光纤并带机电气控制系统
2019-09-10 11:08杨宇霆
现代信息科技 2019年13期
摘 要:光纤并带机主要用于光纤带并带,可用于生产4芯、6芯、12芯等多种规格光纤带。本文论述了光纤并带机电气控制系统的构成及其工作原理,并就光纤并带生产过程中的光纤放线、光纤带收线张力的稳定性,光纤带收排线的平整度以及生产过程中供胶及UV固化炉功率的控制等几个重要环节及解决办法做了具体阐述。应用本设计方案生产的光纤并带机已经在国内光缆生产厂家投入使用,并取得了很好的效果。
关键词:光纤通信;光纤并带机;电气控制
中图分类号:TN818 文献标识码:A 文章编号:2096-4706(2019)13-0068-03
The Automatic Control System of Optical Fiber Ribbon Coating Line
YANG Yuting
(The No.8 Research Institute of CETC,Huainan 232001,China)
Abstract:The optical fiber ribbon machine is mainly used for optical fiber tape parallel tape. It can be used to produce 4-core,6-core,12-core and other specifications of optical fiber tape. This paper describes the structure and working principle of the electric control system of the optical fiber ribbon machine,and describes in detail several important links and solutions in the production process of the optical fiber parallel belt conveyor,such as the stability of the tension of the optical fiber belt conveyor,the smoothness of the optical fiber belt conveyor and conveyor,and the control of the glue supply and the power of the UV curing furnace in the production process. The optical fiber parallel belt conveyor manufactured by this design has been put into use in domestic optical cable manufacturers and achieved good results.
