数控拉刀花键磨床砂轮修整系统的设计与实施
2019-09-10 17:02孙延禄
锦绣·中旬刊 2019年12期
关键词:设计
孙延禄

摘 要:磨削是加工拉削刀具沟槽的主要方法,随着各种成型拉削刀具的广泛应用,对其磨削技术的要求也在不断提高。高精度、自动化已成为了磨削加工的发展趋势。由于数控砂轮修整编程复杂而又繁琐,传统的手工编程方法根本无法完成,必须由专用软件CAD绘图,利用CAM的后处理功能生成加工程序,因此齿形修整程序的软件就非常关键。
关键词:花键磨床;砂轮修整;设计
一、拉刀花键磨床概述
拉刀拉削加工较為适合民用汽车、农用拖拉机、军用重型机械零部件等零件的加工生产。现阶段,我国国内对拉刀齿形的修磨大多是工人手动修整后磨削。这一状况增加了拉刀齿形修磨的人工工作强度,降低了拉刀刀具精度、磨削效率,针对这一状况,拉刀花键磨的数控化加工变革应运而生。针对拉刀的数控齿形修磨,目前常采用的修磨方法有两种:一是采用成形修磨法,即针对拉刀齿形的形状,采用形状相同的砂轮来靠齿形修磨;二是采用轨迹修磨法,即针对拉刀齿形的曲线形状,运用数控建模、数控编程等方式来走出相应的数学曲线磨削拉刀齿形。自动生产制造技术的开发运用对于提加工效果、生产效率和降低成本。增加了我国在相关制造行业的影响力、竞争力,具有划时代的意义。
二、数控砂轮修整装置的模块化修形程序设计
普通花键磨床加工渐开线花键拉刀齿形,用70年代设计的手动修整器进行砂轮修形。这种手动修整器根据渐开线的形成原理,使用时使修整器的渐开线曲线运动,以修整出正确的砂轮形状。这种方法尽管操作方便,精度易于保证,但也存在以下缺陷:一是需要大量的基圆库以满足不同规格砂轮的修整需要,并且对于基圆直径小于φ6mm以及基圆直径大于φ160mm 的砂轮无法实现修整;二是对于加工特殊拉刀如底径小于基圆的砂轮也无法修整,常常只能靠手工修出基圆以下部分,因此砂轮的精度及加工范围都不能完全保证。为了解决问题同时满足其它非渐开线齿形砂轮的修形需要,以FANUCOi-MA数控系统用于在现有机床上进行砂轮修整装置的数控化改造,在通过模拟运行调试后,发现在实际应用中存 在一个问题:即每次加工前的准备时间很长,首先需要根据渐开线齿轮模块在电脑上用CAD软件绘图,然后利用CAM的后处理功能生成加工程序。目前尚没有合适的、可进行移植的软件来生成所需砂轮修形程序并直接用于加工,因此,为了提高改造后的数控砂轮修整装置的修整精度及修整效率,我们进行了有关的模块化程序设计。
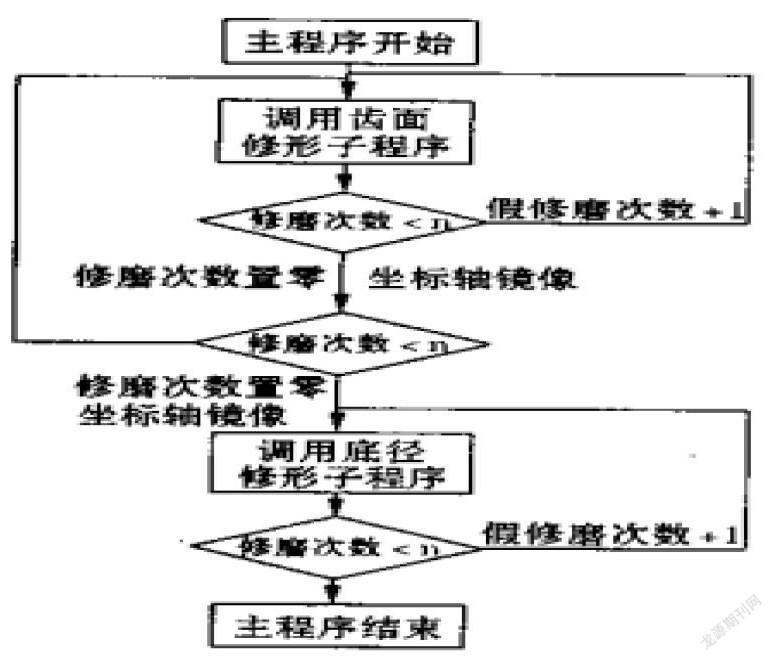
