
CRTSⅢ型板式无砟轨道常见施工质量问题及控制关键技术
2019-09-03 01:03吴立娜
铁道建筑 2019年8期
吴立娜
(中国铁路总公司 工程管理中心,北京 100844)
CRTSⅢ型板式无砟轨道是我国拥有自主知识产权的一种新型无砟轨道结构。经过10余年研发及应用,在理论分析、结构设计、试验研究、工程材料、建造技术、养护维修、结构耐久性以及技术经济性等方面的研究工作基本完成[1-2],形成了先张法预应力轨道板、后张法预应力轨道板和普通钢筋混凝土轨道板3种基本板型。这些板型结合“纵向单元、垂向复合”设计思路,可适应多种气候环境条件,且具有较好的耐久性和可维修性。
与有砟轨道相比,无砟轨道具有少维修的优点,但当出现质量问题时,也具有难维修的缺点。前期工程实践表明,线路运营中的主要问题是建设阶段遗留下的问题。尽管CRTSⅢ型板式无砟轨道结构在研发时考虑了可更换维修条件,但是一旦投入运营,更换难度与成本依然较大。为减少施工过程返工及运营阶段维修管理作业量,本文总结CRTSⅢ型板式无砟轨道施工技术[3-8],分析施工过程中容易出现的质量问题[9-11]及其产生原因,并提出相应的解决措施,为后续相关工程质量控制提供参考。
1 CRTSⅢ型板式无砟轨道结构
CRTSⅢ型板式无砟轨道(如图1所示)是在吸收CRTSⅠ,CRTSⅡ型板式和双块无砟轨道结构技术特点基础上,通过结构优化再创新研制而成的。路基、桥梁、隧道地段结构形式统一,均采用单元结构,由钢轨、扣件、轨道板、自密实混凝土层、钢筋混凝土底座、隔离层及限位结构等部分组成。轨道板在工厂预制;自密实混凝土层现场浇筑,与轨道板形成复合结构并与底座预留凹槽形成榫卯限位;路基和隧道地段2~4块轨道板设置一段底座,桥梁地段每块轨道板设置一段底座;复合结构与底座之间设置隔离层。

图1 CRTSⅢ型板式无砟轨道结构示意
2 施工质量问题及控制技术
2.1 轨道板铺设精度
2.1.1 主要问题
轨道板承受列车荷载并提供扣件接口,其铺设精度直接影响轨道几何状态。常见问题有:①铺设精度偏差超出验收标准,但仍在建设期扣件有效调整范围内,方向调整一般不大于扣件左右调整量的一半,高程调整不超过10 mm。其影响是轨道精调扣配件用量增大,增加工程成本。②铺设精度超出建设期扣件有效调整范围,需拆除返工。③线路开通运营后轨道几何状态发生变化,超出维修管理限值,造成列车限速运行,甚至须停运整治。
2.1.2 原因分析
