
基于成组技术的工艺装备研究与应用
2019-08-13 08:09刘刚,李瑞,李昆
成组技术与生产现代化 2019年1期
刘 刚,李 瑞,李 昆
(航空工业庆安集团有限公司 工艺技术部,陕西 西安 710077)
成组技术(GT-Group Technology)是一门工程技术科学,研究如何识别和发掘生产活动中有关事物的相似性,并充分利用它,即把相似的问题归类成组,设计解决这一组问题相对统一的最优方案,以取得所期望的经济效益[1].成组技术巧妙地把品种多转化为“少”,把批量小转化为“大”,将相似的工作和内容归并处理,来提高系统的柔性、可重构性、效率等.通过成组技术,生产中主要矛盾得到有条件的转化,多品种、小批量生产方式的经济效益将会显著提高.
目前,许多学者将成组技术与自动化生产、精益生产、敏捷制造、大规模定制等结合起来,进行了大量研究[2-3].随着制造技术的发展,它越来越显得光彩夺目,越来越重要.成组技术作为指导多品种、小批量生产的基本法则,是先进制造技术的重要基础之一[4].
1 工艺装备中应用成组技术的意义
航空制造业大多采用多品种、小批量、变状态的制造模式,新研产品迭代快,工艺装备的需求量逐年递增,但传统的工艺装备管理与使用方法伴随着大量的重复性工作,并且设计任务重,继承性差,不可重复利用,进而造成工艺装备的设计和制造费用大增,浪费和库存量都很大.此外,不同工装设计者对相同工序的工艺装备理解不同,缺乏规范,导致设计的工艺装备各异,设计制造周期长,生产现场使用的统一性和互换性差,造成机床调整时间长,加工质量不稳定.因此,对工艺装备实施“三化”,即标准化、系列化、模块化是非常必要的.采用成组技术,针对加工方法、安装方式和轮廓尺寸相同或相近的产品,可设计专用工艺装备;利用成组技术对工艺装备的基体、夹紧机构和传动装置、定位方式等进行相似性研究,可设计柔性化的工艺装备;利用成组技术,对相似的工作内容进行归并处理,提高成组批量,制造企业能更好地适应多品种、小批量生产,取得规模经济效益.
以多品种、小批量方式进行生产的航空企业,采用传统的工艺技术及工艺装备,要实现自动化生产几乎是不可能的,因为其成本投入远远大于收益,而且其生产组织的复杂性及负荷特别大.开展成组工艺技术及装备研究、成组生产管理研究,使得多品种变为“少”品种,小批量变为“大”批量,将多品种的个性化转化为共性,可降低工艺维度,增强工艺的收敛性,减少工艺装备类型.成组工艺装备能让工装与机床设备的接口统一,工装与零件的接口成组化、柔性化.工艺装备的成组化将辐射到工艺技术的成组化、生产组织的成组化,使得工序自动化成为可能.近年来,成组技术的推广应用与计算机、数控等技术的紧密结合,大大推动了柔性制造技术的发展,也标志着中小批量产品生产自动化问题的解决.
2 工艺装备分类的成组方法及编码规则
工艺装备的分类成组是实施成组工艺装备技术的重要基础.工艺装备的分类主要采用视检法、生产流程分析法和编码分类法.视检法主要通过个人经验将某些特征属性相近的零件归为一类;生产流程法是根据零件的生产流程和加工工艺对其分类的方法;编码分类法则是将设计、制造方面的信息转化为代码,然后进行分类[5].
工艺装备的编码是有关特征信息的组合,分类是将特征方面具有相似性的若干工艺装备归结在一起.因此,按照一定的相似性标准可直接引用编码对工艺装备进行分类.相似性标准不宜太高,否则零件不易汇集成组,进而导致不重要的特征差别掩盖了实际存在的、并可利用的相似性;但相似性标准也不能太低,过于粗略将导致归为同一组的零件种类太多,使组内零件差异太大,进而妨碍对零件相似性的利用.
工艺是产品设计和制造的重要纽带.因此,成组工艺装备必须建立在成组工艺的基础上.首先将零件分为回转体和非回转体两大类,然后进行成组分类和编码,同时考虑工件信息和工装信息,形成表1所示的工艺装备成组化分类编码要素.

