CO2汽提法尿素装置尾气治理技改总结
2019-08-30 09:15谢群力赵小芳吕丙航
肥料与健康 2019年3期
谢群力,赵小芳,吕丙航
(河南晋开化工投资控股集团有限责任公司 河南开封 475002)
河南晋开化工投资控股集团有限责任公司二分公司3套400 kt/a尿素装置始建于2010年,其中A装置和B装置生产中颗粒尿素,C装置生产大颗粒尿素,均采用CO2汽提工艺,单套设计尿素产能1 330 t/d,于2012年11月和2013年6月先后投产并达产达效,高压系统A装置和B装置日产稳定在1 400 t左右、C装置日产稳定在1 300 t左右。随着电价调整后,在安全可控的条件下挖掘单套装置的最大潜能,经摸索攻关,目前单套中颗粒尿素装置产能提高至1 530 t/d且运行稳定。但是装置负荷增大后,排气筒排烟量较大,尾气中氨含量升高,在排气筒下风向处可不时闻到刺鼻的氨味。
针对出现的问题,通过对现有设备进行调整,但仍无法解决问题。
1 排气筒尾气中氨含量高的原因分析
经分析,排除了安全阀泄漏的原因,确定排气筒尾气中的氨主要来自常压吸收塔的尾气。常压吸收塔的主要作用是吸收低压系统低压洗涤器的尾气和解析水解系统回流冷凝器的尾气,而后经排气筒进行排放。随着装置生产负荷的增大,惰气放空量增加,尾气带出的未反应的氨和CO2量随之增加,超出了常压吸收塔的吸收能力,未被吸收的氨随着尾气进入排气筒,不仅造成资源浪费,同时也影响周边环境。
