6系铝合金板CMT弧焊工艺研究
2019-09-10 12:14杨海王付才胡杰李慎国
汽车与驾驶维修(维修版) 2019年4期
杨海 王付才 胡杰 李慎国

摘要:本文通过对3mm厚的6061-T6铝合金板进行脉冲弧焊焊接试验,研究了不同工艺参数条件下,焊接接头所能达到的强度及接头效率。
关键词:铝合金;CMT;强度
中国分类号:TG938 文献标识码:A
由于石油能源和环保问题的日益严峻,各国对节能减排日趋重视,汽车轻量化成为实现上述目标的重要途径[1]。相关研究表明[2],汽车质量减轻10%,对应的油耗将减少6% - 8%,排放减少10%,制动距离减少5%,加速时间减少8%等。汽车轻量化技术主要分为材料、结构和工艺3方面,轻量化材料的连接工艺是轻量化技术的重要部分,其中MIG/MAG焊是目前应用广泛且经济的连接工艺,但热输入较大,尺寸精度较难控制,焊接接头强度损失较大。CMT( Cold Metal Transfer)是在此基础上开发出来的冷金属过度弧焊,在电弧产生的过程中,焊丝向熔池中运动,当焊丝伸及熔池时,电弧熄灭,焊丝回抽来促进融滴分离。焊丝回抽运动可达90次/s,飞溅少,热输入量低,可实现薄板焊接。本文根据某公司全铝车身焊接需要,对6061-T6铝合金的CMT焊接进行了接头强度验证。
1 试验材料与设备
焊丝选用2种型号,分别为ER4043和ER5356,直径均为1.2 mm,试验材料为6061-T6铝合金,尺寸为120 mm x60 mm x3 mm,化学成分如表1所示。
试验设备为TPS2700型CMT焊机,保护气为gg.gg%氩气,流量为20 L/min,焊缝坡口形式为I型(1=0),采用一元参数单面焊接,焊接前用钢丝去除表面氧化皮,焊接完成后去头去尾25 mm。采用体式显微镜分析焊缝断面,采用万能拉力试验机分析焊缝接头强度,每组强度测试平行样3组。
2 结果与分析
2.1 母材强度
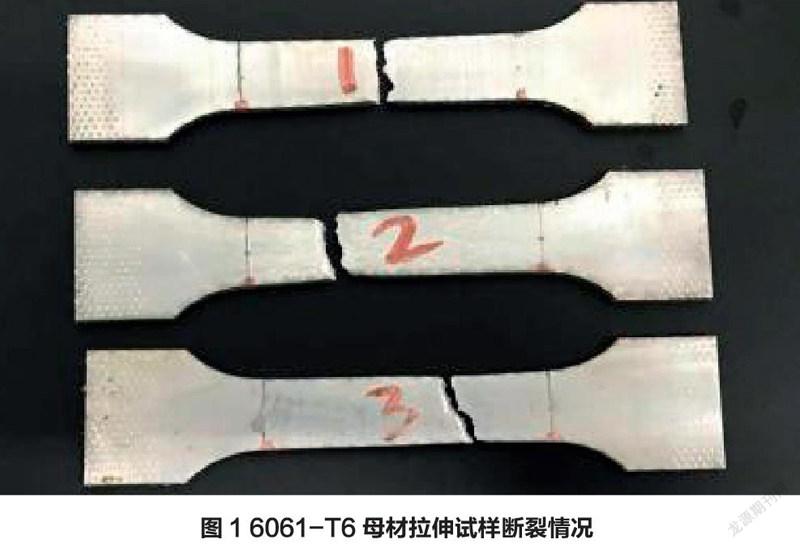