表1 工艺装备成组化分类编码要素
根据编码要素及每个要素的纵向分类形成矩阵序列表,每个要素的纵向分类都对应一个数字(0~9),总共14个编码要素.每一位编码对应的含义如表2所示.

表2 工艺装备分类编码中的编码含义
注:表中○为空项.
编码除用于工艺装备分类外,其作用和意义远比分类分组大.工艺装备的分类编码功能还体现在搜集和检索有关工艺装备从设计、工艺到生产的信息,编码不但有利于计算机检索,也有利于手工检索[6-7].
以成组技术结合“三化”指导思想,对工艺装备进行标识,不仅有利于工艺装备知识条理化,而且对工艺装备的设计、制造、管理和工艺装备的标准化都有着非常重要的意义.
3 成组工艺装备设计原则与装备数据库
3.1 成组工艺装备设计原则
(1) 成组工艺装备应具有良好的可调性和结构紧凑性.工艺装备中的元件能够迅速、可靠地更换,使得零件组中任何零件的定位都准确,可靠.工艺装备的成组性要求根据零件的尺寸组设计结构相近且大小不等的成组夹具,以保证其结构的紧凑性.
(2) 应明确同组零件的加工技术要求.工艺装备的成组化设计需要考虑零件组内最高加工技术要求和最低技术要求,以满足零件组内所有工艺装备的技术要求.
(3) 设计的成组工艺装备应与零件的成组生产量相适应,在符合经济性要求下尽可能地提高成组工艺装备的使用频率.
(4) 应考虑设计的标准化及可继承性.成组工艺装备的设计应尽量采用标准化的元部件、结构和装置,同时,在标准化、系列化的基础上应赋予其继承性,以适应产品不断更新换代及品种增多的需要[8].
3.2 成组工艺装备数据库
基于成组工艺装备的设计原则,可搭建工装快速设计系统,建立标准件库、组件库、知识库等.图1所示为成组工艺装备数据库中C/S知识库和B/S知识库界面.
C/S知识库是基于CATIA软件开发的,用于工艺装备的快速设计.快速设计建立在典型结构和标准化的基础上,而典型结构和标准化能够体现成组技术思想.根据成组技术,将典型结构做成知识体系并建立驱动规则,以便为后期的知识驱动奠定基础.在成组工艺装备数据库中,B/S知识库无缝链接C/S知识库.B/S知识库包括资源库、公式库等,为工艺装备的设计提供常用的资料、标准及设计数据的存储等,同时提供可编辑的公式计算库,为成组工艺装备技术的实现提供平台.
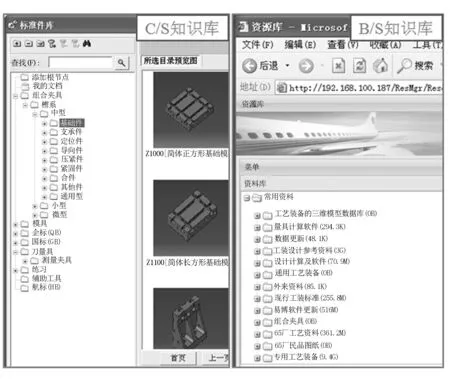
图1 成组工艺装备数据库中C/S知识库和B/S知识库界面
4 成组工艺装备的经济性分析
成组技术在工艺装备中应用分为更新原有工装和新研成组工装两种.单从费用和成本考虑,其经济平衡性可通过下式来衡量.
(1)


图2 Fw与n的关系曲线
原有的通用工装或专用工装是否更新为成组工艺装备,取决于成组工艺装备的年度费用、零件组的成组批量、更换成组工装后单件的工序收益,即
(2)
式中:F为使用成组夹具的年度费用,元/年;N为零件组的成组批量,件/年;S为更换成组工装后单件工序收益,元/件;Pk为第k种零件全年投产批数,批/年;Qk为第k种零件的批量,件/批.
成组技术在工艺装备中应用可获得多方面的经济效益,尤其对多品种、小批量加工受到的技术手段限制,使工艺装备的设计、制造、管理更趋合理.工艺装备成组化符合经济性要求,对工艺装备的“三化”、设计周期的缩短、工作量的减少、加工质量和生产效率的提升将有很大的促进作用,从而降低产品废品率和劳动强度,缩短辅助时间,提高企业的竞争力.成组技术在工艺装备中应用的效益分析如图3所示.