1.1 改造前流程及排气筒概况
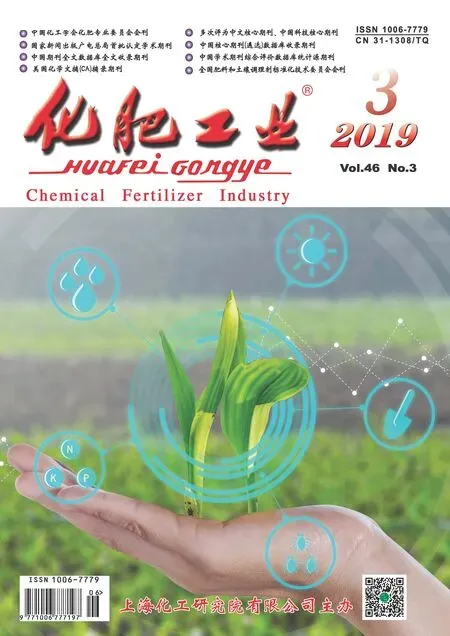
原设计的尿素装置尾气吸收流程如图1所示,排气筒尾气排放概况如图2所示。低压系统经低压洗涤器洗涤的尾气和解析水解系统经回流冷凝器回收后的尾气进入常压吸收塔底部,经填料层与来自低压吸收塔的液相逆向接触,吸收后的尾气送至排气筒,液相进入氨水槽。在满负荷运行的情况下,吸收能力可以达到设计效果;在超负荷工况下运行,从排气筒处用球胆取样分析气体,气体冷凝后球胆内有少量的白色粉末,经分析为碳酸氢铵,由此证明排气筒的放空尾气中同时存在氨和CO2,且其含量高于满负荷运行工况。
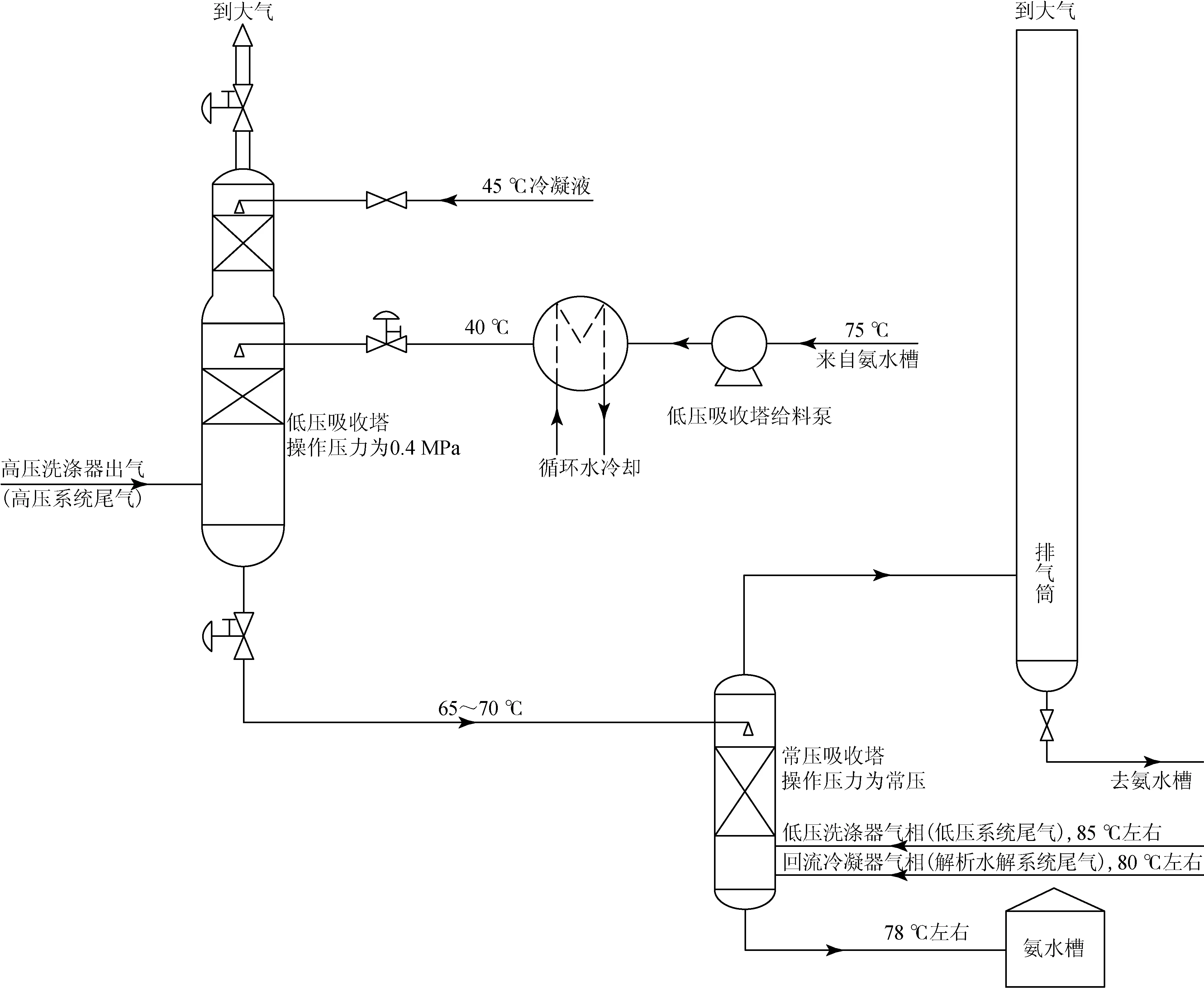
图1 原设计的尿素装置尾气吸收流程
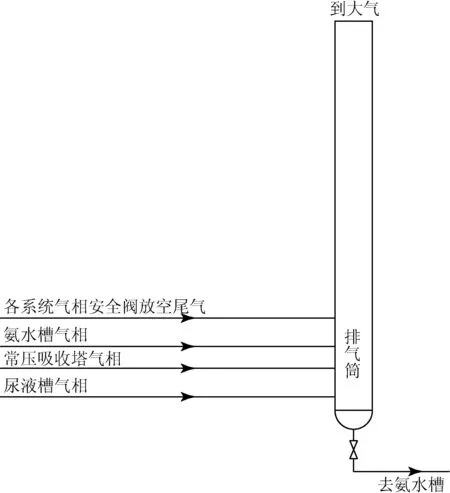
图2 排气筒尾气排放概况
1.2 尾气吸收存在的设计缺陷
设置常压吸收塔的目的是为了回收尾气中的氨,使之达到环保排放的目的。如图1所示,常压吸收塔设计选用的吸收液为来自低压吸收塔的液相,其为氨水槽内的溶液经泵加压、冷却器冷却至40 ℃后送入低压吸收塔作为吸收液吸收高压系统高压洗涤器的尾气,洗涤吸收后的液相再送至常压吸收塔作为吸收液。