作为数控机床的核心部分,必须要加强对数控系统的管理和维护,对确保整个数控机床可靠稳定运行具有重要意义。数控机床长时间运行后,数控系统内的各元器件会不断损耗,出现不同程度的老化以及损坏,如果不能及时处理必定会反应到机床的使用效果上。为避免数控机床运行故障的产生,必须要结合实际生产情况针对数控系统做好相应的维护作业,对老化严重甚至损坏的元器件及时进行更换,杜绝运行故障的产生。主要可以从以下几个方面进行:
建立完善日常维护机制 即根据数控系统作业原理,结合不同元器件的性能特点,总结以往经验对其制定具有针对性的保养维护计划,为各个细节工作的落实提供指导。
图6
*备份时候,进入上述系统界面,通过UP DOWN 选择到SRAM DATA BACKUP,从NC到CARD,然后选择SELECT,提示是否选择,按yes,CNC系统备份到卡中。
减少数控柜与强电柜门开启的数量,以免车间内加工生产产生的油雾、灰尘以及金属粉末等落入数控系统颞部的元器件和印制线上,确保元器件绝缘电阻不会受此影响,排除此方面造成的元器件与印制线损坏。尤其是很多用户在夏季会将数控柜门打开加快散热,以求可以延长数控系统超负荷运行时间,但是此举动并不可取,而是应该采取措施降低外部环境温度,为数控系统运行提供良好条件。实际生产中必须要严格按照要求操作,除了必要的调整与维修,要尽量避免打开柜门,尤其是不得在系统运行过程中将柜门敞开。
对数控柜散热通风系统进行定期清扫,去除积存的灰尘以及金属粉末等。每日生产前还需要对冷却风扇进行检查,确认其是否可以正常运行。基于实际生产情况,制定检修计划,保持每季度或每半年一次的频率,对风道过滤器进行检查,确认是否存在堵塞问题。要及时清理过滤网上积存的灰尘,确保系统散热良好,以免造成系统柜内温度过高,尽量要将其运行温度控制在55℃以下,以免影响到数控系统运行可靠性,并减少过热报警。
制定伺服电机、液压冷却系统风机的检修计划,存储用电池要定期更换。基本上数控系统内对SRAM存储器件均设置有可充电电池维护电路,用于系统断电阶段对存储器内容进行可靠保存。一般因保证每年更换一次,即便是未失效也需要定期更换,避免影响数控系统的正常运行。其中,要在数控系统供电的状态下更换电池,以免造成RAM内信息丢失。
备用电路板维护
面对长期不用的备用印制短路板,需要定期将其安装到数控系统中保持一段时间的正常运行,避免受到损坏。
结束语
在这与时俱进的时代,各行各业沿着高科技的步伐迈进,先进的生产设备引领这着更多的生产企业前进的步伐。我们国家有必要对电气维修人员普及数控技术知识、进行专业技术培训,能對机床加工中出现的各种故障进行综合判断,分析并提出处理问题的对策,具备及时判断小故障的起因及排除故障的能力,还应具有较强的责任心和良好的职业道德,我们通过这些努力,相信会成为一名优秀的电气技术员。
参考文献
北京发那科. (B–64115C/01)[S].