图3 成组技术在工艺装备中应用的效益分析
5 工艺装备成组化的应用实例
5.1 某系列齿壳体工艺装备成组化实例
经过统计,某系列齿壳体产品19种,外形和尺寸略有不同,但其加工工序及设备类型非常相近.在所用夹具成组化之前,该系列齿壳体的装夹方式各异,工序分散,每道工序几乎都需要专用夹具,而且夹具的互换性较差.因此,采用成组技术对其工艺装备进行了图4所示的优化.
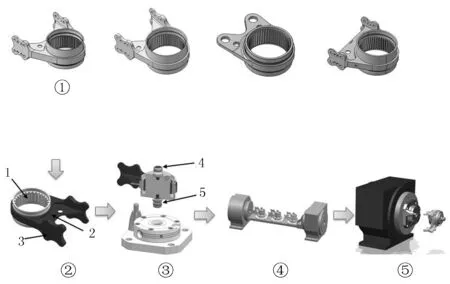
1-定位齿面;2-加工面;3-加工面;4-快换拉钉;5-快换拉钉图4 某系列齿壳体的成组工艺装备优化过程
该系列齿壳体产品的加工内容为精铣外形及两侧面(图4中2和3位置)的打孔.原来需要5道工序,4套专用夹具来完成加工,加工效率低下,且工装的数量多,成本高.采用成组技术对该工序的工艺装备进行模块化设计及工艺方案的优化后,只需要两道工序,且工艺装备只需要两套标准底座、一套标准快换模块,就可以完成加工.其具体方案如下:在齿加工完成后,以图4中1位置为定位齿面,采取反涨芯轴定位、销孔定向,在反涨芯轴上下面安装快换拉钉(图4中4和5位置);由于该系列齿壳体产品的定位齿顶圆的直径相同,因此可以将该系列齿壳体产品成组化;由于该系列齿壳体产品的装夹方式相同,因此可将其相应夹具模块化;采用四轴桥板,将一次性加工完正面和侧面的铣削,快换反面后加工另外一面;由于该系列齿壳体产品侧面的孔与侧面有角度关系(图5),因此可利用四轴装夹,完成侧面的孔位加工.
通过夹具的成组化设计,工序合并,可一次装夹而进行多面加工,提高了加工效率,且实现了夹具的模块化、系列化设计,降低了夹具需求量和成本,提高了产品的资源重复利用率、加工稳定性和质量.