如图所示,改造后的数控砂轮修整装置采用 三支金刚石笔分别完成砂轮左、右齿面渐开线曲线 和底径圆弧的修形。因左右齿形完全相同,可采用同一个子程序通过镜像处理完成加工,而底径圆弧用另一个子程序来完成加工。为保证左右齿形和底 径的完整形状,在程序设计上还需要延长一段适当的长度,由于在数控加工中只有圆弧和直线插补指令,如果用直线段来近似代替渐开线曲线,则所取直线段必须很短以避免形成阶梯线,但大量的直线段又会增加程序代码,造成繁琐的运算,因此采用圆弧近似代替渐开线曲线,在设计程序时可适当延长拉刀齿形要求的大小径以保证有效部分的精 度,然后从大径到砂轮外侧修出一个适当的圆弧即可。由于目前市场对渐开线花键拉刀的需求越来越大,为了简化加工过程,提高加工效率,我们对各种非标渐开线拉刀的加工程序进行了模块化设计。由于渐开线的廓形线可以根据公式计算得出,用户只需输入渐开线的基本参数,通过模块化的加工程序即能自动计算有效长度及所需圆弧段数,然后结合FANUCOi-MA系统编程格式,生成一个修形主程序及两个子程序;为了简化工人操作,把修整进给量、修整次数均作为变量,以便在修整时循环进给,同时在粗加工及精加工时还可采用不同的用量进行砂轮修整。程序主框架如图所示。
利用VB编程软件,把渐开线参数作为变量并考虑砂轮宽度,首先计算出形成渐开线齿形面所需各圆弧及底径圆弧的起点、终点和半径值,然后按FANUCOi-MA程序格式生成主程序及子程序的G代码,再把所需的变量修整次数、修整量、夹具相关尺寸等以固定模式定义到子程序中可根据具体加工情况进行改动,将主程序及两个子程序以图纸号命名存为一个文本文件并通过系统通讯接口传入系统内存。通过模块化程序设计修整砂轮,不仅大大简化了编程的工作量,提高了程序运行的准确性及精度,程序的生成到输入系统只需数分钟即可完成,而且采用模块化程序设计后对操作工人的素质要求也勿需太高,更方便程序的推广应用。
砂轮修整技术一直是成型磨削加工中一个较为复杂、难度较大的技术。花键拉刀齿形加工砂轮修整的模块化程序设计亦可推广用于其它砂轮的修形,如对于要求抬高后顶尖以形成侧后角的拉刀,其砂轮的修形程序只需在现有参数的基础上加上一个抬高角度即可快速实现,并确定砂轮的修整曲线,自动生成砂轮修整程序,由此解决了齿形磨削的难题。
参考文献
[1]李治平,汝元功,唐照民.成型砂轮修整方法[J].工具技术,2017,24(7):8-11.
[2]王俊萍,陶伟华.一种检测渐开线修整齿轮齿形误差的方法[J].计量技术,2018(12):23-24.
猜你喜欢
中国品牌(2020年11期)2020-12-23
红领巾·萌芽(2020年2期)2020-05-07
学校教育研究(2019年23期)2019-12-23
Coco薇(2017年5期)2017-06-05
艺术评论(2016年10期)2016-11-28
Coco薇(2015年12期)2015-12-10
缤纷家居(2010年1期)2010-01-12
中国名牌(2009年6期)2009-07-20
体育教学(2009年11期)2009-07-14
文学少年(小学版)(2009年3期)2009-05-13