在此过程中,存在放热化学反应(2NH3+CO2=NH4COONH2+Q),因此低压吸收塔出液温度一般在65 ℃左右,再进入常压吸收塔作为吸收液洗涤回收低压系统近80 ℃的尾气,不但不能起到吸收作用,反而会使在低压吸收塔内吸收的NH3和CO2闪蒸出来,即常压吸收塔根本无法发挥作用,尾气中的氨不能被彻底洗涤回收利用,从而导致尿素生产氨耗较高。
2 改造方案
为解决此问题,尝试降低回调水和低调水温度来降低进入常压吸收塔的吸收液温度,但由于排气筒尾气排放量大、温度高,效果并不明显。通过分析比对和数据跟踪,最终决定利用低温有利于吸收的特点改造尾气吸收流程。
2.1 增设换热设备
如图3所示,在低压吸收塔出液进常压吸收塔之前增设板式换热器,低压吸收塔出液降温后再进入常压吸收塔,以提高其吸收氨和CO2的效果。
图3 增设换热设备示意
2.2 排气筒内增设喷淋吸收设施
如图4所示,在低压吸收塔顶部吸收液管线上甩头,在排气筒顶部增设45 ℃蒸汽冷凝液喷淋吸收设施,包括工艺管线和2个喷水量1.5 m3/h、喷洒圆环面积1.2 m2、压力0.2 MPa的喷头,2只喷头上下错开200 mm,形成2层吸收。
3 改造后运行情况分析