Keywords:optical fiber communication;optical fiber ribbon machine;automatic control system
0 引 言
光纤并带是光缆生产工艺中的一道关键工序。随着通信网络的大规模铺开,光缆的需求量与日俱增,光纤并带机作為生产光纤带的专用设备,现在已经在国内各大中型光缆生产厂中得到广泛应用。通过对国内以及国外光缆生产厂家的调研,结合各厂家对光纤并带机提出的改进意见及改进需求,我公司改进研制的光纤并带机进一步提高了整机的自动化程度,更加便于生产操作人员使用,其主要具有以下特点:
(1)12芯以下光纤带生产速度高达500m/min,24芯光纤带叠带生产速度可达300m/min。
(2)设备中各控制器间采用Profinet通信协议组网,提高了设备的自动化程度,同时也更加便于对设备中各部件进行远程监控维护及维修。
(3)在运行过程中对放线张力控制、并带供胶控制,UV固化炉、收排线等各部分进行实时监控,一旦出现故障会自动报警并降速停机,同时还可以通过人机操作界面查询相关故障信息。
1 光纤并带机的构成
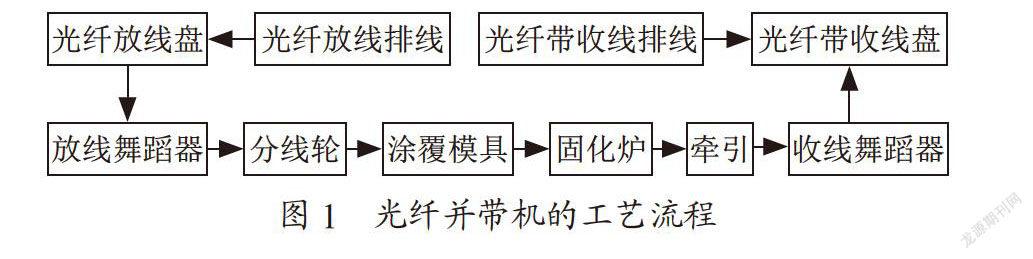
光纤并带机主要由光纤带放带单元、光纤放线单元、供胶控制系统和UV固化单元以及收线单元组成。其工艺流程框图如图1所示。
2 电气控制系统的组成与功能
在光纤并带机电气控制系统中,我们从光纤并带生产工艺的实际情况出发,同时吸收消化国外如芬兰Nextrom公司,奥地利M&S公司所生产的同类产品的优点。整个控制系统采取了上位机与下位机之间通过Profinet通信协议进行通信组网的设计方案。上位机作为生产管理级,它的服务对象主要是生产现场的相关操作人员。下位机作为生产现场监控级,需要服务整个生产过程,它的主要工作是采集生产过程中的相关参数数据,运行软件中设计的控制算法并执行相关控制输出。
2.1 光纤并带机控制系统的上位机
本设计方案中选用了威纶MT8071ip触摸屏操作面板作为上位机,配有7寸TFT LCD显示器,其分辨率可达800*480,I/O端口提供了10/100 Base-T*1以太网络接口。
上位机的主要功能如下:
(1)对生产过程中的相关参数的实际测量值,如模具温度、供胶压力等进行实时显示。
(2)通过上位机,现场操作人员可以根据需要实时对下位机中运行的相关生产参数值进行修改。
(3)显示当前设备的运行状态,并可以对生产过程中出现的故障提供查询。
2.2 光纤并带机控制系统的下位机
下位机采用了西门子可编程逻辑控制器S7-1200,它是一款外形设计紧凑,模块化的可编程控制器,可以实现各种复杂的逻辑控制、同时还可以实现与人机操作界面的网络通信等任务,在许多工业领域都使用它来实现对现场的自动化控制。本控制系统采用了CPU-1215C作为中央处理器对光纤放线、供胶系统、UV固化炉、牵引控制和收线排线等部分进行精准的控制,另外还扩展了三个模块分别为SM1223、SM1231和SM1223,用于采集和输出相关数字及模拟量信号。