影响轨道板铺设精度的因素较多,主要有:①铺设过程质量控制不严,固定措施不牢,监控措施不到位,造成自密实混凝土浇筑过程中轨道板发生位移。②线下工程沉降评估、CPⅢ轨道控制网布设与评估、线下工程的验收及复测等无砟轨道铺设前提条件未严格执行,造成铺设精度偏差较大,或后期线下工程沉降变形引起轨道几何状态变化。③轨道板的预制精度控制不到位,进场验收把关不严,不合格品流入,影响轨道几何状态。
2.1.3 施工控制关键措施
1)加强线下工程沉降评估。无砟轨道铺设于路基、桥梁及隧道上,对线下工程变形具有较强的敏感性。为了更好地控制轨道几何状态,满足运营期间线路高平顺、少维修要求,无砟轨道施工前须满足线下工程沉降稳定要求。目前,沉降观测存在部分观测数据不真实、布点不合理等问题,造成评估结果不准确,导致无砟轨道运营后甚至施工过程中线下工程出现沉降变形,进而造成轨道几何状态变化过大。该问题主要发生在路桥过渡段、软弱地基处理段与隧道段。所以,在无砟轨道施工前应严格进行线下工程沉降评估,除加强现场管理外,还应积极推行信息化管理措施,保证数据与测量频次满足Q/CR 9230—2016《铁路工程沉降变形观测与评估技术规程》要求;在路桥过渡段、软弱地基段加密沉降观测点,加强改良膨胀土填料路基地段填筑层(路基表面增加沉降观测点)、隧道地段仰拱回填层顶面的沉降观测等,及时进行沉降数据分析,尽早发现问题,提前整治。
2)加强CPⅢ控制网布设与评估。CPⅢ控制网是轨道工程施工的基础,直接影响无砟轨道铺设精度。目前发现的无砟轨道铺设精度超标问题中,60%以上是由于CPⅢ控制网管理不力造成的。前期曾出现CPⅡ 控制网没有及时复测导致CPⅢ控制网整体精度不足造成长大段落无砟轨道精度偏差过大而返工的问题、隧道内CPⅢ控制网贯通测量前开始无砟轨道施工导致测量误差未及时消除进而造成无砟轨道衔接段方向出现“穿袖”问题、长大桥梁地段 CPⅢ点不稳定且无砟轨道施工前未进行复测造成施工测量偏差的问题、 CPⅢ控制网未评估完成即开始施工造成评估成果调整影响施工精度等问题。因此,无砟轨道施工前应按照TB 10601—2009《高速铁路工程测量规范》及相关管理办法加强CPⅢ控制网布设及评估工作,并定期或在特殊工况下进行复测,避免因CPⅢ控制网问题引起的无砟轨道铺设偏差问题。
3)加强线下工程验收及复测。无砟轨道施工前应对线下工程进行验收,避免因线下工程质量问题导致无砟轨道返工。除实体质量验收外,还应重点对线下工程标高、中线位置、梁缝位置、宽度等进行复测,根据实测数据,利用设计-施工一体化软件进行施工布板,消除线下工程施工误差影响,避免出现轨道板纵向压缝、梁缝处扣件间距超标、底座厚度不足等问题。