2015年9月,B装置常压吸收塔吸收液增设板式换热器降温,在冷却水全开的情况下,吸收液温度可降至35 ℃,常压吸收塔出气温度由85 ℃降至70 ℃,出液温度也下降了5 ℃,氨水槽内溶液中氨和CO2含量升高较多。但氨水槽内溶液中氨和CO2含量的升高造成解析水解系统负荷增大、回流液浓度增大、低压系统压力升高,整个系统不易调节,其主要原因是整个操作系统的物料、水、汽平衡被打乱,而对应的操作条件未及时变化所致。为此,不断调整板式换热器的出液温度、吸收量、甲铵泵变频、氨碳比、水碳比,重新建立系统的平衡。经过7 d的摸索,板式换热器出液温度控制在40 ℃左右时,不仅可实现稳定运行,而且操作人员也能够熟练操作控制。
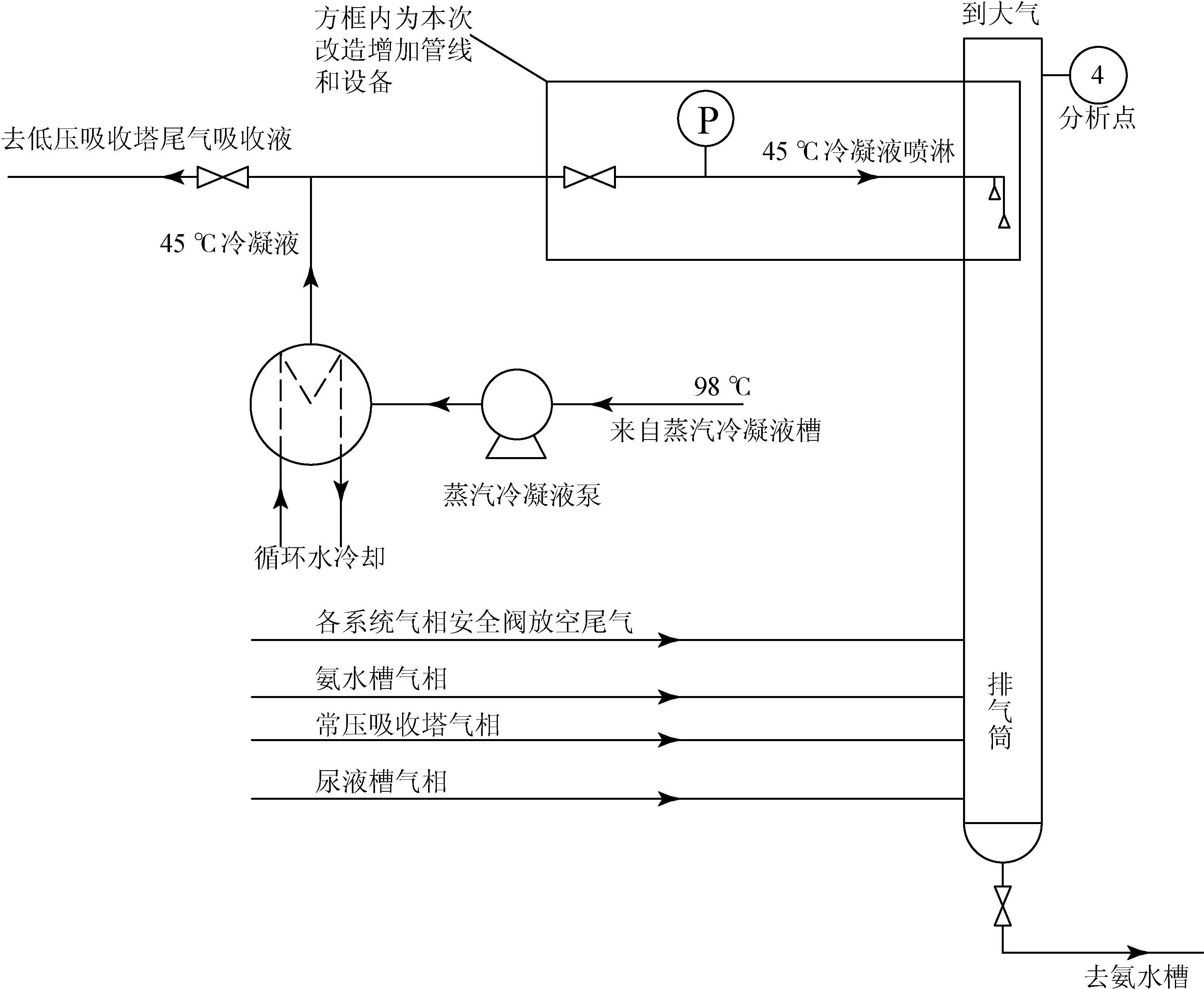
图4 排气筒内增设喷淋吸收设施
2016年2月采用相同的措施对A装置以及C装置进行了改造,并于3月5日白班投入运行,板式换热器出液温度控制在约40 ℃时运行稳定。如图3所示,改造前后分析点①、②和③部分分析数据(表1和表2)表明:改造前,A装置和C装置氨水槽溶液平均含氨质量分数分别为7.6%和7.9%,改造后均为9.0%,即含氨质量分数提高了1.1%~1.4%;改造后,A装置常压吸收塔出液含氨质量分数比进液平均提高1.76%,B装置平均提高1.55%,C装置平均提高1.50%。