6061-T6母材平均强度为301.7 MPa,平均延伸率为11 .g%,断裂区域位于标距内,断裂位置有可见颈缩。如图1所示为6061-T6母材拉伸试样断裂情况。
2.2 焊接工艺参数对焊缝强度的影响
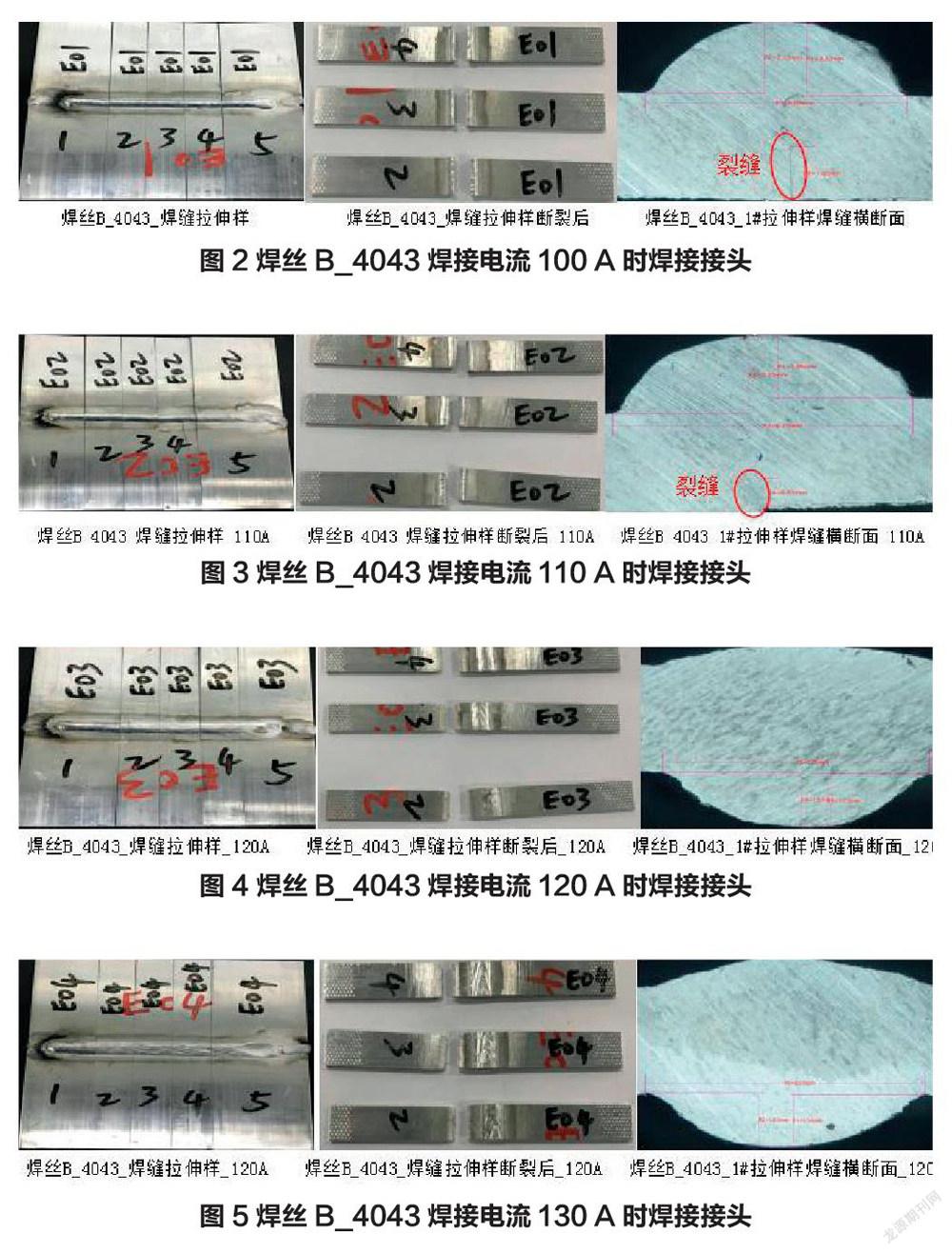
焊接参数调节采用CMT-元参数调节,电流参数分别为100 A、110 A、120 A和130 A,对3 mm厚度的6061-T6铝合金板进行对接试验,对焊缝表面外观、焊缝强度及横断面形貌进行观察和分析。如图2-图5所示为用型号4043的焊丝B,通过调节焊接电流(100 A、110 A、120 A和130 A),观察焊缝接头的变化情况。通过观察发现,CMT焊接飞溅较少,随着焊接电流的增加,焊缝铺展性能更好,当焊接电流为100 A和110 A时,焊接接头没有焊透,存在裂缝,进行拉力试验后,断在焊缝处且断口无颈缩。当焊接电流为120 A和130 A时,焊缝接头焊透,不存在裂缝,进行拉力试验后,断在距离焊缝中心大约12 - 15 mm处的热影响区,断口处有轻微颈缩。
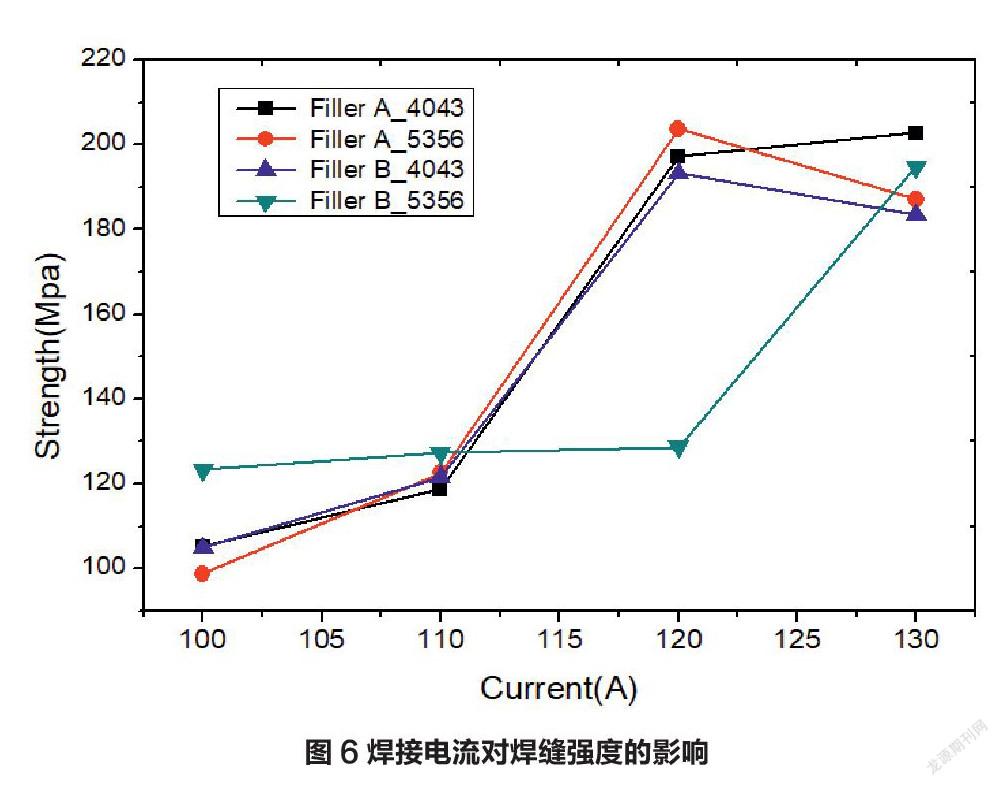
如图6所示,通过观察filler A 4043、filler A_5356及Fi||er B 4043三种焊丝的焊缝可知,当焊接电流为100 A和110 A时,焊缝强度大约为90.0 - 120.0 MPa,原因为焊缝没有焊透,底部存在裂缝,在进行拉伸时,存在应力集中的情况,导致焊缝强度较低。当焊接电流为120 A和130 A时,焊缝强度较高,最佳焊接电流对应的焊缝强度为193.2 - 203.6 MPa,接头效率大约为66%。刚ler B焊丝在焊接电流为100 A、110 A和120 A时,焊缝强度较低,只有120.0 - 130.0 MPa;在焊接电流为130 A时,焊缝强度较高,为-194.8 MPa。
2.3 焊丝型号对焊缝强度的影响
