
长沙中低速磁浮列车磁浮走行部的组装工艺
2019-08-19 00:40:32周源
城市轨道交通研究 2019年7期
周 源
(中车株洲电力机车有限公司,412001,株洲//工程师)
长沙中低速磁浮列车是由中车株洲电力机车有限公司牵头自主研发生产的国内首个商业化运行中低速磁浮列车,与传统轮式轨道交通车辆相比有着明显的特点:一是车辆行驶时轮轨不接触;二是车辆的悬浮、驱动和转向完全依靠其下方的磁浮走行部来实现。车辆运行时,悬浮架与F型轨道之间需保证精确而稳定的8 mm悬浮间隙,同时需应对车辆上下坡、转弯等复杂工况。磁浮走行部作为一种新型走行结构,其新型的机械结构和严格的产品标准,对装配工艺及可靠性提出了更高要求。
1 长沙中低速磁浮列车磁浮走行部构成
长沙中低速磁浮列车磁浮走行部构成如图1所示。由图1可见,磁浮走行部包括悬浮架单元I、悬浮架单元II、迫导向机构、滑台装配、高度调节装置、测速定位装置、雷达与安装支架装配、扫石器装置、接地刷和受流器等构件。其中悬浮架单元包括模块装配、牵引装置、电机悬挂装置、悬浮架管路、支撑轮装置、空气弹簧装置、垂向滑撬装置、悬浮电磁铁装配、防脱开装置等构件;模块装配包括左右模块和前后抗侧滚梁装配等构件。整个磁浮走行部依靠滑台与车体底部相连接,为整车提供了悬浮、驱动和转向等功能。

图1 长沙中低速磁浮列车磁浮走行部俯视简图
2 磁浮走行部组装工艺技术要点
悬浮架在电磁铁与F轨电磁作用力下处于悬浮状态,直线电机为车辆提供行驶驱动力。组装时,要求各悬浮架上的电磁铁和直线电机与F轨方向平行且间隙均匀。作为悬浮式走行转向机构,组装偏差的直接反映为悬浮力、驱动力及机构运作状态不对称,引入了难以定量的内部作用力,对磁浮走行部及列车通过空间曲线时的运动学状态产生复杂的影响。另一方面,悬浮控制系统的控制算法依据磁浮走行部的理论结构和力学模型建立,其对机械连接间隙、运动副精度十分敏感。整个磁浮走行部机械装配的质量问题可能导致车辆的悬浮、驱动及转向等发生控制失稳,甚至影响列车的正常运行,因此需严格控制磁浮走行部组装的工艺质量。本文选取其中典型工艺案例阐述其工艺技术要点。
2. 1 迫导向机构转臂定向
迫导向机构如图2所示。由图2可见,当车辆通过曲线时,迫导向机构长短转臂相对其与车底架的连接轴会发生转动,同滑台、钢管组件共同构成了车辆通过曲线时的几何约束。
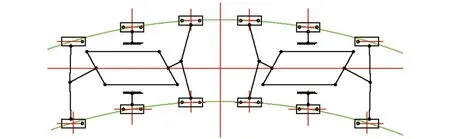
图2 迫导向机构示意图
为了保证迫导向机构转臂方向的准确性,在车辆处于直线轨道时,迫导向机构的长短转臂需指向车辆正前方。原试验车组装时需要操作人员不断测量和调整迫导向机构转臂的位置尺寸以确保其处于居中位置,组装调整过程非常繁复。在长沙中低速磁浮车辆上,转臂及车辆底架对应位置预先通过机械加工开出工艺孔,组装前通过定制的定位销轴连接,将转臂直接固定于居中状态,然后再与调整螺杆及钢管组装。该工艺方案的引入,大大降低了迫导向机构的组装难度,减少了机械调整和动态调试的工作量,使迫导向组装工序的作业效率和作业质量获得了“双提升”。
2. 2 机械配合
磁浮走行部组装对机械配合要求较高。在悬浮架模块和迫导向机构中存在多处保证机构运动功能的轴承连接。如片梁与片梁安装座之间的向心关节轴承的作用是保证抗侧滚梁小角度转动的自由度。该结构设计依靠关节轴承、销套与销轴配合来实现,如图3所示。销轴中部与关节轴承销套、销轴与片梁销套及片梁对应的安装孔应精密配合,以减少机械间隙对整体结构产生的难以预测的误差扰动,保证车辆在小半径曲线转弯时悬浮架模块以足够精确的平行四边变形来产生偏转。因此磁浮走行部组装前,需对配合件的加工精度进行把控。此外,考虑到部件表面按照GB/T 9799—1997《金属覆盖层 钢铁上的锌电镀层》中的相关规定进行处理,部件实际尺寸为原件尺寸与2倍电镀层厚度之和,故需严格控制加工后的零件尺寸和电镀工艺,使部件最终尺寸达到设计要求。另一方面,还需保证销轴和销套的长度尺寸,以及保证关节轴承位于两个片梁的对称中心线位置。