4 效益分析
3套尿素装置尾气吸收改造共投资20万元。
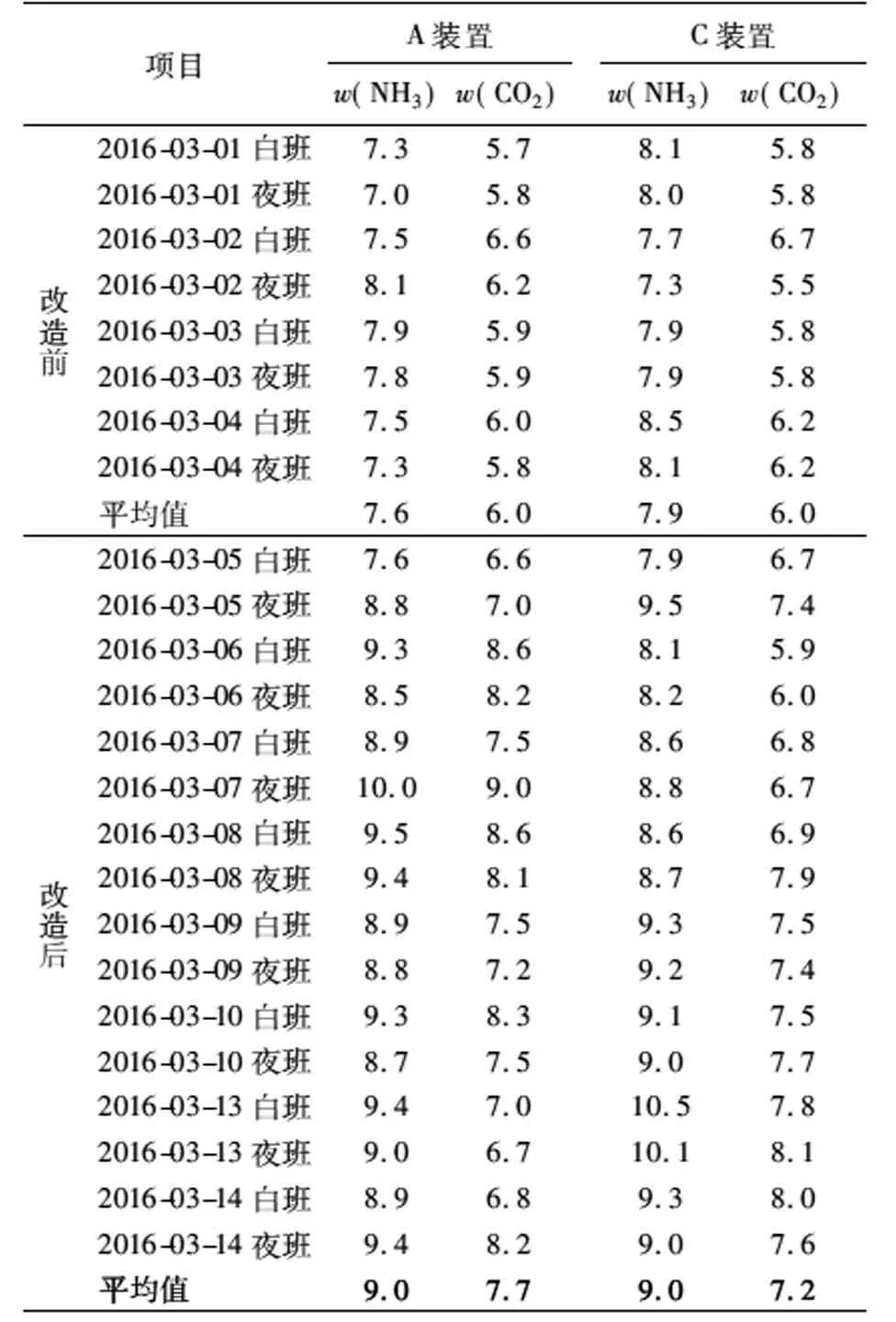
表1 板式换热器投用前后分析点①部分分析数据 %
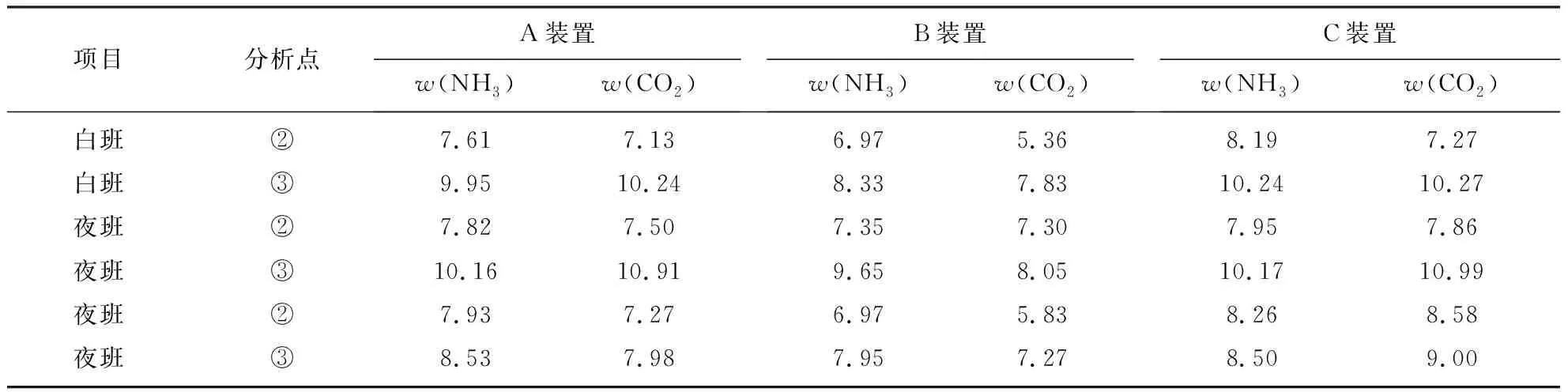
表2 板式换热器投用前后分析点②和③部分分析数据(2016- 03- 07) %
以改造后的氨水槽内溶液含氨质量分数提高1.0%、氨水槽循环量40 m3/h、20 ℃时液氨密度0.60 t/m3、氨价格1 800 元/t计,3套尿素装置每月回收氨增加的效益约为93.3万元,年经济效益超过1 100万元。
猜你喜欢
中国特种设备安全(2022年4期)2022-07-08
中学生理科应试(2021年10期)2021-12-07
中学生数理化·八年级物理人教版(2021年4期)2021-07-22
汽车实用技术(2021年10期)2021-06-04
科技创新与应用(2017年4期)2017-03-27
科技创新导报(2016年4期)2016-11-19
祝您健康(1985年3期)1985-12-30
中国青年(1965年18期)1965-08-20
中国青年(1965年13期)1965-08-20