对2种焊丝品牌的2种型号焊丝4043和5456进行了焊接试验。结果发现,对于A品牌焊丝,在最优焊接电流条件下,4043焊丝焊缝强度为202.7 MPa;5356焊丝焊缝强度为203.6 MPa。对于B品牌焊丝,在最优焊接电流条件下,4043焊丝焊缝强度为193.2 MPa;5356焊丝焊缝强度为194.8 MPa。所以4043和5356焊丝对于6系铝合金焊接焊缝强度影响相差不大[3]。
3 结束语
通过以上试验分析,可以得到以下结论:3mm厚的606-1-T6铝合金板脉冲弧焊焊接对接接头强度为-190.0 - 200.0 MPa,接头效率约为66%,接头断在热影响区;当对接接头没焊透情况下,接頭强度严重降低,只有90.0 - 130.0 MPa,接头效率约为35%,接头断在焊缝处;采用2种焊丝型号ER4043和ER5356焊接,接头强度无明显差异。
【参考文献】
[1] 马鸣图,易红亮,路洪洲,等.论汽车轻量化[J]中国工程学,2009,11(9):20-28.
[2] 刘礼军,鄢江武,燕翔,等.6061铝合金Mig/TiG焊焊接接头性能对比研究[J].轻合金加工技术,201 4,42(10):54-57.
[3] 徐国建,王子建,杭争翔.薄板铝合金的CMT焊接工艺[J].沈阳工业大学学报,2018,40(6):637-642.
猜你喜欢
新材料产业(2021年3期)2021-07-21
科技风(2020年29期)2020-11-10
科学导报(2019年48期)2019-09-25
名城绘(2018年12期)2018-10-21
环球市场(2018年26期)2018-09-10
有色金属材料与工程(2017年4期)2017-09-18
新高考·高一物理(2016年7期)2017-01-23
新高考·高一物理(2016年7期)2017-01-23
新高考·高一物理(2016年7期)2017-01-23
中学物理·高中(2016年8期)2016-08-08