4)加强轨道板进场验收及存放。轨道板进场验收除按照标准要求进行相关内容验收外,重点应对轨道板平面度进行复检。随着轨道板生产工艺的改进,在轨道板水养完成时其平面度基本可达100%满足规范要求,但轨道板场长期监测数据表明,随着混凝土龄期增长轨道板平面度有进一步发展趋势,基本在1~2 mm。由于成品CRTSⅢ型轨道板铺设无龄期要求,出厂与铺设时间间隔较长,加之现场存板条件受限,轨道板易出现翘曲变形,虽不影响整体轨道精度,但对扣件调整量有直接影响,所以在现场轨道板验收时应多加注意,重点控制。
5)加强施工工艺过程控制措施:①轨道板精调完成后12 h内未进行自密实混凝土浇筑,须重新复测,以减小长时间放置对精调效果的影响。②自密实混凝土浇筑前重新检查模板、轨道板的固定措施。③自密实混凝土浇筑过程中,采用百分表监测轨道板水平及高低位置变化。④自密实混凝土浇筑完成后及时复测,发现问题及时反馈,完善施工工艺。
2.2 底座
2.2.1 主要问题
底座施工过程中存在的主要质量问题有限位凹槽四角裂纹、底座表面及横向裂纹等(如图2所示)。
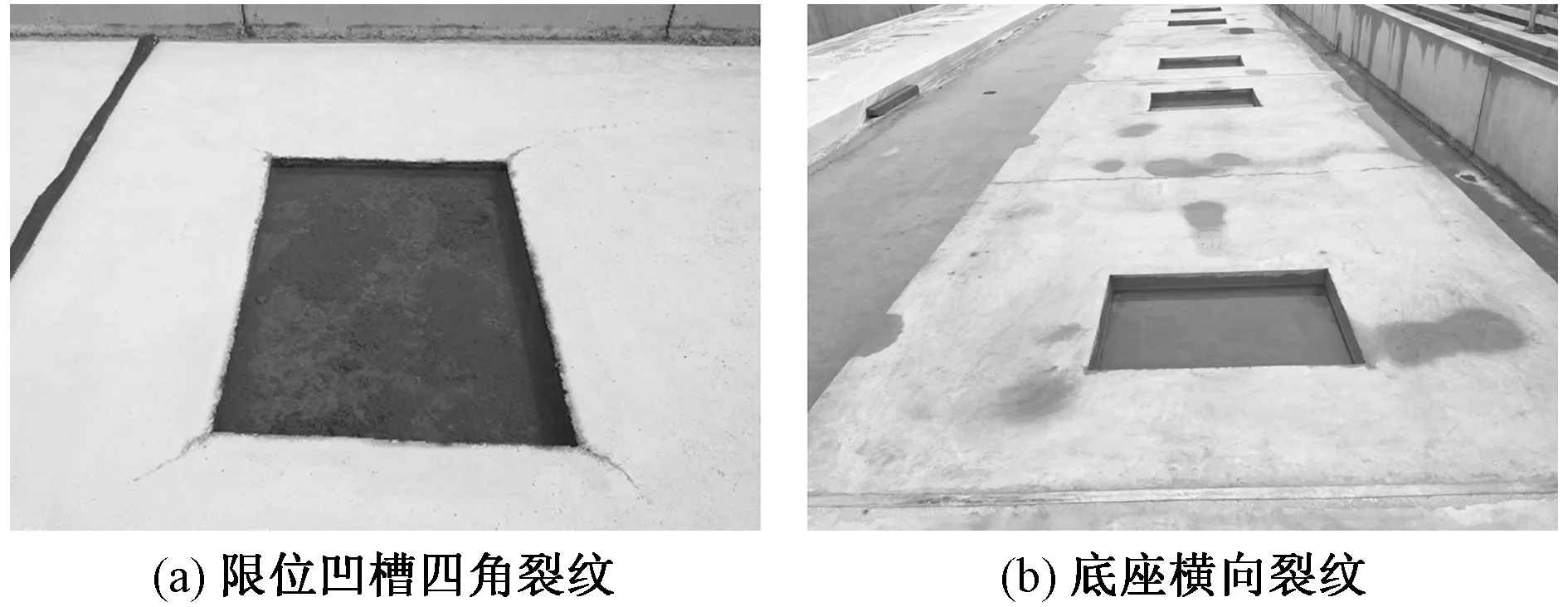
图2 底座主要质量问题
2.2.2 原因分析
CRTSⅢ型板式无砟轨道每块轨道板对应底座设置2个100 cm×70 cm×10 cm限位凹槽,其四角裂纹主要成因为:①限位凹槽呈矩形,受混凝土收缩徐变影响,四角产生应力集中。②底座混凝土浇筑过程中,施工人员为了避免混凝土外溢并减少对限位凹槽模板的影响,混凝土不直接浇筑到凹槽周边,而是通过混凝土流动性辅以振捣棒振捣到达,致使凹槽周边粗骨料相对较少,水泥砂浆集中,导致该处混凝土收缩变形加大。③在底座混凝土振捣过程中,施工人员潜意识地避让凹槽模板,振捣密实度不足。上述因素作用下,拉应力大于混凝土抗拉强度时将产生裂纹,此类裂纹虽对结构受力影响较小,但其长期存在,可影响底座耐久性。
底座表面及横向裂纹一般有表层微细裂纹和横向贯通裂纹2种形式。主要原因为:①混凝土配合比不合理,为了利于泵送施工及加快模板周转,个别施工单位在混凝土配合比设计时,提高了混凝土的早期强度,增大了胶凝材料比例,加大了水灰比,塌落度甚至超过220 mm,致使底座混凝土前期收缩变形较大,形成表面裂纹。②底座与自密实混凝土施工时间间隔不足,在底座混凝土强度未达到设计要求时浇筑自密实混凝土,此时底座混凝土仍处于收缩变形发展阶段,而为防止自密实混凝土与轨道板离缝,自密实混凝土具有一定微膨胀性,致使限位凹槽侧向受力,产生横向贯通裂纹。此类裂纹一般在自密实混凝土浇筑1周后出现,且具有一定规律性。