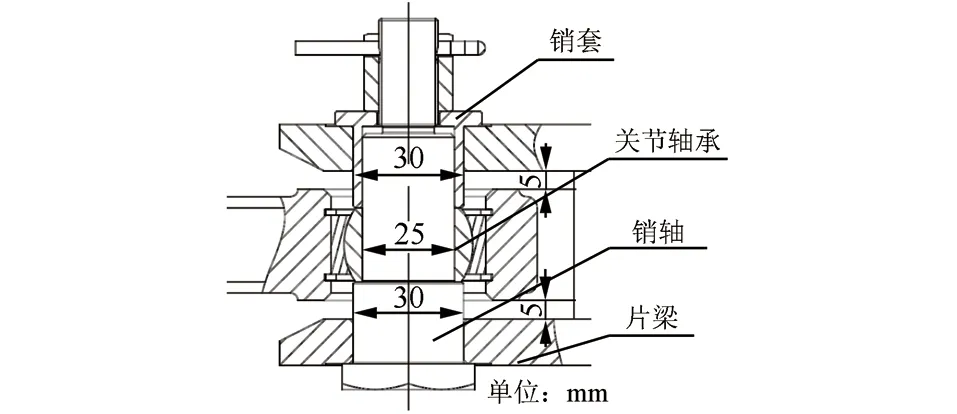
图3 抗侧滚关节轴承装配示意图
2. 3 空气弹簧配置
空气弹簧安装于悬浮架和车体底部滑台之间,传递垂向力和横向力。空气弹簧的各项性能需满足相应技术规范要求,保证有气、无气状态下的高度及AW0(空载)、AW3(超载)等工况下空气弹簧的垂向刚度值。结合原试验车运行经验,为保证车辆悬浮及运行的可靠性,空气弹簧在装车前需进行相关载荷试验,并将关键数据标记于铭牌上。在组装时对空气弹簧进行排序分组,按车辆一位端至二位端方向依次将20个空气弹簧安装在5个悬浮架托臂上,并做好记录。在实际安装过程中,单个悬浮架上的4个空气弹簧在AW0工况下的刚度差值原则上不大于5 N/mm。此外,对于空气弹簧高度,选取单节车上20个空气弹簧中的最大自由高度作为基准,使用调整垫垫在托臂空气弹簧穴内的空气弹簧底部,并将该节车所有空气弹簧调整至同一高度。在后续车辆运营中亦验证了空气弹簧参数对悬浮系统的影响。
2. 4 悬浮架在轨移动问题
长沙中低速磁浮车辆在正常行驶时轮轨未接触,静止状态下以垂向滑撬着陆于F轨轨面。而悬浮架模块在组装完成吊入轨道后需按车体底部滑台尺寸确定位置,以便于准确落车。为调整悬浮架在F轨上的位置,若使用天车吊运定位,精度难以满足装配要求;若使用撬棍等工具强行调整,则可能会导致结构变形或油漆面损坏等情况。悬浮架上设计了有辅助支撑的支撑轮装置,以应对车辆悬浮功能失效的状况。然而,正常组装后支撑轮装置下底面距离F轨约3 mm,车辆运行时可通过液压驱动进行伸缩。经综合考虑,设计了一套结构特殊的增高垫工装,结合其使用位置空间狭小的特点,在工装设计时通过CAD模拟其使用过程,调整工装形状尺寸以避免与周边结构产生干涉,确保该调整垫能够顺利插入和取出。在实际生产过程中,在组装时将支撑轮伸出约6 mm,然后插入该工装进行组装,并于车辆调试时完全施放支撑轮(伸长约11 mm),即可回收调整垫片工装。这样大大降低了悬浮架移动和定位调整的工作量,提高了作业效率。
2. 5 其他工艺要点
为优化磁浮走行部组装工艺,解决作业难题,实现批量生产,组装工艺中的其他方面亦应进行优化。例如:结合悬浮架结构设计了1套悬浮架组装工装,以便悬浮架实现离轨组装和批量生产;在直线电机悬挂组装时,设计了厚度检测工装,便于快速调整直线电机底面到F轨铝感应板的上表面尺寸;制定滑台双直线导轨组装操作流程,保证双直线导轨的平行度和滑动顺畅;结合原试验车经验为牵引销轴增加了减载槽等结构,改善了应力分布状态,并增加端部六方头便于进行更换操作;设计了悬浮架固定工装,防止悬浮架在转运过程中产生变形,避免了重复尺寸调整,提高了工作效率。此外,横向滑撬磨损性能、螺栓防锈、空调排水管位置优化等工艺问题有待于进一步改善。
3 结语
长沙中低速磁浮列车为中车株洲电力机车有限公司在试验车基础上推出的商业化运行磁浮列车,磁浮走行部的设计和组装工艺在批量生产前及过程中反复进行大量的改进和优化,在组装工艺方面也逐步积累经验,对后续磁浮车辆产品及其他相关领域的组装工艺具有一定指导意义。
猜你喜欢
故事作文·低年级(2023年2期)2023-05-30 10:48:04
汽车实用技术(2022年15期)2022-08-19 02:48:04
佳木斯大学学报(自然科学版)(2021年6期)2021-12-21 00:35:08
防爆电机(2020年6期)2020-12-14 07:17:06
轮胎工业(2020年2期)2020-03-01 23:46:46
模具制造(2019年4期)2019-06-24 03:36:46
Coco薇(2015年10期)2015-10-19 12:12:32
装备环境工程(2015年5期)2015-02-28 01:20:38
装备环境工程(2015年5期)2015-02-28 01:20:34
装备环境工程(2015年5期)2015-02-28 01:20:27