3 光纤并带机的控制过程及特点
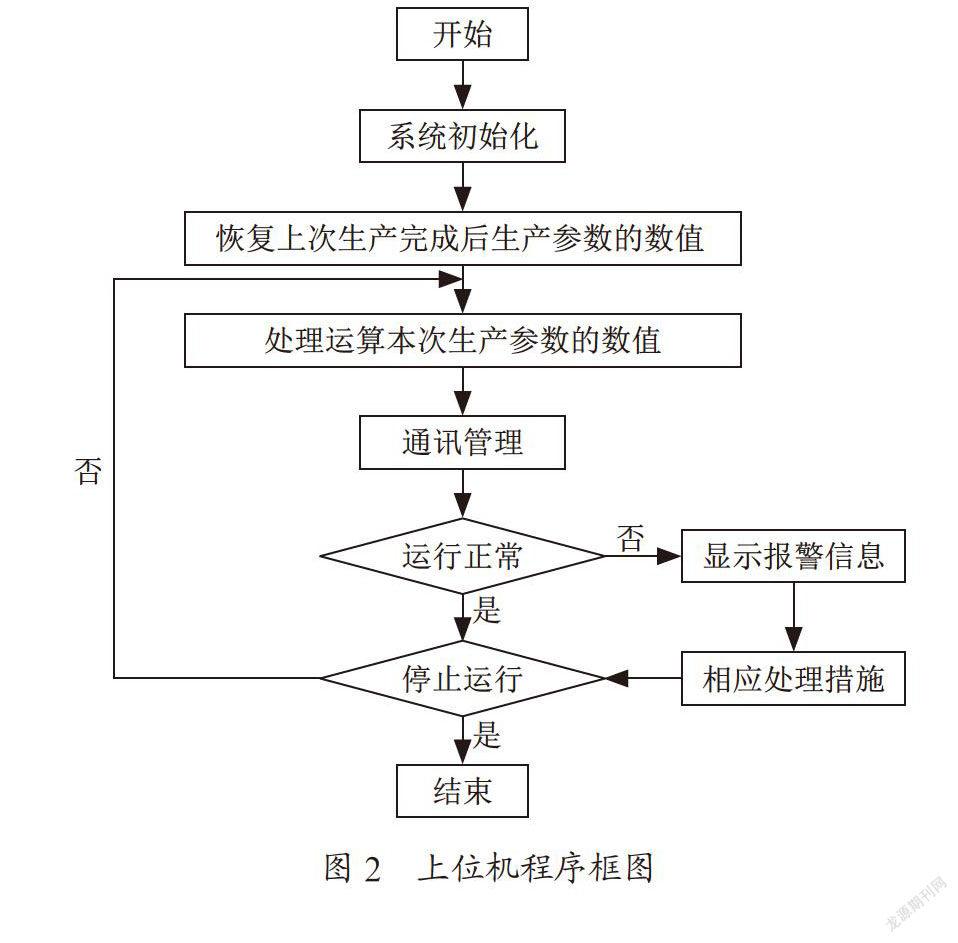
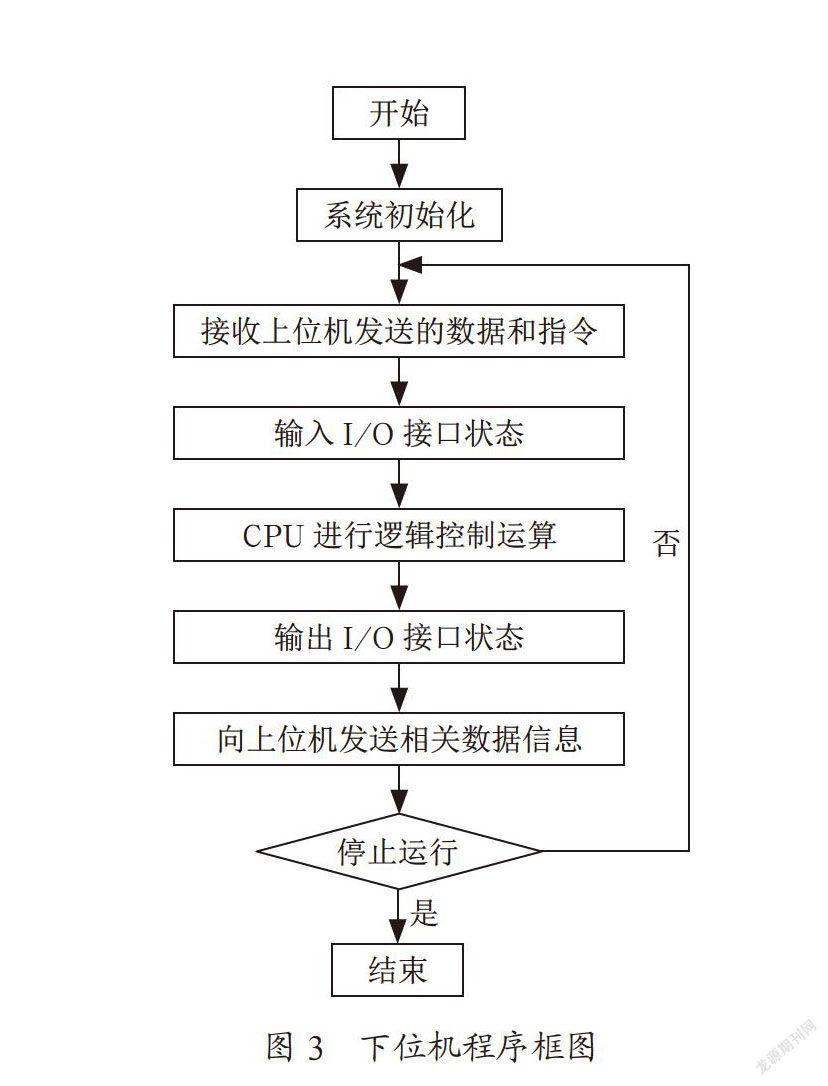
由于篇幅的限制,本文仅给出光纤并带机的控制逻辑流程图,上位机的控制逻辑流程图如图2所示,下位机的控制逻辑流程图如图3所示。
本光纤并带机是在学习了国内外同类产品优点的基础上设计的。它主要有以下几方面优势:
(1)电气部分根据电压的高低,将高电压电气元件和低压电气元件放入不同的机柜内,减少相互间的电磁干扰。
(2)采用分布离散式的控制系统,减小设备在运行过程中产生的震动。
(3)采用两台大功率FusionUV光固化炉,保证光纤带固化的可靠性。
(4)采用了Profinet通信协议对系统的各组成部分进行组网,提高了设备的自动化程度,同时也更加便于对设备中各部件进行远程监控维护及维修。
(5)在光纤进入涂覆系统前以及在光纤带收排线装置之前增加了多组除静电装置,减小了光纤的抖动,保证了生产出光纤带的平整度满足工艺要求。
4 相关重要环节的处理
与传统光纤并带机相比,本机在工艺上及电气控制上都采取了很多新的方式,在生产过程中对高压除静电装置,供胶量与光固化灯管的功率的控制、收放线的张力稳定性控制、以及排线精度的控制,都对生产出的光纤带平整度能够满足要求以及并带后的光纤附加损耗不致超标提供了可靠的保证。
4.1 光纤并带收放线张力的稳定
本机的12芯以下光纤带并带速度最高可达500m/min左右,光纤带放带单元可用于大盘光纤带的放带,光纤放线单元可以满足对50km大盘光纤的放线要求。在生产过程中,由于放线盘上的光纤和光纤带越来越少,而收线盘上的光纤带越来越多,所以收放线盘的实时盘径是在逐渐发生变化的。而与之对应的生产速度不变,这就需要通过PLC内的盘径计算控制算法来不断地对收放线盘的旋转速进行调整,从而保证收放线张力的稳定。收放线舞蹈器的稳定性能够直观反映出收放线张力的稳定性,为了确保整个并带过程中放线和收线舞蹈器的稳定。我们首先在硬件方面对放线选用了高性能的Danfoss FC360变频控制器,牵引电机、收线电机、排线电机则统一选用了松下A5伺服控制器,保证了电机运行速度的一致性。经过实际检验,这样可以使收放线舞蹈器稳定地保持在适中的位置并且生产运行过程中不需要人工干预,从而保证了光纤并带过程中收放线张力的稳定性。经过实际现场调试,用这种方法完全满足光纤并带生产的工艺要求。
4.2 保证光纤带收排线的平整度
