机械加工中工件作用尺寸的控制技巧与分析
2019-08-31 07:02王秋敏
中文信息 2019年8期
王秋敏

摘 要:通过控制试切端实际尺寸,间接保证体外作用尺寸,进而获得足够装配精度;并且进一步提供了工艺保证。
关键词:实际尺寸 作用尺寸 喇叭形形状误差 鼓形形状误差 工艺措施
中图分类号:TG506文献标识码:A文章编号:1003-9082(2019)08-0-01
机械加工中,经常进行试切法调整。而试切法直接控制的是工件局部实际尺寸,对作用尺寸的控制则是间接的。如果工件形状误差过大,可能导致体外作用尺寸超出公差带,从而影响装配精度。因此,本文将通过分析工件实际尺寸和作用尺寸的关系,给出体外作用尺寸的控制技巧。
一、作用尺寸与实际尺寸的关系
作用尺寸是指工件装配时起作用的尺寸,是局部实际尺寸与形状误差的综合作用。作用尺寸包括体外作用尺寸和体内作用尺寸,见图1所示,dfe为体外作用尺寸,da为局部实际尺寸。对于外表面,体外作用尺寸=实际尺寸+形状误差。
体外作用尺寸影响工件的配合间隙,进一步影响装配精度。当零件有装配精度要求时,新国标推荐使用包容原则,保证体外作用尺寸和形状误差都能处于最大实体边界范围内。操作过程中,形状误差可由机床精度保证,而体外作用尺寸,可以通过压缩尺寸公差带、提高加工精度的方法来获得。
1.喇叭形形状误差轴的体外作用尺寸
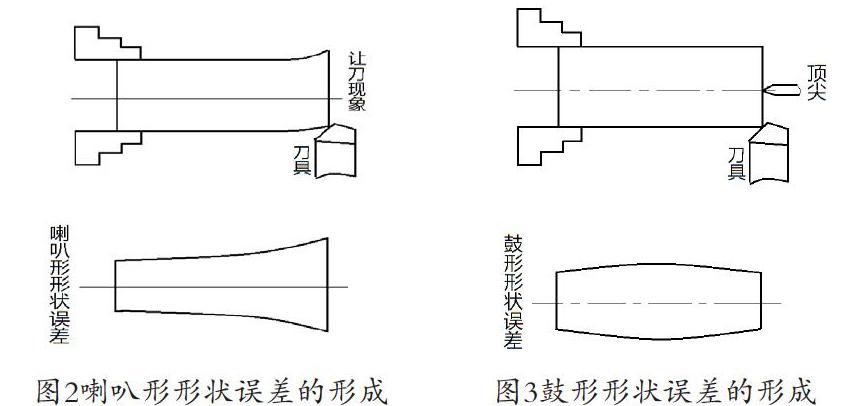
在卧式车床或外圆磨床上加工短轴类零件时,可不使用顶尖,但这种装夹会产生一定的圆柱度误差,会影响体外作用尺寸。由于未采用尾座顶尖定位,远端受切削力作用会产生变形,从而出现“让刀”现象,导致远端切除的金属层较薄,使零件出现远端大、近端小的喇叭形圆柱度误差,见图2所示。所以,要控制试切端实际尺寸偏向最大极限尺寸,以避免小端尺寸超出最小极限尺寸。
2.鼓形形状误差轴的体外作用尺寸
如果工件较长,通常采用卡盘和尾座顶尖的组合装夹。该种装夹方法,零件中部刚性差,易变形,中部出现“让刀”现象,使零件中部切除的金属层较薄,两端切除的金属层较厚,因此,出现了中间大、两端小的鼓形圆柱度误差。见图3所示。
在采用卡盘和尾座顶尖的组合装夹时,如果机床卡盘刚度不足,则卡盘的变形会使工件产生左端大、右端小的锥形误差,而体外作用尺寸分析与上类似,不再赘述。
由于工件产生了形状误差,体外作用尺寸综合了实际尺寸和形状误差,对于外表面工件,体外作用尺寸应大于实际尺寸。或者说实际尺寸在公差带的位置,最后影响了体外作用尺寸,因此,应合理控制试切端实际尺寸,以便保证体外作用尺寸的合格性。