2.2.3 施工控制关键措施
通过大量现场试验验证,结合CRTSⅠ型双块式无砟轨道道床板施工经验,总结施工关键控制技术为:①吸取新建兰新铁路第二双线CRTSⅠ型双块式无砟轨道道床板混凝土相关经验,底座混凝土配合比执行“三低一高”(低胶材、低用水量、低坍落度、高含气量)技术路线,尤其要严控水灰比和塌落度,泵送混凝土塌落度控制在160 mm以内,斗送混凝土塌落度控制在140 mm 以内,并建议有条件时优先采用斗送方式。②加强底座混凝土的早期养护,提高混凝土的抗裂性能,并对未铺设轨道板的地段进行覆盖养护,减小温度应力。③科学控制施工步距,确保底座与自密实混凝土施工间隔不小于1个月。④限位凹槽周边混凝土采用人工直接浇筑方式,保证粗骨料比率及均匀性,利用振捣棒充分振捣,并在限位凹槽四角设置防裂钢筋的基础上增设防裂钢筋网。
2.3 自密实混凝土
2.3.1 主要问题
自密实混凝土层是CRTSⅢ型板式无砟轨道的重要组成部分,不仅起到充填调整作用,还与轨道板形成复合板共同受力、变形和振动,也是CRTSⅢ型板式无砟轨道区别于其他轨道形式的核心所在。目前主要问题是厚度偏差过大,泡沫层、自密实混凝土与轨道板间离缝等(如图3所示)。
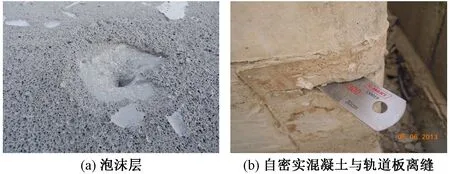
图3 自密实混凝土质量问题
2.3.2 原因分析
自密实混凝土层厚度偏差主要由底座标高控制不严、顶面标高高于或低于设计值所致。泡沫层的形成主要是由于混凝土配合比不合理、拌和物扩展度过大、拌和物黏度不足等。自密实混凝土层和轨道板离缝等主要是由于自密实混凝土过稀、浇筑前限位凹槽内积水未清除,由于密度差异,浇筑过程中的泌出水或限位凹槽积水被驱赶至轨道板和自密实混凝土接触面,从而形成层间离缝。
2.3.3 施工控制关键措施
无砟轨道施工前对线下结构进行复测,当桥面标高超标影响底座厚度又不能调整时,应及时按程序进行变更设计。轨道板防上浮压紧装置每块板不少于5道,自密实混凝土浇筑过程中采用百分表进行监控。加强自密实混凝土原材料及制备过程控制,保持工作性能稳定。自密实混凝土浇筑前通过轨道板观察孔检测底座限位凹槽,若有积水须及时排出。
2.4 伸缩缝嵌缝
2.4.1 主要问题
为防止雨水通过底座伸缩缝流入线下结构尤其是路基本体,影响线下结构稳定性及耐久性,在底座伸缩缝处填充嵌缝材料进行防水设计。嵌缝材料由闭孔聚乙烯塑料泡沫板、密封胶、界面剂组成。其主要质量问题为密封胶自身开裂、密封胶与底座端部离缝等,如图4 所示。