图5 某系列齿壳体的侧面孔位
5.2 车床成组化工艺装备实例
原来以外圆或内孔定位的车床工序,粗加工时用三爪定位,三爪的自定心差,每次换爪都要重新找正;在半精加工或精加工时,一般采用软爪装夹定位,且更换软爪时需要重新镗削软爪,换装、找正调整时间长.此外,三爪装夹的离心力较大,因而无法获得设备的高转速.
通过梳理零件类型及装夹方式,对工艺装备进行模块化、系列化、标准化设计,以图6所示的车床成组快换夹具中1(卡盘)作为标准基座,将2(圆锥快换夹头)做成系列化(其直径为4~65 mm)快换模块.每个模块的装夹范围为±0.5 mm.只需更换快换夹头,即可在1 min时间内完成换装.换装简单,易操作.
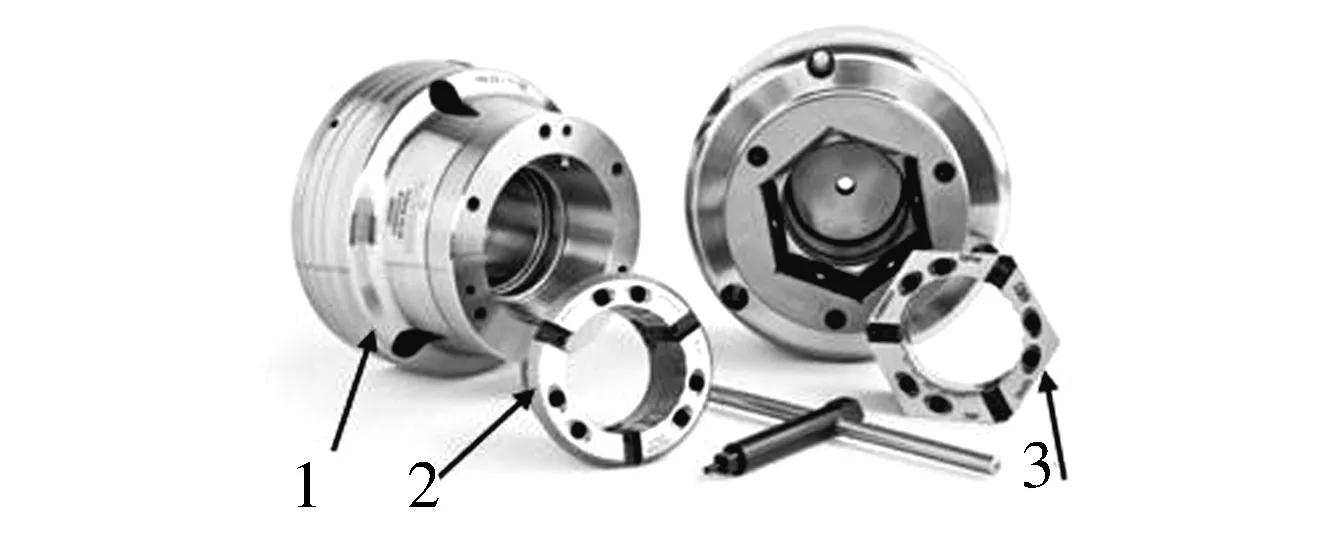
(a) 外圆定位快换模块
(b) 内孔定位反涨快换模块1-卡盘;2-圆锥快换夹头;3-六角快换夹头;4-反涨快换芯轴图6 车床的成组快换夹具
现场试验后发现,采用成组化工装设备,车床换装效率至少可提高1/3.图6中的4是针对内孔定位设计的反涨快换模块.根据不同的定位孔直径,换装时只需更换反涨芯轴即可.这样,工艺装备的成组化,大大地减少了材料的浪费,提高了设计效率和夹具的重复利用率.
5.3 加工中心多面加工工艺装备成组化实例
某壳体加工车间,壳体种类多达数十种,壳体的加工特征较多,孔系与其他特征之间的形位关系复杂,多次装夹很难保证加工质量.通过分析该系列齿壳体的加工设备特点及其加工要求,可找出装夹方式的共性.针对图7所示某系列齿壳体在旋转工作台上的装夹方式,使壳体零件M与壳体零件N留有统一的附加项,并采用两销定位、螺钉反拉的同一种装夹方式.其夹具的结构如图8所示.这样,工序集中,一次装夹可以加工5个面,并且,几十种齿壳体在特定工序中的夹具模块可实现互换,既减少了工艺装备的设计和制造工作量,又大大缩短了新品研制周期,降低了工艺装备成本.

(a) 零件M的装夹 (b) 零件N的装夹图7 某系列齿壳体在旋转工作台上的装夹方式

图8 某系列齿壳体成组夹具的结构示意图
6 结束语
成组技术是解决多品种、小批量生产问题的科学技术,成组技术在工艺装备中的应用能够促进工艺装备的“三化”.实践证明,成组工艺装备不仅能够降低成本、缩短新品研制周期、提高产品质量、提高工装利用率,而且能够优化工艺方案,充分利用设备功能,提高加工自动化程度.从近期看,应用成组技术是对工艺方案的补充,是降本增效的物质基础.从长远看,成组技术使新品工艺装备的设计有了“标准”“经验”,可降低预研风险,提高新品研制的效率,为多品种、小批量、新品批产混线的自动化生产提供技术支持.
猜你喜欢
哈尔滨轴承(2021年1期)2021-07-21
防爆电机(2020年6期)2020-12-14
制造技术与机床(2019年11期)2019-12-04
模具制造(2019年4期)2019-06-24
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
制造业自动化(2017年2期)2017-03-20
华东师范大学学报(自然科学版)(2017年1期)2017-02-27
浙江大学学报(工学版)(2016年11期)2016-06-05
