热处理炉工艺仪表系统测试方法探讨
2019-09-10 00:16刘伟
锦绣·中旬刊 2019年12期
刘伟

摘 要:按照相关部门的规定和热处理炉制定的相关标准,需要进行对整个工艺系统的精确度测试,虽然已经对标准提出了一定的要求,在对热处理工艺仪表测量的过程中提出了一定的精确度,但是要满足之前所提出的各项要求,在开展项目测试的过程当中,工作人员几乎不能正常完成。这篇文章就根据之前对公司的需求以及探索研究院研究项目测试的过程,当中所遇到的问题和应该采取的措施进行了分别的介绍,希望能够给相关的工作人员提供一定的参考意见。
关键词:热处理炉;工艺仪表系统;系统精度
一、前言
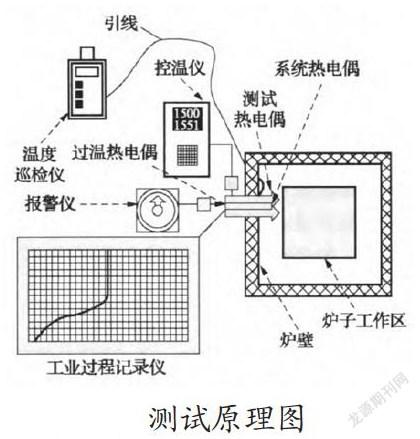
我们所说的热处理设备的工艺仪表系统的精度是指通过控制仪表记录仪器以及配电系统和相关导线组合在一起之后,温度计的读数和仪器所测试出的温度读数之间的区别。从这个定义内容来看,整个系统的测试工作主要是用来保证日处理过程对温度系统的控制和温度记录表系统的准确性。
国家将热处理工艺质量控制作为军事活动当中,所要采用的标准。这项内容在军事行业中有着比较广泛的应用,这个一标准的提出对热处理炉检测的周期以及设备的基本情况,提出了比较具体的要求,同时也要做到不同类型的热处理器之间也需要有着不同的差别,会使在工作过程中有着比较大的容错差。
高温测量法的标准中所表达出的含义是指通过对热处理炉检测的周期以及检测过程中所利用的标准器件也提出了要求,同时给出了一定的误差计算方式以及处理方法,还通过列举实际的例子进行了相应的论证。
根据航空质检热处理炉有效期测定的方式给航空行业提供了一定的标准,在航空制造的过程当中,应设定比较广泛的应用,它主要是用来对热处理器进行。加热区的测定,但是这一标准也对整个热处理炉的工艺仪器水平提出了相应的要求,除此之外,会因为工艺仪表测量系统与有效测定的内容同时进行,所以整个仪表系统会对这一标准进行相关的借用,例如对生温和稳定过程中介绍的内容进行应用。
这篇文章就要以热处理工艺质量控制作为主线内容通过对仪表的各个系统测试过程进行介绍,并对这个过程中所出现的各种问题进行深刻的探讨。
二、测试过程
3.1检测过程中提出的要求
首先要对各种仪表设备进行整准确度的校准,一般情况下所采用的条件是空载实验,特殊时可以采用装载实验的方式进行。在测试的过程当中,热处理炉可以采用常用升温速度的方式进行升温,并保证炉温所处于的状态比较稳定,才能进行之后的操作。对于真空炉的要求为基本常用的真空炉。在对检测点的位置进行确定时需要用校准热电偶采用的临时插入法或者固定方式法进行安装,使整个电路的末端尽量与校准工艺仪表系统的热电偶比较接近,同时控制好他们的距离,在75毫米之内,并将这一距离进行实际的测量和记录。在对温度检查的过程当中,可以采用我们经常采用工艺方式来检测温度的范围,在整个范围当中,需要包含有最低温度、最高温度以及需要达到的温度值。在不违背相关规定的同时,需要对四种热处理器进以及D形的测试仪表系统进行准确度的测试,温度的设计位置可以根据炉子实际的情况进行调整。
3.2检查的顺序及方式
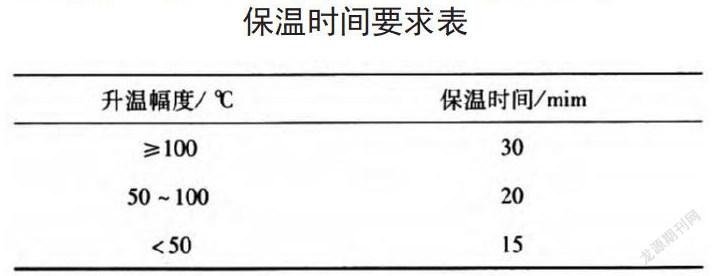
首先需要对各种仪表进行检查。这样才能保证之后所检测到的数据为准确的,同时要求用于检测以及被检测的是被应该用于规定的检测周期之内。按照相关的测试方式先进行对热电偶的测量。炉子处于空载状态之下,关闭炉门并进行升温。使整个温度达到设定的温度点。在整个测试过程当中,采集的数据需要记录至少应该为15分钟,在三分钟或以上录取一组数据需要获取最少五组记录,如果读数没有稳定或者超出了一定范围,需要延长一定的保卫时间。对温度进行调整,重复之前的操作。
四、对于误差的计算
整个工仪表系统会采用取极大值或者视频均值两种方式来进行操作,相关的规定也没有明确要求需要采取哪种方式为了保证整个操作过程的严谨性,我们这里采取的是极大值方式法。此外,工艺仪表系统测试精度也存在有差别,一些热处理炉控温表和记录仪使用。一只热电偶有些使用独立的热电偶,前者内容在计算误差的时候会由于读表示数的不同,导致误差也存在有一定的不同,所以在给误差的时候,需要将标准值进行单独的标列。但是对于后者来说,只需要将其进行分别计算,便可测量一定的误差。
五、存在的问题
在测量的过程当中对设备有着严格的要求,要保证测试所应用的仪表准确度在0.05级之内,同时要求炉子最好为一级,二级炉子会使现场产生很大的温差变化。同时,还会出现测试不合格的情况,这样就需要对控温表的位置进行适当的调整,但是对于那些又均匀性要求的炉子,不能够进行随便的调整。
结束语
这篇文章通过以热处理工艺制梁作为主线内容,并将高温测量的方式以及航空制件热处理炉有效区测定的方式要求作为辅助的内容,介绍了相关热处理炉工艺系统对仪表系统进行测试的方式,为相关的热处理计算部门提供了一定的参考价值,希望能够在之后的实际操作过程中得到有效的使用。
参考文献
[1]柴俊彬,王军,张荣.热处理炉工艺温度仪表系统的校准与调整[J].金属加工(热加工),2017(19):20-23.
[2]曹世明.鞍钢4300mm热处理爐控制系统的研究与实现[D].东北大学,2015.
[3]詹喻威.热处理炉工艺仪表系统测试方法探讨[J].工业计量,2015,25(02):64-66.