
汽车自动化生产线多电机控制的研究分析
2019-09-03 08:14邸新伟
锋绘 2019年6期
邸新伟

摘 要:随着汽车自动化生产线的不断发展,想要做到减员增效的最好结果,单台电机控制已经不能满足生产要求了,大多数的工艺流程则需要多台电机同时控制,目前变频器、PLC与交流异步电机形成的多电机同步控制已经广泛应用于汽车生产中。
关键词:汽车自动化生产线;多电机同步控制
1 变频调速技术
1.1 变频器工作原理
变频器在汽车生产线中因其操作简单、寿命长、费用低而被广泛应用。变频器可以分为间接型变频器与直接性变频器两种类型。间接型变频器就是将工频电源逆变转换成电压可调节的直流电源。直接变频器就是将工频的交流电源转换成能够调频的交流电源。变频器工作原理如图1所示。
1.2 变频器类型
a.根据工况分类。根据不同的工况,变频器的种类也不同,例如,在控制精度不高,负载要求不是很高的情况下,选用自动化传输调速变频器,而电气设计复杂,需要的控制精度非常高,需要的变频器就是高精尖变频器还有高电压变频器、静音变频器等等;
b.根据工作原理分类。变频器工作原理不同和电流比较相似,常见的有两种,分别为交-交变频,交-直变频;
c.根据电机种类分类。这个分类为三相异步电动机变频器和同步电机变频器。
在变频器的研究中,控制系统中,负载是直接影响变频器的,负载太大,变频器选用的太小,就会造成变频器损坏,反之又会造成经济浪费,所以负载是需要精确计算的,公式如下:
2 PLC分析
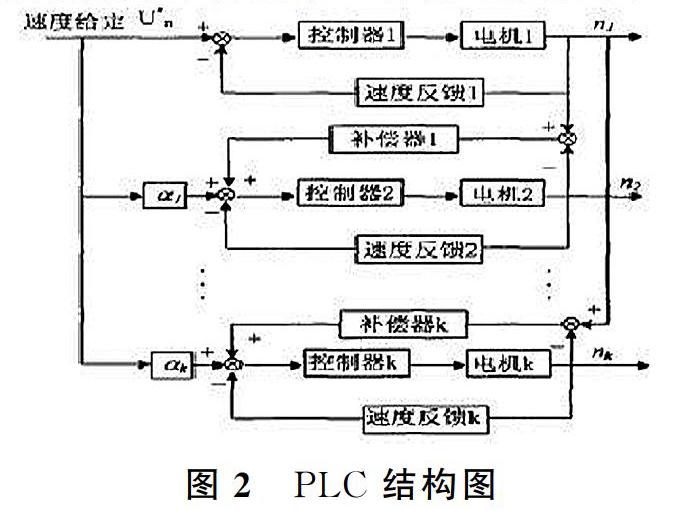
PLC是实现多电机控制的核心技术,它的作用为负责接收开关量、模拟信号的输入、同时通过控制程序可以对输出单元和元件实现控制,最终达到驱动的作用。图2为PLC的结构图。
在多电机控制系统的工作中,将PLC启动之后,需要将扫描输入进去,通过系统检测执行程序,通过执行程序最后进行输出,整个工作原理图如图3。
在汽车自动化生产线上,PLC是核心,它的主要作用就是对整个生产线实现控制,同时对生产线起到监督的作用,定时器、计数器等等命令的实现,在汽车生产线上使用PLC的主要特点就是稳定性高、通用性强、简单、扩展能力强。
3 多电机驱动与同步
在汽车生产线的多电机控制系统的研究与实现上,方案有很多种,作为常见的有以下三种:(1)相同外部电压,并联控制,这种控制方式是通过外部给定一定电压为前提,同时还可以能够体现控制电机相互之间的联系,并联控制方式在生产线中的应用结构非常清晰、同时在现场实际施工中也简单,系统整体开启后,电机的相应速度快,不会出现滞后的现象,但是同时也会存在负载出现问题时候会给整个系统带来误差。(2)相同外部电压,串联控制,这种控制方式相对于并联,在汽车生产线上应用的比较广泛,这种控制方式也叫主从控制法,主要就是将一个电机作为主控制电机,在选择另一个电机作为从控制电机,在这种控制方法中,速度信号和位移信号是在主电机控制系统中发出的,而从电机系统中发出的信號为速度信号和位移信号的输出信号,在整个系统的控制中,速度调节器进行控制的时候,从电机的气动一般会比主电机要慢,同步性不是很好,不能应用于精密的控制系统中,同时也会受到负载的影响。(3)补偿控制法,这种方式是通过给多个电机施加相同的电压,在不同电机的转速中,对速度进行补偿,从而输入到输出端,这种控制方式最好,不会受到负载而影响,同时在启动上也很多元化,同步性能好,是一个在汽车生产线多电机控制中比较理想的控制方式,如图4。
4 结论
在现代汽车生产线的设计与应用中,多电机同步已经成为必不可少的设计部分,同时也是应用最广泛的系统,传统的生产线采用数字量和模拟量作为控制作为常见,这种控制方式的应用最大的缺点就是控制的精度不是高,通过多电机的使用,可以保证每个环节的控制通过本身的电机进行,达到每个工位的精确控制,实现生产线的并行,在结合PLC的控制方式,可以完成对汽车生产线整体的控制。
参考文献
[1]李志民,张玉洁.同步电机调速系统[M].北京,机械工业出版社,2006.
猜你喜欢
今日农业(2021年13期)2021-11-26
中学生数理化·中考版(2021年10期)2021-11-22
锻压装备与制造技术(2021年2期)2021-07-19
现代企业文化(2016年1期)2016-12-23
中国环境监察(2016年7期)2016-10-23
设备管理与维修(2016年7期)2016-04-23
通信电源技术(2016年1期)2016-04-16
通信电源技术(2016年5期)2016-03-22
有色金属设计(2015年2期)2015-02-28
自动化博览(2014年4期)2014-02-28