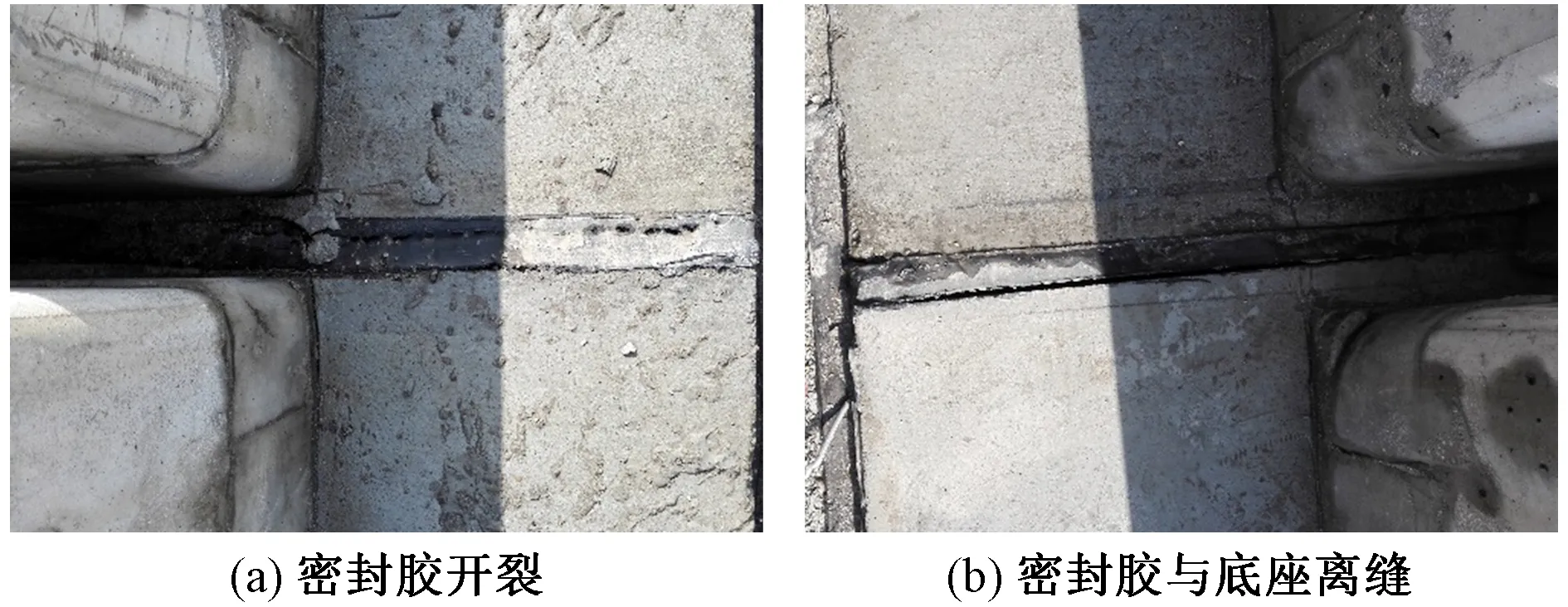
图4 伸缩缝嵌缝主要质量问题
2.4.2 原因分析
伸缩缝嵌缝问题的原因:①密封胶质量不合格,目前密封胶主要采用双组分聚氨酯或单组分硅酮,由于市场较混杂致使不合格产品流入,所使用的材料拉伸强度、伸长率、黏结性能、耐老化性能不满足要求,短期内发生材料本体开裂现象。②施工工艺及过程控制不达标,底座端部混凝土面清理不干净、界面剂没有涂刷完整等影响密封胶与底座端面的黏结,造成离缝。
2.4.3 施工控制关键措施
加强材料进场验收,确保嵌缝所用材料的品种、规格、质量等符合设计要求和相关标准规定,严禁低价劣质材料进入。伸缩缝内清理干净,保持清洁、干燥,伸缩缝两侧混凝土面用角磨机打磨,清除浮浆、脱模剂、养护剂等杂物,并用吹风机清理干净。界面剂涂刷均匀,全部覆盖接触面,待表面干燥30 min后再灌入密封胶。双组分密封胶应严格按照厂家配比搅拌均匀,一次拌制的材料应在30 min内使用。
3 结语
自2010年5月以来,采用CRTSⅢ型板式无砟轨道的成灌、成彭支线、盘营、武汉城际、沈丹、成绵乐、郑徐等铁路相继建成,开通里程超过 1 700 km,在建线路超过 4 000 km,并且走出国门,应用于印尼雅万高速铁路。CRTSⅢ型板式无砟轨道不仅是我国高速铁路无砟轨道的主要形式,也适用于城际铁路等工程建设,应用前景广阔。
目前,CRTSⅢ型板式无砟轨道已成为高速铁路领域的“中国品牌”,将其发扬光大不仅需要结构体系自身的技术优势,还在于建设过程中良好的施工质量。因此,须关注施工中的任何一个细节,加强关键工序过程控制,做到精益求精,切实保证CRTSⅢ型板式无砟轨道的施工质量。
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20
汽车实用技术(2022年16期)2022-08-31
铁道建筑技术(2021年4期)2021-07-21
矿产勘查(2020年5期)2020-12-25
哈尔滨轴承(2020年4期)2020-03-17
建材发展导向(2019年10期)2019-08-24
小学教学研究·新小读者(2017年7期)2017-07-29
北京航空航天大学学报(2016年12期)2016-02-27
汽车零部件(2014年9期)2014-09-18
学苑创造·A版(2014年1期)2014-04-09