二、试切端生产公差
1.喇叭形形状误差轴的试切端生产公差
由于零件呈现喇叭形形状误差,试切端(即远端)尺寸较大,所以,控制试切端尺寸偏向而不超出最大极限尺寸即可,而小端尺寸也肯定不会超出该尺寸。如果机床精度足够,小端尺寸也不会超出最小极限尺寸,根据体外作用尺寸的原理,则体外作用尺寸也不会超出尺寸公差带,实际尺寸和体外作用尺寸均不会超出尺寸公差带,达到装配精度要求。
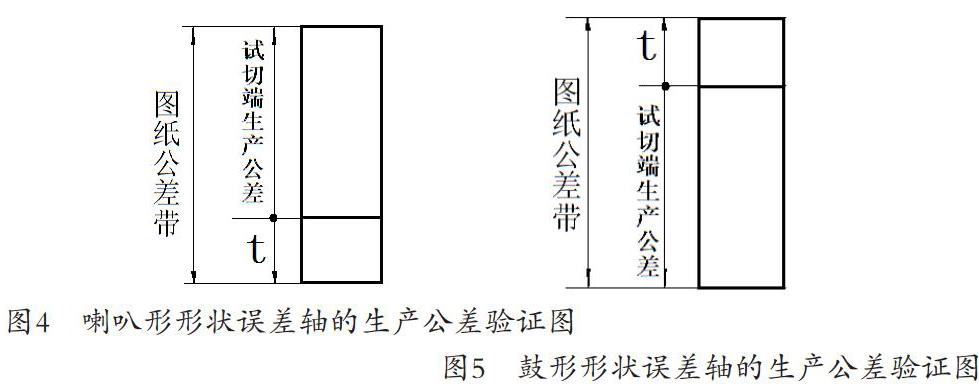
实际调整过程中,如果机床或工装精度不足,可能会导致小端尺寸超出最小极限尺寸的情况,所以,在保证机床或工装精度的前提下,将试切端生产公差带压缩到图纸公差带的上部,压缩量要能补偿形状误差的量。见图4所示,t为形状误差。
2.鼓形形状误差轴的试切端生产公差
鼓形误差轴的调整过程中,试切端(即远端)尺寸小,如试切时在公差带内,而中部尺寸大,可能超出最大极限尺寸,因此,试切端尺寸应控制在偏向最小极限尺寸,将生产公差带压缩到图纸公差带的下部,压缩量要能补偿形状误差的量,见图5所示。在形状误差能够由机床精度保证的前提下,零件中部尺寸也不会超过最大极限尺寸,同时体外作用尺寸也会在公差范围内。
三、工艺措施
为防止工件出现不可修复的废品,一方面可以通过控制零件试切端公差带来实现,即: 喇叭形形状误差轴,压缩试切端公差带到尺寸公差带的上部;鼓形形状误差轴,压缩试切端公差带到尺寸公差带的下部。另一方面,也可采用一定的工艺措施,确保零件的实际尺寸和作用尺寸均处于尺寸公差带内,以保证装配要求。
1.喇叭形形状误差轴的工艺措施
对于长度超过一定范围的轴,如果不用尾座顶尖辅助定位,可能会出现喇叭形圆柱度误差,所以,工艺上通过施加一个尾座顶尖定位,工艺系统的刚度会大大提高,喇叭形圆柱度误差会得到缓解。见图6所示。
2.鼓形形状误差轴的工艺措施
对于长度很长的轴,例如粗车削丝杠外圆时,如果采用卡盘、尾座顶尖装夹,由于长轴中部刚性差,会出现鼓形误差,所以,应提高长轴的刚性。工艺上可以采用安装跟刀架方案来解决。另外,为了解决长轴受压不稳定的问题,将走刀方向变为反向走刀,使工件受拉力,提高了工件的稳定性,见图7所示。该方案针对细长轴,采用卡盘或专用夹具夹紧、尾座辅助定位、跟刀架提高刚度、反向走刀提高稳定性,有助于提高工件各项精度。
由以上分析可知,我们可以通过控制试切端生产公差带、或采用有效的工艺措施,保證零件的实际尺寸和作用尺寸都在其尺寸公差带内,在试切保证实际尺寸的同时,也能保证作用尺寸,以获得足够的装配精度。