光纤并带机在高速并带过程中收排线的稳定性是要研究的一项重要技术。光纤带收线排线是否平整直接影响到光纤带平整度及其衰减指标的好坏。由于并带过程中并带的速度最高可达500m/min,特别是当排线到达盘边时的换向过程很快,为了实现收排线的精确换向,我们将收线排线电机伺服控制器內部分频器的编码器信号输入到S7-1200的高速计数口中,这是两路可以存储电机运动速度和方向并且互差90度的方波脉冲信号,鉴于伺服电机具有很好的动态响应性能且其编码器具有很高的分辨率,我们可以用它来精确地记录当前的排线位置,从而实现收线排线精确换向。在并带前,首先要对光纤带收线盘的盘边位置进行设置,PLC会将其转化为对应的脉冲数值保存;在并带过程中,每到对应的盘边位置,PLC就会控制排线伺服电机进行换向,从而保证了光纤带在高速并带下排线到盘缘时换向的可靠性,不会在收线盘上产生堆叠或者在盘边缘形成凹陷及堆起状态。由于设备在运行过程中具有很好的动态性能,所以只需在每次并带开始时进行一次盘边位置设置,在光纤并带生产过程中不需要再次进行人工调节,满足了光纤并带过程中对光纤带排线的工艺要求。
4.3 供胶量与光固化灯管功率的电气控制
在并带过程中,光纤并带固化度的好坏以及模具内供胶量的大小是否均匀合适直接影响到光纤带的平整度以及光纤的附加损耗。在该机中采用了两台FusionUV固化炉,固化灯管的功率可调节,最大功率可达到7.5Kw。供胶系统中采用Festo比例调压阀对供胶罐内的供胶压力进行调节。通过PLC中的软件算法,根据并带速度的变化来自动调整供胶罐内的供胶压力和UV固化灯管的功率,以达到理想的并带效果。同时,在进入并带模具前的光纤分线轮处增加了高压除静电装置,避免了高速并带过程中光纤的抖动性,对光纤带的平整度指标也起到了很好的保证作用。
5 结 论
使用本控制系统研制的光纤并带机已经在国内市场投入使用,在一定程度上提升了国内光缆厂的生产能力和产品质量,尤其是良好的人机操作界面和较高的可靠性获到了厂家的好评,已经接近国外公司同类产品的相关技术水品。
参考文献:
[1] 胡寿松.自动控制原理 [M].北京:科学出版社,2013.
[2] 邹林森.光纤与光缆(下) [J].电信科学,1985(3):59-62.
[3] 王兆明.电气控制与PLC技术 [M].北京:清华大学出版社,2010.
作者简介:杨宇霆(1990-),男,汉族,安徽淮南人,助理工程师,本科,研究方向:光纤光缆设备自动化控制。
猜你喜欢
装饰装修天地(2018年21期)2018-10-21
知识文库(2018年4期)2018-05-14
科技信息·中旬刊(2017年12期)2017-10-21
卷宗(2017年14期)2017-07-19
光学仪器(2016年5期)2017-01-12
科技创新与应用(2016年34期)2016-12-23
科技视界(2016年26期)2016-12-17
中国教育技术装备(2016年20期)2016-12-12
电脑知识与技术(2016年24期)2016-11-14
企业导报(2016年12期)2016-06-17